顆粒流切削潤滑研究現狀及展望
2021-02-03 09:00:02馬利杰逄明華馮啟高王占奎蘇建修劉貫軍
表面技術 2021年1期
關鍵詞:效果
馬利杰,逄明華,馮啟高,王占奎,蘇建修,劉貫軍
(河南科技學院 機電學院,河南 新鄉 453003)
切削加工是一種發展最成熟、工藝最完善、應用最廣泛的制造技術。它也是一種典型的機械去除加工方法,“擠壓、摩擦、剪切、磨損”是其本質特征[1]。切削加工時,伴隨著刀具對工件材料的擠壓,被切削層材料發生嚴重變形,并出現剪切滑移,形成切屑。隨著切削過程的進行,刀具、切屑和工件之間出現劇烈摩擦,產生較大的切削力和大量的切削熱,這不僅加劇了刀具的磨損和破損失效,而且嚴重制約了加工質量和效率的提高。因此,減少刀屑和刀工摩擦、延長刀具耐用度,最終提高加工精度、改善表面質量、降低加工成本成為切削加工的必然要求。
切削液(切削油)澆注潤滑是最傳統、也最常用的切削減摩技術,冷卻、潤滑是其基本功用。然而澆注潤滑存在著諸多問題和不足:
1)切削液消耗量大、成本高。據統計,生產實踐中用于切削液的購置、使用、處理等的直接和間接費用占加工總成本的 10%~17%,而刀具成本僅占5%~7%[2]。
2)切削液的效能得不到充分發揮。切削過程中刀具-切屑緊密接觸,形成粘結區,產生內摩擦,使切削液進入切削區的途徑受到限制,在車削、鉆削等連續型切削工藝中,其效能的發揮不足30%[3-4]。
3)適用溫度范圍小,通常在-60~350 ℃之間。在高速、重載、難加工材料切削等高溫情況下,由于切削液的揮發、變質,其作用效果變得更差。
4)環境污染和危害人身健康[5]。為了克服澆注潤滑的上述不足,自20 世紀80 年代,逐漸出現了最小量潤滑(Minimum Quantity Lubrication,MQL)、低溫冷風、液氮冷卻等低耗、綠色、高效切削潤滑技術。表1 列出了它們的特點及應用場合[6-10]。
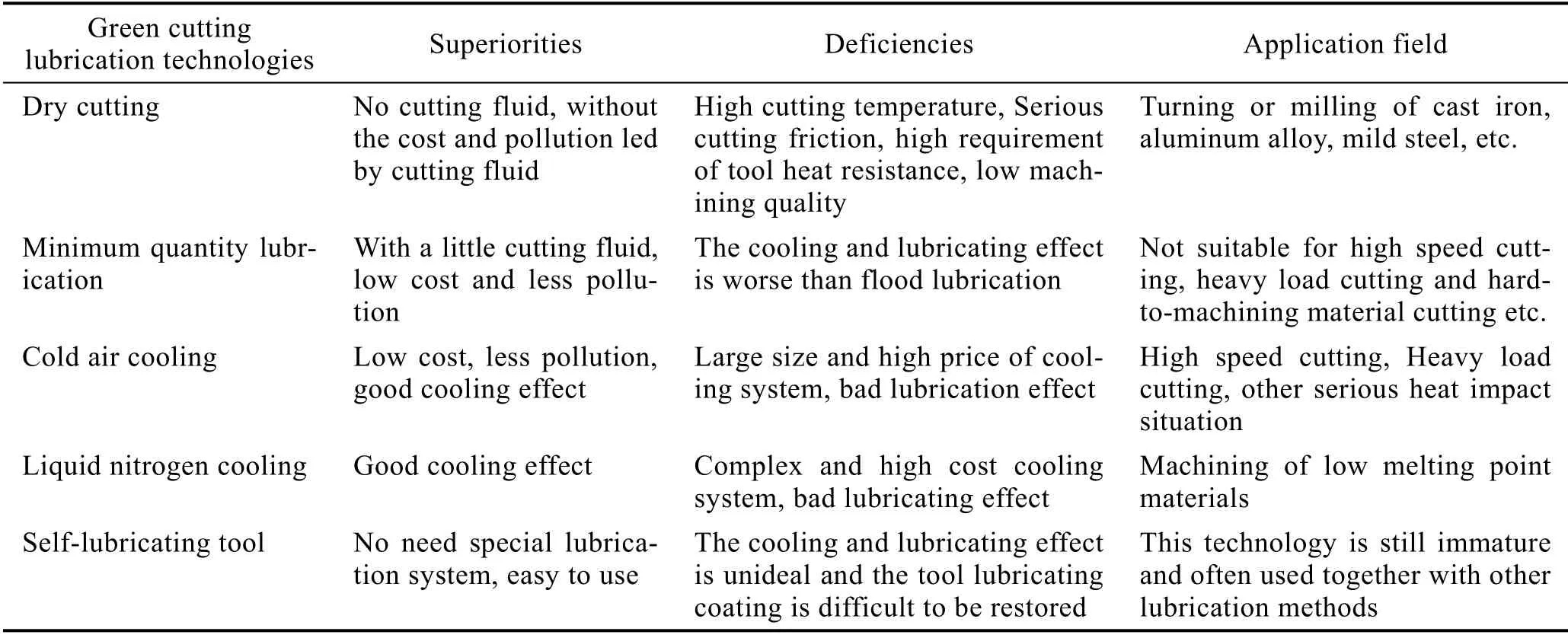
表1 常見綠色切削潤滑技術的特點及應用[6-10] Tab.1 Characteristics and application of common green cutting lubrication technologies[6-10]
自21 世紀初,顆粒流潤滑以其獨特的優勢受到越來越多的關注。所謂顆粒流潤滑,是將固體潤滑介質以顆粒(粉末)狀態直接導入摩擦副,利用微小顆粒的粘附、變形、滑滾、分層開裂等特性,減少做相對運動的兩表面間的接觸,從而減少摩擦、降低磨損的潤滑方法[11]。顆粒流潤滑具有傳統固體潤滑的摩擦系數小(例如MoS2為0.05~0.1,WS2約為0.03)、潤滑性能好、無污染、無毒害等特點,同時也具有流體潤滑的流動性、自補償、自修復等優良性能[12-13]。顆粒流潤滑特別適用于高溫、高壓、高真空等嚴酷工況,已成功解決了高溫發動機軸承、內燃機活塞環和缸套、壓鑄系統等的潤滑和磨損難題,成為航空、航天與原子能工業發展必不可少的技術[14-16]。
1 顆粒流切削潤滑研究現狀
針對傳統切削潤滑技術的不足及顆粒流潤滑的特點,自2000 年以來,一些機械制造專家逐漸將顆粒流潤滑引入到切削加工中來,開展了車削、銑削、鉆削、磨削等工藝試驗。圍繞顆粒流切削潤滑中顆粒潤滑介質的輸送及導入、切削潤滑效果與工藝參數優化、顆粒流潤滑機理等進行了深入研究,并取得了較大進展。
1.1 顆粒潤滑介質的輸送及導入
將固體潤滑顆粒(粉末)輸送到切削部位,并導入刀-屑和刀-工接觸界面是實現顆粒流切削潤滑、獲得良好工藝效果的前提。當前用于切削加工的顆粒介質輸送及導入方式主要有:填涂式、鋪粉式、送粉式、流化式、霧化式等。
1.1.1 填涂式
如圖1a 所示,DENG[17]利用飛秒激光在硬質合金車刀前刀面加工出不同形狀的微織構,然后采用手工填充的方式在微織構中填入MoS2粉末,進行了45鋼的切削試驗,取得了顯著優于普通刀具的切削效果。然而,該方法僅能用于顆粒介質的切削潤滑效果的驗證,不易在實際生產中推廣。為此,朱成順[18]將石墨、MoS2和自制的納米K2Ti4O9晶須按一定比例混合后,加入有機粘接劑中,攪拌均勻,制成復合潤滑劑,并涂覆于車刀前、后刀面上,經室溫干燥后,獲得具有自潤滑性能的刀具。該方法的最大優點在于使用簡單方便,但涂層結合力是制約其實際應用的關鍵因素。此外,SHAJI[19]也發明了一種用于磨削加工的固體潤滑劑供給裝置。如圖1b 所示,缸體A 中的固體潤滑劑(石墨顆粒和乳化油按比例調制成的膏狀物質),通過氣動活塞機構B 擠出到軟質橡膠輪C上,再利用橡膠輪C 和砂輪(Grinding wheel)之間的相對旋轉運動,將潤滑劑涂抹到砂輪表面,從而實現磨削過程的持續潤滑,固體潤滑劑的供應量可由活塞的移動速度來控制。該方法雖然實現了磨削加工的固體顆粒潤滑,但由于缺乏切削液的沖刷而導致砂輪堵塞,制約了它的實踐應用,因此開發包含顆粒潤滑介質的自潤滑砂輪成為磨削加工固體潤滑的重要發展方向。
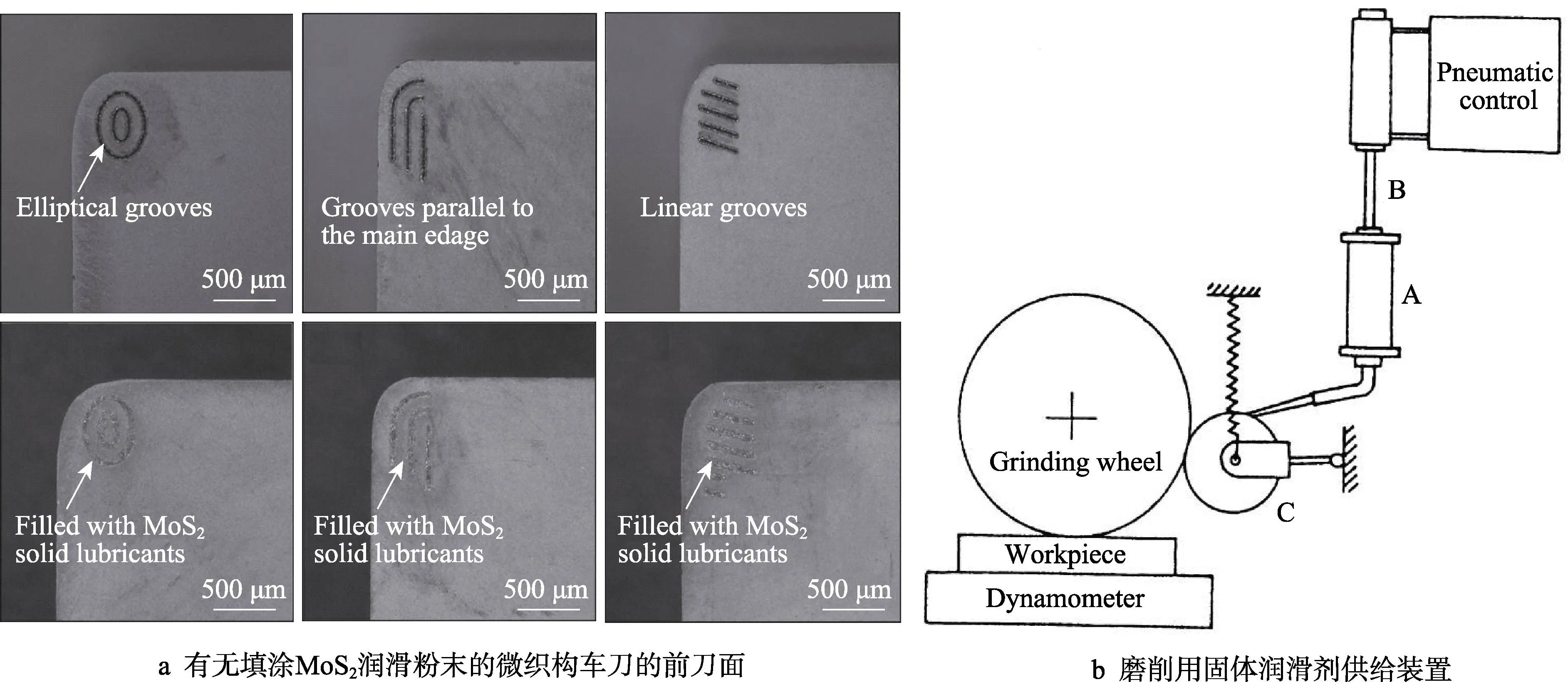
圖1 填涂式固體潤滑劑供給方式[17,19] Fig.1 Filling or smearing type supplement mode of solid lubricants[17,19]: a) rake face of textured tools with or without MoS2 solid lubricants, b) supplement setup of solid lubricants used in grinding
1.1.2 鋪粉式
該方式對應的潤滑方法又稱為粉浴潤滑,它是一種使摩擦界面處于飛揚的粉末潤滑劑包圍的潤滑方法。如圖2 所示,KILI?AY[20]通過特制夾具分別將粒度為60 μm 的硼酸、氧化硼等多種硼基化合物粉末鋪蓋于20 鋼工件上,進行了8 mm 寬度直槽的立銑削試驗,潤滑劑粉末通過銑刀的旋轉運動導入切削區,特制夾具用來實現粉末的重復利用。測力儀(Dynamometer)用于對銑削過程中的三個切削分力進行測量。該方法僅適用于類似于銑削的斷續切削工藝,且不易實現潤滑劑粉末的定量控制。
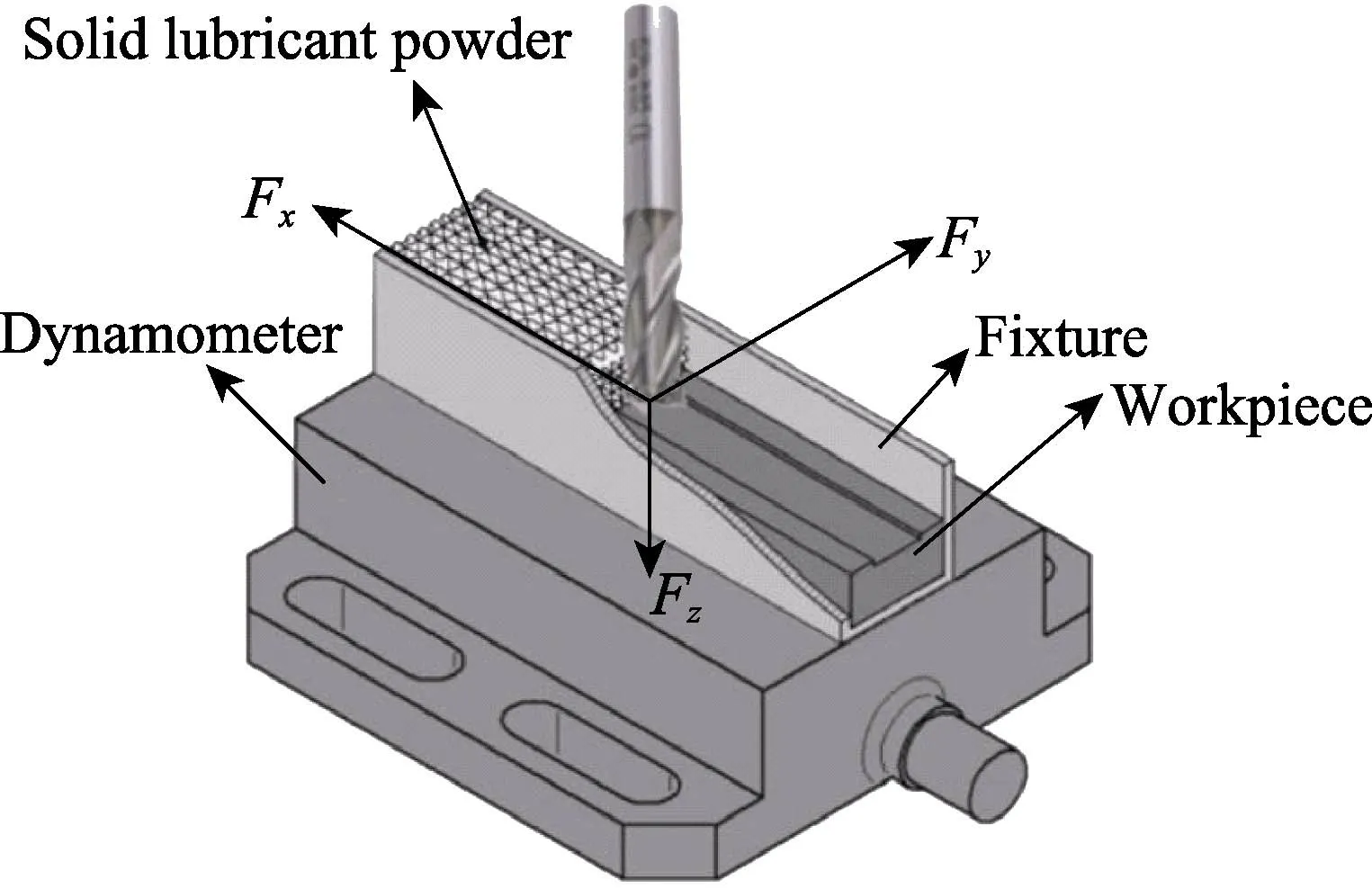
圖2 鋪粉式顆粒流潤滑銑削裝置[20] Fig.2 Milling setup of powder-covering type particulate flow lubrication[20]
1.1.3 送粉式
為了實現顆粒潤滑劑的連續輸送和定量控制,SURESH[21]提出了一種機械送粉裝置。如圖3 所示,漏斗(Hopper)中的固體潤滑劑粉末,在電動機(Motor)驅動的葉片帶動下,經方形出口(Square box)、通道(Channel)輸送到加工部位,再利用銑刀的旋轉運動導入切削區。調整電動機的轉速可實現粉末的定量輸送,封閉箱(Closed chamber)用來實現潤滑劑粉末的回收再利用。NAGESWARA[22]也發明了一種粉末噴射裝置(如圖4),裝在垂直缸體中的潤滑劑粉末在活塞作用下,經縮口部分(Section 3)進入水平缸體內,在壓縮空氣(Compressed air,由水平缸體左側通入)的作用下,形成粉-氣混合物,然后經小直徑噴頭噴射到加工部位,該潤滑方式又稱為噴粉潤滑。縮口部分(Section 3)的附加裝置(圖中未畫出)和壓縮空氣調節閥(Adjusting valve),分別用于控制粉末的流量和流速。
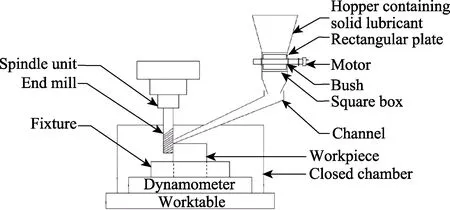
圖3 送粉式顆粒流潤滑銑削裝置[21] Fig.3 Milling setup of powder-delivery type particulate flow lubrication[21]
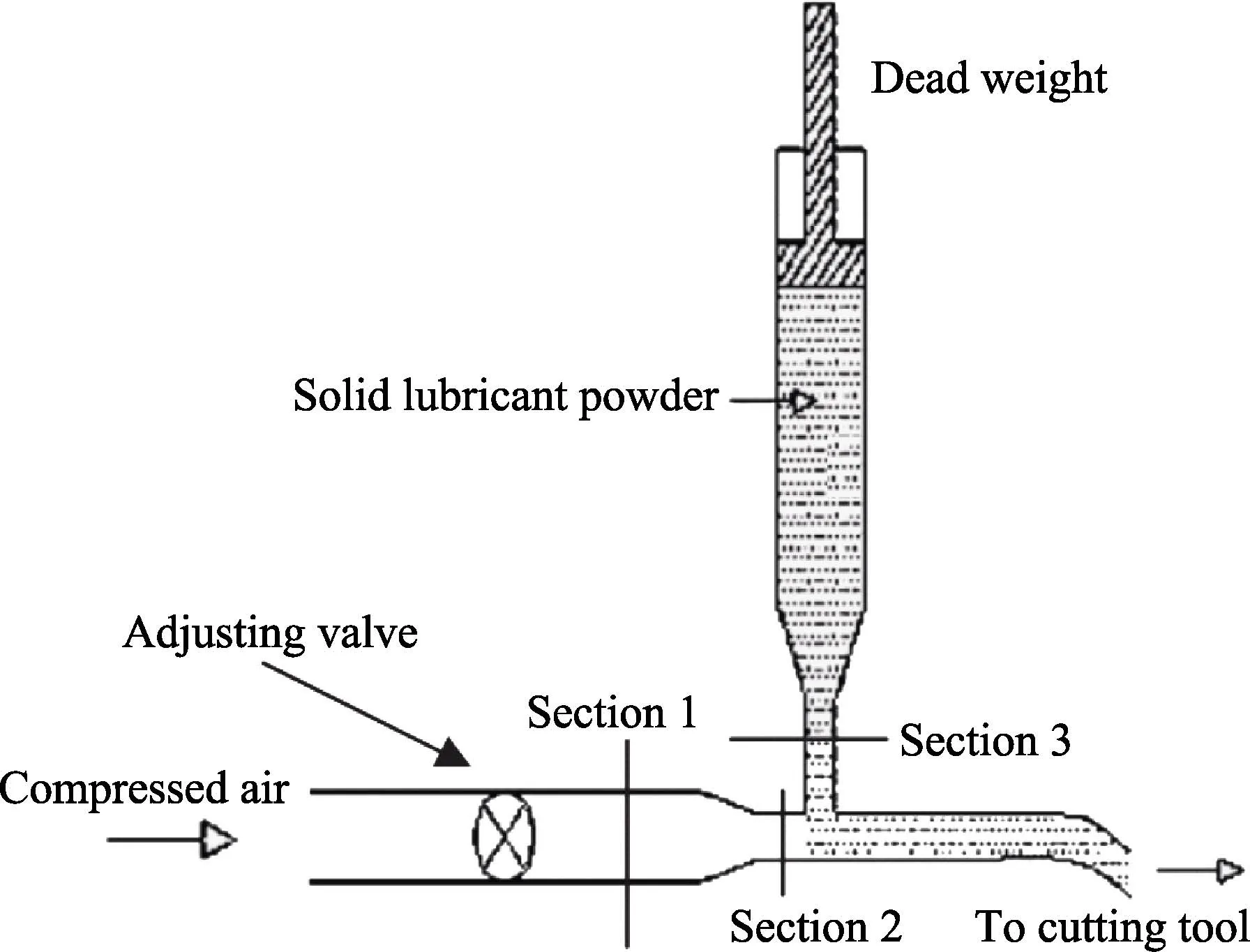
圖4 用于切削潤滑的噴粉裝置[22] Fig.4 Powder spray equipment used in cutting lubrication[22]
1.1.4 流化式
為了滿足車削、鉆削等連續型切削工藝的顆粒流潤滑需要,促進顆粒潤滑介質有效進入切削區,RANAMNA 等人[23]開發了一種顆粒潤滑介質流化輸送裝置。如圖5 所示,將一定量的顆粒潤滑介質(石墨或MoS2或硼酸等)溶入基礎液體(植物油或蒸餾水等)制成綠色顆粒潤滑液(Green particulate fluid lubricant),添加到裝置上部的容器(Container)中,潤滑液借助大氣壓和自身重力,經柔性管道(Flexible tube)輸送到切削部位。圖5 中的旋轉葉片(Rotating blades)用于連續攪拌潤滑液,防止顆粒介質發生團聚或沉淀,流量控制閥(Flow control valve)用于控制潤滑液的流量。
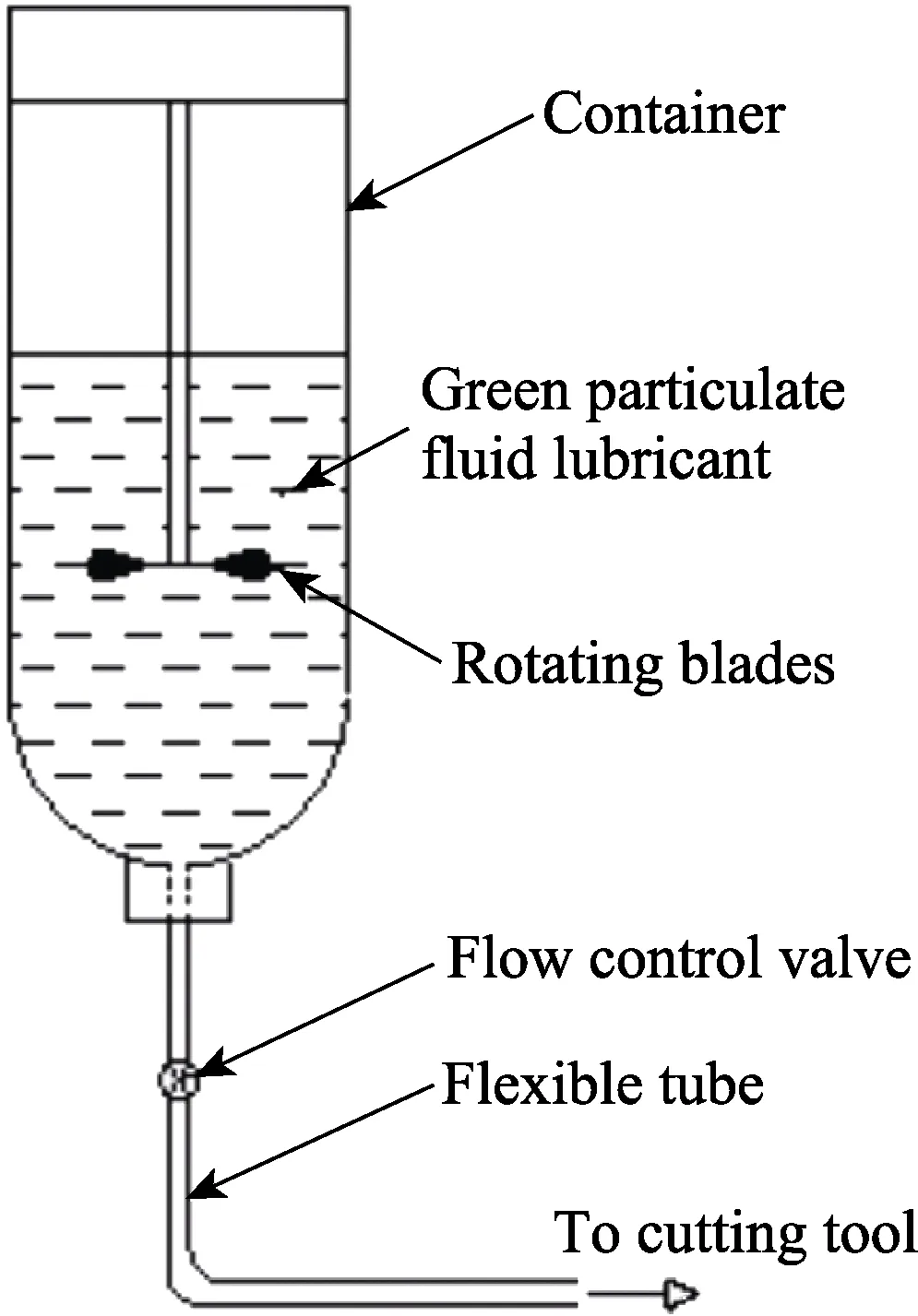
圖5 顆粒潤滑介質流化輸送裝置[23] Fig.5 Conveying setup of particulate fluid lubricant[23]
1.1.5 霧化式
REDDY[24]發明了一種用于顆粒潤滑介質導入的靜電霧化裝置。該裝置利用“異性相吸”的原理,將包含有帶正電荷顆粒介質的潤滑液霧化后導入到切削區,其中,霧化劑的流量和流速通過潤滑液供應量和電壓大小來控制。此外,將微納尺度的顆粒潤滑劑加入基礎液體中,借助表面活性劑制成不易沉淀的顆粒懸浮潤滑液,再利用通用的MQL 系統霧化后導入切削區,也是顆粒介質霧化導入的常用方法。與流化式相比,霧化式能夠進一步提升顆粒介質向切削區的滲透能力,但配制不易發生沉淀、團聚的顆粒懸浮潤滑液是其實施的前提條件,且顆粒介質的用量比其他方式要少得多。
1.2 顆粒流切削潤滑的工藝效果及參數優化
1.2.1 車削加工
在填涂式和送粉式顆粒流潤滑車削工藝研究方面,GAJRANI[25]將MoS2粉末以70%的體積比與石墨基潤滑脂混合,并填充到高速鋼刀具的微織構中制成自潤滑刀具,進行了AISI 1040 中碳鋼的車削試驗,結果表明:與普通刀具和非填充織構刀具相比,微織構自潤滑刀具的切屑厚度和塑性變形顯著減小,刀屑之間的摩擦系數也明顯減小,因此微織構自潤滑刀具更適合于實現干切削綠色加工。LEI[26]利用飛秒激光在硬質合金車刀前刀面的刀屑接觸區加工出有規律的微型凹坑(直徑70、200 μm),并在里邊填上WS2粉末,制成微池潤滑刀具。以此為基礎,開展了微池潤滑、干切削和澆注潤滑條件下的45 鋼切削試驗。結果表明:與干切削相比,WS2微池潤滑可使平均切削力降低10%~30%,刀屑接觸長度減小約30%,刀屑摩擦系數明顯減小,斷屑排屑效果也得到改善;普通刀具澆注潤滑時,由于切削液不能順利進入刀屑接觸區,不能取得類似的工藝效果。DILBAG[27]采用送粉裝置將平均粒度為2 μm 的石墨和MoS2粉末,以0.5~15 mg/min 的流量供給到加工部位,然后利用陶瓷刀具進行了軸承鋼AISI 52100 的硬車削試驗,結果表明:與干切削相比,顆粒流潤滑可使工件的表面粗糙度值下降8%~15%,MoS2比石墨具有更好的作用效果。MUKHOPADHYAY[28]選用非涂層硬質合金機夾車刀,進行了MoS2顆粒流潤滑和澆注潤滑下的40 鋼車削試驗,并開展了潤滑方式與刀具前角的關系研究,結果表明:MoS2顆粒流潤滑可使表面質量提高5%~30%;顆粒流潤滑比澆注潤滑具有更大的最優前角(分別為12°和8°)。
在流化式顆粒流潤滑車削工藝研究方面,NAGESWARAKA 和VAMSI[22,29]將不同粒度(50、100、150、200 μm)的石墨和硼酸粉末,以不同的質量分數(5%、10%、20%、30%、40%)添加到SAE40潤滑油中,制成綠色顆粒潤滑液,經流化裝置以 10 mL/min 的流量輸送到切削部位,并用 SNMG 120408 硬質合金刀具進行了中碳鋼EN8 的車削試驗。圖6 表示潤滑方式和顆粒介質質量分數對表面粗糙度的影響,切削參數為:切削速度110 m/min,每轉進給量0.25 mm,切削深度1.0 mm。其中,Dry、Flood、Gr、BA 分別表示干切削、澆注潤滑、石墨潤滑液、硼酸潤滑液四種不同情況,百分數表示顆粒介質的質量分數。結果表明:顆粒流潤滑比干切削和澆注潤滑能夠獲得更好的表面質量;試驗工況下,硼酸比石墨具有更好的工藝效果;當顆粒介質的質量分數低于20%時,隨著質量分數的增加,潤滑液改善表面質量的效果更顯著,但超過20%后并不能帶來更好的工藝效果。
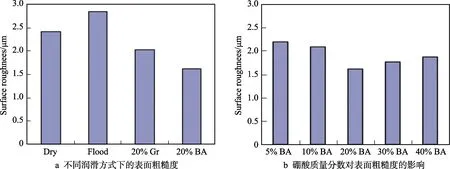
圖6 潤滑方式和顆粒介質質量分數對表面粗糙度的影響[29] Fig.6 Influence of lubrication mode and particulate mass fraction on surface roughness[29]: a) surface roughness under different lubrication mode, b) influence of weight fraction on surface roughness
在霧化式顆粒流潤滑車削工藝研究方面,SAHOO[30]將粒度為5~10 μm 的層狀石墨以0.1%的質量比添加到植物油中,制成顆粒潤滑液,并進行了TC4 鈦合金的干切削、MQL、NFMQL(顆粒潤滑液最小量潤滑)車削潤滑對比試驗。切削參數為:切削速度63、82、106、138 m/min,切削深度0.35 mm,進給速度0.1 mm/r。刀具為SNMG120408 非涂層硬質合金刀片。結果表明:當切削速度超過82 m/min時,NFMQL 可比干切削和MQL 獲得更小的刀具磨損;當切削速度大于106 m/min 時,NFMQL 可以獲得更好的表面質量。
為了弄清顆粒介質粒度和潤滑液流量對潤滑效果的影響,PATURI[31]將微米尺度的WS2粉末以1∶20 的質量比加入到普通MQL 潤滑液中,制成顆粒懸浮潤滑液,并以200 mL/h 的流量開展了鎳基合金Inconel 718 車削試驗。結果表明:與普通MQL 潤滑液相比,微米顆粒懸浮潤滑液可使表面粗糙度降低35%左右。PADMINI[32]分別將微米和納米尺度的MoS2和硼酸(H3Bo3)粉末按0.25%的質量比加入椰子油和蓖麻油中,通過超聲振蕩制成顆粒懸浮潤滑液,并經MQL 系統以10 mL/min 的流量輸送到切削部位,進行了不同潤滑條件下的40 鋼車削試驗。結果表明:納米潤滑液比微米潤滑液具有更好的降溫、減力、延長刀具磨損、改善表面質量的工藝效果;納米H3Bo3的降溫性能(8%)和減力性能(39%~44%)不如納米MoS2(分別為15%、44%~48%),因此納米H3Bo3潤滑條件下獲得的表面質量也不如納米MoS2好。AMRITA[33]利用MQL 系統研究了納米石墨潤滑液的質量分數和流量對HSS 和硬質合金車刀車削40鋼的影響規律。結果表明:納米潤滑液的質量分數(0.1%~0.5%)越大、流量(5~15 mL/min)越大,減力和降溫效果就越好;當流量大于5 mL/min 時,其減力效果就超過澆注潤滑,進一步提高到10 mL/min時,其冷卻效果也好于澆注潤滑;在質量分數為0.5%、流量為15 mL/min 的情況下,納米潤滑液對硬質合金刀具的耐用度提高更顯著,對HSS 刀具的減力效果更顯著。
綜上研究,無論采用何種顆粒介質供給方式,顆粒流潤滑車削的加工效果普遍優于干切削,且具有優于澆注潤滑和MQL 的某些性能指標。顆粒流潤滑不僅適用于易切削金屬材料,而且適用于淬硬鋼、鎳基合金等難切削材料。顆粒潤滑介質的種類、粒度和供應量等潤滑參數,都是影響顆粒流潤滑效果的重要因素,但上述因素的影響規律還有待深入研究。
1.2.2 銑削加工
與車削加工相比,銑削加工屬于多刀齒斷續切削工藝,各刀齒依次進入切削區進行短暫切削,銑刀的旋轉切入運動能夠把顆粒潤滑介質導入切削區,從而更有利于發揮其潤滑功效。KILI?AY[20]的硼化物鋪粉立銑削試驗表明:硼酸、二氧化硼、硼砂都可用作固體潤滑劑,且硼酸比二氧化硼、硼砂具有更好的潤滑效果;與干切削相比,用硼酸作潤滑劑可使表面粗糙度下降20%~30%,切削力減少15%~50%;而硼肥卻能使切削力增大、表面質量惡化、刀具磨損加劇,因此不適宜用作固體潤滑劑。SURESH[21,34]采用送粉裝置研究了顆粒流潤滑情況下立銑削45 鋼的工藝效果,顆粒介質為:平均粒度為2 μm 的石墨和MoS2粉末,刀具采用φ20 mm 四齒TiAlN 涂層硬質合金立銑刀。結果表明:與澆注潤滑相比,顆粒流潤滑能使加工效果顯著改善,減小了切削變形,降低了摩擦、能量消耗和切削力,從而也使表面質量得到改善;MoS2的減摩效果優于石墨和澆注潤滑,當顆粒介質的供應量為3 mg/s 時,其減摩效果最顯著(如圖7所示)。相關研究表明,石墨、MoS2、多種硼化物等都能用作切削加工的潤滑介質,但固體潤滑介質的正確選擇和合理使用,對于發揮其潤滑和冷卻效果具有至關重要的作用。
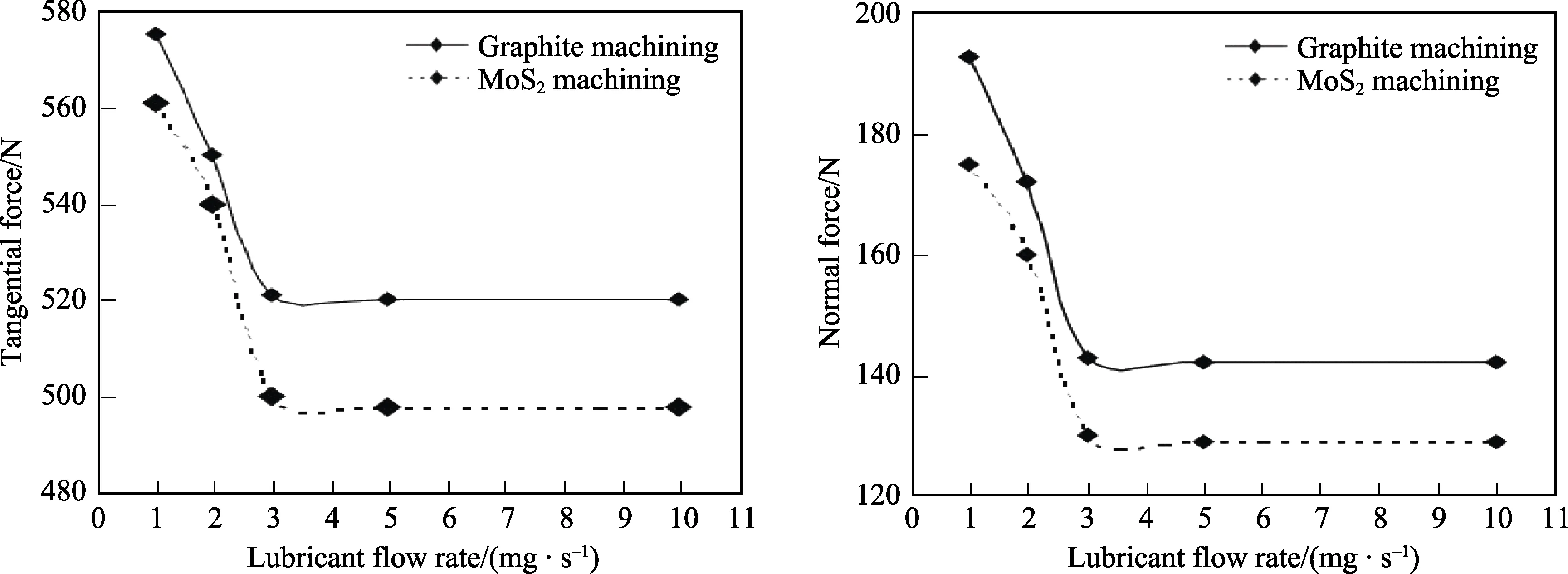
圖7 不同潤滑條件下切向力和法向力的變化[21](切削速度150 m/min,進給速度200 mm/min,刀具徑向前角4°,刀具刃口半徑0.4 mm) Fig.7 Variation of tangential force and normal force with different lubrication condition[21] (cutting speed 150 m/min, feed speed 200 mm/min, tool radial rake angle 4°,tool edge radius 0.4 mm)
關于流化式和霧化式顆粒流潤滑銑削工藝研究,目前主要集中在工藝效果驗證和潤滑參數的優化方面。KURSUNCU[35]將微米尺度的硼酸和硼砂粉末以5%的質量比加入乙二醇中,制成顆粒潤滑液,通過MQL 系統以50 mL/h 的流量輸送到切削部位,進行了AISI O2 工具鋼的銑削潤滑對比試驗,刀具采用直徑φ25mm 的兩刃TiN 涂層硬質合金立銑刀,銑削參數為:切削速度100 m/min,每齒進給量0.05 mm/z,軸向切深0.5 mm,徑向切深15 mm。結果表明:與干切削相比,硼酸和硼砂顆粒潤滑液下的表面粗糙度可分別降低52%和38%,其中硼酸潤滑液下的最小表面粗糙度可達0.411 μm;硼酸和硼砂顆粒潤滑液下的刀具壽命比干切削分別提高了 110%和 50%。MARCON[36]將不同粒度(1、15 μm)的層狀石墨借助表面活性劑以不同的質量分數(0.5%和0.1%)溶于蒸餾水中,分別以15 mL/min 和100 mL/min 的流量噴向切削部位,進行了微直槽銑削試驗。刀具為φ0.508 mm 的非涂層細晶粒平頭立銑刀,工件材料為H13 模具鋼(50HRC)。結果表明:與干切削相比,石墨顆粒潤滑能使切向力顯著減少;當粒度為15 μm、質量分數為0.1%、流量為15 mL/min 時,能獲得最佳的減力效果;但粒度為1 μm 時,卻使槽深誤差顯著增加。Park[37]通過高速混合器將菜籽油和鱗片狀石墨粉(粒度1 μm、質量分數0.1%)混合制成石墨顆粒增強潤滑液,經潤濕角和摩擦系數測試后,通過MQL系統用于45 鋼的立銑削試驗,刀片為直徑φ25 mm的TiAlN 涂層硬質合金球形刀片。結果表明:納米石墨顆粒能夠提高切削液的潤濕性,降低摩擦系數,從而使顆粒流潤滑下的刀片頂刃和側刃磨損明顯減弱,崩刃現象較少。RAHMATI[38-39]對Al6061-T6 直槽立銑削時MoS2納米顆粒潤滑的供液參數進行了優化,刀具為φ10 mm 兩齒硬質合金立銑刀。納米潤滑液是通過將粒度為20~60 nm 的MoS2粉末添加到普通MQL 潤滑液(The ECOCUT HSG 905S)并經過48 h超聲處理所得到的,其中納米顆粒的質量分數為0.0、0.2%、0.5%、1.0%。供液壓力為0.1、0.2、0.3、0.4 MPa,供液角為15°、30°、45°、60°,流量為30 mL/min。結果表明:納米顆粒潤滑液比普通MQL 潤滑液具有更好的冷卻和潤滑效果;當供液壓力為0.4 MPa、質量分數為1.0%、供液角為30°時,可以獲得最小的切削力;當供液壓力為0.4 MPa、質量分數為0.5%、供液角為30°時,可以獲得最小的切削溫度。這說明較高的顆粒濃度可以提高潤滑液的減摩效果,但會使潤滑液黏度增加,使其冷卻效果受到影響。
此外,SAYUTI 和SARHAN[40-42]還研究了SiO2硬質納米顆粒潤滑液的作用效果,顆粒粒度為5~15 nm,刀具選用φ10 mm 兩齒HSS 立銑刀,基油為ECOCUT SSN 322,流量為2 mL/min。結果表明:SiO2硬質顆粒潤滑能獲得類似于MoS2軟質顆粒潤滑的良好工藝效果(減小摩擦系數、降低切削力、減少能量消耗),但其用量要小得多;當供液壓力為0.4 MPa、質量分數為0.2%、供液角為60°時,可以獲得最小的切削力;當供液壓力為0.4 MPa、質量分數為0.2%、供液角為15°時,可以獲得最小的切削溫度。盡管硬質顆粒也能獲得良好的潤滑效果,但其與軟質顆粒的作用機理不同,而當前關于兩者作用機理的研究仍處于起始階段。
1.2.3 磨削加工
磨削加工雖然也是一種多磨粒斷續切削工藝,但由于磨粒尺寸小,相鄰磨粒間的容屑空間小,因此實現顆粒介質固體潤滑的難度要大很多。在工藝效果驗證方面,SHAJI[19,43]利用圖1b 所示的裝置進行了中碳鋼(AISI 1030)和軸承鋼(AISI 52100)的固體潤滑平面磨削試驗,并與澆注潤滑進行了對比。其中,固體潤滑劑是由石墨顆粒、基礎油、潤滑脂按4∶4∶1的質量比配制而成,供給量為4 mm3/s;澆注潤滑液是由乳化油和水按1∶20 的體積比稀釋而成,其供液量為3.5~4 L/min。結果表明:石墨固體潤滑劑可以替代澆注潤滑,從而減少甚至消除切削液的使用;與澆注潤滑相比,石墨顆粒潤滑能使切向分力、切削溫度和表面粗糙度降低,但法向分力有所增加;固體潤滑劑的作用效果與被加工材料密切相關,硬質材料比軟質材料更易獲得較好的表面質量。GOPAL[44]利用送粉裝置開展了石墨顆粒流潤滑條件下的金剛石砂輪的SiC 磨削試驗,得到了類似于SHAJI[19]的結果。研究同時發現:石墨顆粒流潤滑對于提高非金屬硬脆性材料的表面質量具有顯著效果,其原因可能與石墨粉末的良好導熱性密切相關。研究還發現,由于缺乏切削液沖刷和固體潤滑劑涂抹不均而導致的砂輪堵塞,是顆粒介質固體潤滑在磨削加工中推廣應用的主要障礙。
基于上述原因,流化式和霧化式成為磨削加工顆粒流潤滑的主要方式。SHEN[45]進行了不同潤滑條件(澆注潤滑、MQL、MoS2顆粒懸浮液潤滑)下的外圓磨削試驗,其中,MoS2粒度不大于100 nm,工件材料為鑄鐵,砂輪為玻璃結合劑氧化鋁砂輪,供液量為5400 mL/min(澆注潤滑)和5 mL/min(MQL 和顆粒懸浮液潤滑)。結果表明:與澆注潤滑和普通MQL 相比,顆粒懸浮液潤滑能起到減小摩擦力、延長砂輪壽命的目的;用于配制顆粒潤滑液的基油是影響顆粒介質作用效果的重要因素;顆粒介質的高質量分數(20%)比低質量分數(5%)能夠獲得更好的加工效果。ALBERTS[46]研究了D2 淬硬工具鋼平面磨削過程中,納米層狀石墨的直徑、溶解劑、使用方式等對磨削效果的影響。結果表明:15 μm 直徑的層狀石墨比1 μm 直徑的具有更好的作用效果;異丙醇是一種優良的擴散劑,具有黏度低、滲透能力強等特性,適宜用于溶解石墨粉末制成顆粒懸浮液;顆粒懸浮液通過向切削區噴射和工件表面刷涂都能獲得良好的加工效果。LEE[47]利用玻璃基CBN 砂輪進行了SK- 41C 模具鋼的平面磨削試驗,研究了納米硬質顆粒潤滑液的作用效果,其中,顆粒材料為氧化鋁和金剛石,粒度為30 nm 和150 nm,基油為石蠟油,納米顆粒的體積分數為2%和4%,供液量為7.5 mL/h,供液壓力為4 kg/cm2。結果表明:“小粒度+大體積分數”和“大粒度+小體積分數”都能獲得較好的工藝效果;體積分數對切削力的影響更顯著,而粒度對表面粗糙度的影響更顯著;氧化鋁顆粒比金剛石顆粒更容易獲得良好的表面質量。磨削加工時,盡管顆粒懸浮液潤滑比澆注潤滑和MQL 具有一定的優勢,但其顆粒介質的用量受到限制,再加上控制參數多、實際操作復雜等原因,顆粒流潤滑磨削加工很難達到理想的潤滑效果。
1.2.4 鉆削加工
鉆削加工是一種連續型半封閉切削工藝,整個加工過程在工件內部進行,使潤滑介質的導入途徑受到限制。當鉆頭直徑小于φ3 mm 時,刀具很難做成內冷形式,從而使潤滑介質進入切削區變得更加困難。因此,關于鉆削加工顆粒流潤滑的研究基本都采用流化式或霧化式進行。其研究也主要集中在工藝效果驗證和參數優化方面。REDDY[24]利用靜電霧化導入裝置進行了AISI 4340 鋼的顆粒流潤滑鉆削試驗,其中,鉆頭為φ10 mm 非涂層硬質合金麻花鉆,顆粒潤滑液是由粒度為20 μm 的石墨以5%~55%的質量分數與SAE40 潤滑油混合獲得,顆粒潤滑液的供應量為 1 mL/min。圖8 為鉆削18 min 后不同潤滑方式下鉆刃的光學圖像,其工藝參數為:切削速度219 m/min,每轉進給量0.3 mm,孔深25 mm。結果表明:顆粒流潤滑的合理使用能夠代替干切削和澆注潤滑,起到減小刀屑、刀工摩擦,減低切削變形,減小切削力和切削溫度,最終實現延長刀具壽命、提高加工精度和表面質量的目的。NAM[48]進行了不同潤滑條件(壓縮空氣、普通MQL、納米顆粒MQL)下的鋁合金Al6061 微孔鉆削試驗,其中,鉆頭為φ0.2 mm 的非涂層硬質合金麻花鉆,納米顆粒為粒度30~35 nm 的金剛石顆粒,基油為石蠟油和菜籽油,顆粒介質體積分數為1%和2%,供液壓力為0.26 MPa,普通MQL和納米顆粒MQL 的供液量為8.8 mL/h。結果表明:與其他潤滑方式相比,納米顆粒MQL 能夠提高刀具壽命(加工孔數顯著增多),減少鉆削扭矩和軸向力,消除孔口毛刺,提高內孔質量;基油種類不同,獲得最佳鉆削效果的顆粒介質體積分數也不同,石蠟基油的最佳體積分數為1%,而菜籽油為2%,這可能是由于基油的物理化學性能差異所帶來的結果。之后,NAM[49]又利用曲面響應法和期望函數對鈦合金Ti6Al4V 微孔鉆削的工藝參數和潤滑條件進行了優化分析,結果表明:顆粒潤滑液中納米顆粒的質量分數及其與進給速度的交互因素,對刀具磨損有重要影響,高質量分數有利于減小鉆削力,降低刀具磨損。YI[50]研究了不同切削液(傳統切削液和顆粒潤滑液)對鈦合金Ti6Al4V 鉆削性能的影響,其中,顆粒潤滑液是由氧化石墨烯按0.1%的質量分數加入到傳統切削液中配制而成,刀具為ISCAR 公司生產的φ8 mm硬質合金麻花鉆,氧化石墨烯的相關參數有:純度>95%,單層厚度1.0~1.77 nm,單層直徑0.5~5 μm,比表面積300~450。結果表明:傳統切削液情況下,多形成鋸齒型切屑,切屑變形大,且切屑表面有很多撕裂和褶皺現象發生;氧化石墨烯潤滑液具有更好的冷卻和潤滑性能,可以獲得較低的切削溫度,易形成螺卷型切屑,且切屑表面更光滑平整。總之,即使受到鉆削加工自身潤滑條件惡劣的制約,顆粒潤滑介質的使用仍能獲得減小摩擦、降低磨損、改善質量等諸多優良效果。
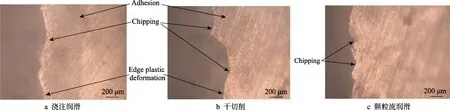
圖8 鉆削18 min 后不同潤滑方式下鉆刃光學圖像[24] Fig.8 Optical images of cutting edge under three lubrication modes after drilling 18 min[24]: a) wet machining, b) dry machining, c) solid lubricant assisted machining
1.3 顆粒流潤滑的基本機理
1.3.1 顆粒介質在摩擦界面間的作用機理
顆粒流切削潤滑時,顆粒潤滑介質在前刀面和切屑、后刀面和已加工表面的摩擦界面間粘附、滑滾、分層開裂,因此探討顆粒介質在摩擦界面間的微觀特性及作用機理具有重要的理論和實踐意義。XING[51]的研究表明:WS2/Zr 微織構自潤滑刀具比傳統微織構刀具更容易在刀屑之間形成潤滑膜,從而降低刀屑接觸長度和刀屑的粘結長度,改變刀屑界面的應力分布,最終使粘結區和滑移區的摩擦系數都得到減少。MUSAVI[52]開展了納米顆粒潤滑液的MQL車削潤滑試驗,并進行了加工表面形貌和刀具失效形態分析,結果表明:由于納米顆粒的添加,切削液的滲透能力得到提升,從而提高了切削液的冷卻和潤滑性能;納米顆粒介質在摩擦界面具有滑滾、形成保護膜、修復、研拋四種特性;表面活性劑對于納米顆粒的擴散能力及顆粒潤滑液的穩定性具有顯著的影響。RAHMATI[38-39]的研究也表明:隨著切削過程的進行,石墨、MoS2等軟質顆粒的粘附作用,使其在刀屑界面間形成了一層保護膜,起到了減小摩擦和切削變形、降低切削力的作用;由于摩擦和變形原因所產生的熱量減小,也會帶來切削溫度的降低;不斷供給的微納顆粒會對破裂的保護膜起到持續修復作用,從而保證其作用效果連續持久。此外,層狀石墨及MoS2的層間結合力小,易發生剪切滑移的特點也是其減小摩擦、改善潤滑和冷卻效果的重要原因。SAYUTI[40,42]的研究表明:與軟質顆粒的粘附、低剪切應力的特點不同,硬質顆粒的減摩作用主要來自于微納顆粒之間的碰撞、彈性變形和滑滾等(如圖9 所示),此外硬質顆粒的研拋作用對改善加工表面質量也發揮著一定的作用。WORNYOH[53]的研究也表明:無論是軟質顆粒(石墨、MoS2、WS2等),還是硬質顆粒(Al2O3、SiO2、金剛石粉等),都能在接觸界面間形成保護膜,并具有較強的承載能力。因此,顆粒流切削潤滑更適合于難加工材料切削、重切削等其他潤滑技術效果不佳的場合。
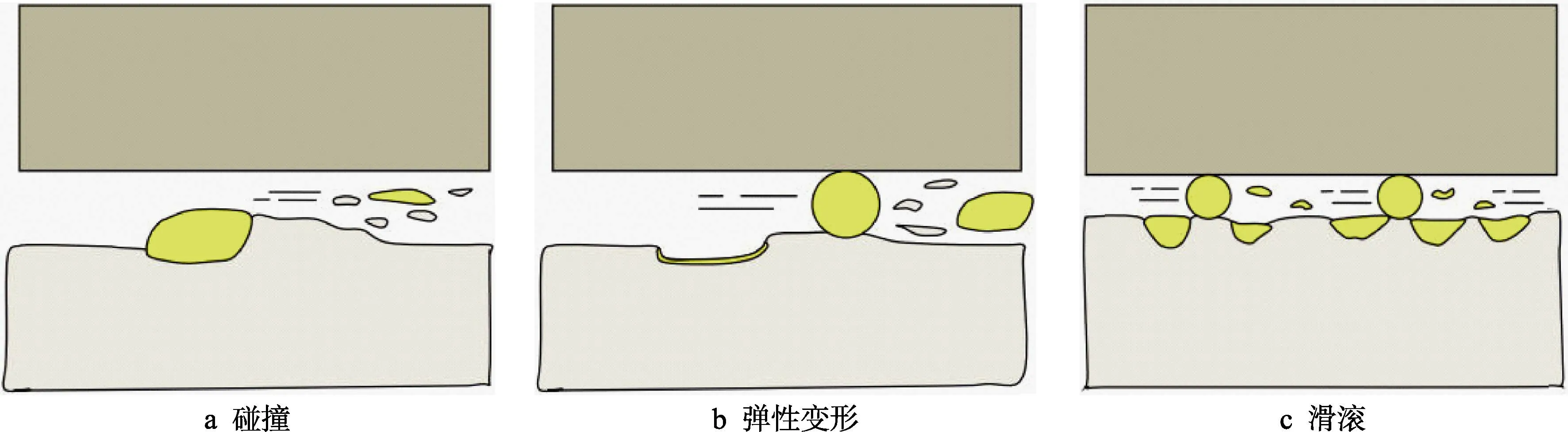
圖9 微納硬質顆粒在切削加工中的三種作用機理[40] Fig.9 Three action mechanisms of micro and nano particles in cutting machining[40]: a) polishing and shear the partial embedded particles, b) polishing and plough off the partial embedded particles, c) impregnated into the pores and shear the partial embedded particles
此外,WANG[54]還提出了一個涉及顆粒介質、潤滑液和摩擦表面形貌的液固兩相潤滑理論,建立了一個用于仿真液固兩相潤滑現象的數學模型,并對一些典型實例進行了仿真分析。結果表明:隨著摩擦界面間油膜厚度的變化,顆粒、液體、摩擦副表面的承載比例會發生改變;顆粒介質的粒度和質量分數越大,其承載能力就越強。盡管該理論是建立在滑動摩擦和流體動力潤滑的基礎上,與顆粒流切削潤滑的摩擦和潤滑性質具有一定的差異,但其分析方法和重要結論可以用來指導顆粒流切削潤滑的理論和實踐研究。
1.3.2 顆粒潤滑液的物理性能
顆粒潤滑液的物理性能是其減摩能力的關鍵影響因素,因此進行顆粒潤滑液物性的試驗和理論分析,也是顆粒流潤滑的重要研究方向。LEE[55]將納米Al2O3顆粒以0.01%~0.3%的體積分數溶入蒸餾水中,經過超聲振蕩獲得納米顆粒懸浮液,并對其黏度和熱導率進行了測量。結果表明:經過5 h 的超聲振蕩,納米Al2O3顆粒能夠很好地擴散并穩定懸浮于蒸餾水中,基本沒有顆粒團聚現象發生;納米Al2O3懸浮液的黏度隨著體積分數的增加而非線性增加,而熱導率隨體積分數的增加而線性增加,這從一定程度上解釋了納米顆粒潤滑液能夠同時實現潤滑和冷卻雙重效果的內在原因。KEBLINSKI[56]利用顆粒的布朗運動、納米顆粒的聚類效應等理論,揭示了納米顆粒懸浮液的熱導率隨顆粒粒度的減小而增加的內在原因,從而為發揮其切削降溫性能提供了理論依據。SHARMIN[57]和HEGAB[58-59]進行了水基和植物油基多壁碳納米管顆粒潤滑液的使用性能研究,發現:無論車削或者銑削加工,顆粒潤滑液都可以使切削溫度、切削力、表面粗糙度和刀具磨損明顯減小。分析其原因在于:碳納米管潤滑液在供液壓力作用下更容易霧化,這提升了潤滑液向切削區的滲透能力;另一方面,由于多壁碳納米管的表面被基礎液所包圍,所以更易于在刀屑界面形成潤滑油膜,發揮其減摩作用。此外,碳納米管材料的優異導熱性也是帶來潤滑液優異性能的重要原因。
2 研究現狀分析
基于上述研究,與其他切削潤滑技術相比,顆粒流切削潤滑具有以下優勢:1)避免或減少了切削液用量,從而減少了切削液污染;2)具有潤滑和降溫雙重效應,且潤滑性能大都好于澆注、MQL 等切削潤滑技術;3)可用于顆粒潤滑介質的材料種類多、粒度范圍大,通過合適的方式可實現顆粒介質的定量輸送,有利于實現低成本綠色潤滑;4)材料適用范圍廣,不僅適用于加工鋁合金、中碳鋼等易切削材料,而且能用于加工模具鋼、淬硬鋼、鈦合金、鎳基合金、SiC 等難切削金屬和非金屬材料;5)工藝適用范圍廣,已經在車、銑、鉆、磨等工藝中得到初步應用。
顆粒摩擦學是一門新興學科,其發展還很不成熟,摩擦學著名學者溫詩鑄院士2004 年曾說過:顆粒(粉體)摩擦學是研究顆粒物質密集、流動和與界面的交互作用,從摩擦學角度來看,該研究尚屬空白[60]。顆粒流切削潤滑是顆粒摩擦學在切削領域的實踐應用,僅有近20 年的發展歷史,其理論還很不成熟,實踐中也還有不少問題有待解決。這主要體現在:
1)關于顆粒介質輸送及導入的實踐和理論研究還比較少,相關裝置的發展也不成熟,實踐中的參數設定還比較盲目。目前常用的顆粒介質輸送及導入方式中,填涂式不利于顆粒介質的連續均勻供給;鋪粉式不利于顆粒介質的定量控制,節約成本;送粉式不適于車削、鉆削等連續切削工藝(顆粒介質不易導入切削區);配制顆粒潤滑液的流化和霧化導入方式,仍不能擺脫澆注潤滑和MQL 的-60~350 ℃的適用溫度限制,且顆粒介質的團聚、沉淀也是必須要解決的問題。
2)關于顆粒介質作用效果的認識還很不一致,顆粒介質相關參數對其潤滑和降溫性能的影響規律還沒有得到充分研究。顆粒流切削潤滑是一種復雜的潤滑技術,涉及的顆粒種類多(石墨、MoS2、WS2、硼酸、SiO2、金剛石等十余種軟質及硬質顆粒)、粒度范圍大(從幾納米到幾十微米),再加上被切削材料的不同,從而使顆粒介質的選擇和最佳應用變得困難[12]。當前關于顆粒介質作用效果的理解還很不深入,研究者的認識大都是基于各自試驗結果的總結,相互之間還有差異,有的甚至還存在矛盾,其中最主要的有:顆粒流切削潤滑的降溫性能、顆粒流參數(材質、粒度和供應量)對其使用性能的影響、顆粒流參數與切削參數之間的交互作用等。
3)關于顆粒流切削潤滑的刀具失效和表面完整性的研究還很不全面,當前主要集中在刀具磨損和表面粗糙度兩個方面。顆粒流切削潤滑時,由于微納顆粒的導入,在刀屑和刀工接觸界面間形成了復雜的三體摩擦體系,因此顆粒介質的使用必然會帶來刀具失效特征(磨損、崩刃、裂紋等)、失效原因,以及已加工表面形貌和力學性能(顯微硬度、殘余應力)的變化,而當前關于刀具破損失效和加工表面力學性能的研究還少有涉及。
4)關于顆粒流切削潤滑機理的研究,還只是停留在試驗現象的簡單解釋和顆粒潤滑液的物性分析上。由于研究對象的難度和專用設備的缺乏,當前關于顆粒流切削潤滑過程中,顆粒介質的微觀行為和相互作用、保護膜的形成及破壞、顆粒介質微觀運動(粘附、碰撞、滑滾等)和摩擦副宏觀特性(摩擦力、摩擦系數等)之間的聯系等基本機理的研究還很不足,而基礎理論的缺乏又制約了該技術的深入發展。因此,引入多場計算流體動力學(Multifield Computational Fluid Dynamics)、離散元模擬(Discrete Element Modeling,DEM)、平滑粒子流體動力學(Smoothed Particle Hydrodynamics, SPH)等理論和方法[61-63],開展顆粒潤滑介質作用機理研究,揭示顆粒流切削潤滑的內在本質,將是該領域的重要研究內容。
3 顆粒流切削潤滑技術發展展望
基于上述不足,從促進實踐應用的角度出發,顆粒流切削潤滑技術未來必將在以下三個方面取得進展。
1)能實現定量控制、微量供給的顆粒流輸送裝置的研發。相比于其他切削潤滑技術,顆粒流潤滑具有承載能力強、摩擦系數小、潤滑性能好等諸多優勢,但基于成本考慮,顆粒流的定量控制和微量供給是該技術推廣應用的必然要求。當前雖然出現了幾款用于切削潤滑的顆粒輸送裝置(如1.1 所述),但這些裝置都是基于各自研究需求的試驗樣機,很難實現顆粒潤滑介質的定量輸送和微量供給,且這些裝置離商品化都還有一定的距離。
2)適用于連續型切削的顆粒潤滑介質導入方法研究。顆粒潤滑介質經輸送裝置供給到切削部位,再有效導入到刀屑和刀工接觸界面是充分發揮其減摩降磨作用的前提和基礎。當前,銑削、磨削等斷續切削工藝大都是通過刀具(或磨具)的旋轉運動實現顆粒介質的導入,而鉆削、車削等連續切削工藝通常是通過配制顆粒潤滑液實現導入,而該方法又嚴重制約了顆粒介質潤滑效果的發揮。為此,研究新的、適合于連續切削的顆粒介質導入方法顯得尤為重要。根據相關文獻[64],采用外加振動輔助的方式促進顆粒介質導入,并加速其界面流動就是一種積極的嘗試。
3)顆粒流切削潤滑規范和標準的建立和發展。當前,傳統切削潤滑已經形成一套比較完善的理論和技術體系,相關技術和性能指標也已列入國家標準[65]。作為一種復雜的潤滑技術,顆粒流切削潤滑必定也要形成自己的規范和標準,并建立相應的數據庫,這是促進該技術發展成熟、推廣應用的必然要求。
4 結語
切削潤滑是實現精密、高速、低成本加工的必要條件,綠色、低耗、高效是切削潤滑技術的發展趨勢。由于具有摩擦系數小、潤滑性能好、無污染無毒害、自補充自修復等優良性能,顆粒流潤滑在切削加工領域具有廣闊的應用前景。經過近20 年的實踐和發展,關于顆粒流切削潤滑的顆粒介質輸送、潤滑和冷卻效果驗證、切削潤滑機理等方面的研究已經取得了較大的進展,但工藝理論不成熟、專用裝備缺乏、顆粒作用機制不清楚仍是該技術推廣應用的關鍵制約因素。基于實踐應用的需求,顆粒流切削潤滑技術將來必定要在商品化顆粒流輸送裝置研發、連續型切削工藝的顆粒介質導入方法研究、顆粒流切削潤滑的規范和標準的建立等方面取得進展。隨著相關理論、技術和裝備的逐漸成熟,顆粒流潤滑必將成為現有切削潤滑技術的替代或補充,尤其在高速、重載、難加工材料切削中發揮重要的作用。
猜你喜歡
中老年保健(2021年12期)2021-11-30 02:58:01
好日子(2021年8期)2021-11-04 09:02:46
小學生學習指導(爆笑校園)(2020年6期)2020-07-03 10:01:10
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
中華詩詞(2018年11期)2018-03-26 06:41:34
小學生學習指導(低年級)(2017年11期)2017-10-23 01:32:36
Coco薇(2016年8期)2016-10-09 02:11:50
中國醫藥科學(2015年19期)2015-02-27 12:33:11
