不同擠壓工藝下體育器材用AZ80鎂合金性能變化情況分析
2021-02-04 08:52:56崔玉婷
工業(yè)加熱 2021年1期
崔玉婷
(寶雞文理學(xué)院,陜西 寶雞 721013)
與一般行業(yè)金屬應(yīng)用情況類似,鎂金屬及其合金材料因具有重量輕、抗沖擊好而逐漸取代傳統(tǒng)鋁合金材料成為體育器材的首選。鎂合金具有形成復(fù)雜形狀的能力,非常適合加工高爾夫球桿、網(wǎng)球拍和弓箭弓柄等體育器材。同時(shí)得益于部分合金材料良好的阻尼效應(yīng),鎂合金已成為加工自行車架和直列溜冰鞋底盤的最佳候選材料之一。鎂及其合金材料加工而成的體育器材能夠在使用過程中充分吸收沖擊和振動(dòng),從而幫助運(yùn)動(dòng)員減少能量消耗,充分享受更加穩(wěn)定、舒適的運(yùn)動(dòng)過程。但是,由于鎂合金材料具有典型的密排六方結(jié)構(gòu),導(dǎo)致鎂合金的塑性與加工成型工藝難度較大[1]。同時(shí),當(dāng)前利用鎂合金進(jìn)行產(chǎn)品加工時(shí)多采用鑄件加工,該基礎(chǔ)材料通常缺陷較多導(dǎo)致力學(xué)性能不夠理想,需要對(duì)其進(jìn)行加工從而獲得更加高質(zhì)量的變形鎂合金。
往復(fù)擠壓是一種較為常見的變形鎂合金加工工藝,能夠改善一般擠壓工藝中鎂合金產(chǎn)品塑韌性不足、強(qiáng)度較低等問題[2]。往復(fù)擠壓工藝與鐓粗過程進(jìn)行結(jié)合,能夠獲得更加細(xì)小的鎂合金晶粒,較好地消除了一般鎂合金鑄件原始組織中的缺陷,提升了該類型材料的加工溫度范圍。當(dāng)前針對(duì)鎂合金性能的研究較多,但針對(duì)不同擠壓工藝下鎂合金材料的抗拉強(qiáng)度(Rm)、屈服強(qiáng)度(δs)、斷后伸長(zhǎng)率(σh)和磨損體積變化規(guī)律的實(shí)驗(yàn)分析較少[3-5]。為此,本文以體育器材領(lǐng)域應(yīng)用潛力最大的AZ80鎂合金材料進(jìn)行不同的擠壓條件分析,為該類型材料的改性和應(yīng)用提供實(shí)驗(yàn)數(shù)據(jù)和理論基礎(chǔ)。
1 材料與方法
1.1 試驗(yàn)材料與設(shè)備
利用中頻感應(yīng)技術(shù)對(duì)AZ80鎂合金鑄錠胚料進(jìn)行處理,得到均勻化處理的試驗(yàn)材料,處理?xiàng)l件為:T=400 ℃、t=12 h[6-7]。試驗(yàn)胚料為棒狀坯料,利用EDXRF能量色散X射線熒光光譜分析儀對(duì)試驗(yàn)胚料進(jìn)行分析后,得到試驗(yàn)材料的化學(xué)成分(質(zhì)量分?jǐn)?shù),%),見表1。

表1 試驗(yàn)材料化學(xué)成分 %
對(duì)6組Φ49.8 mm×300 mm試驗(yàn)胚料采用兩種擠壓工藝進(jìn)行擠壓,得到擠壓后試樣直徑為Φ7.5 mm的產(chǎn)品,兩種擠壓工藝參數(shù)見表2。
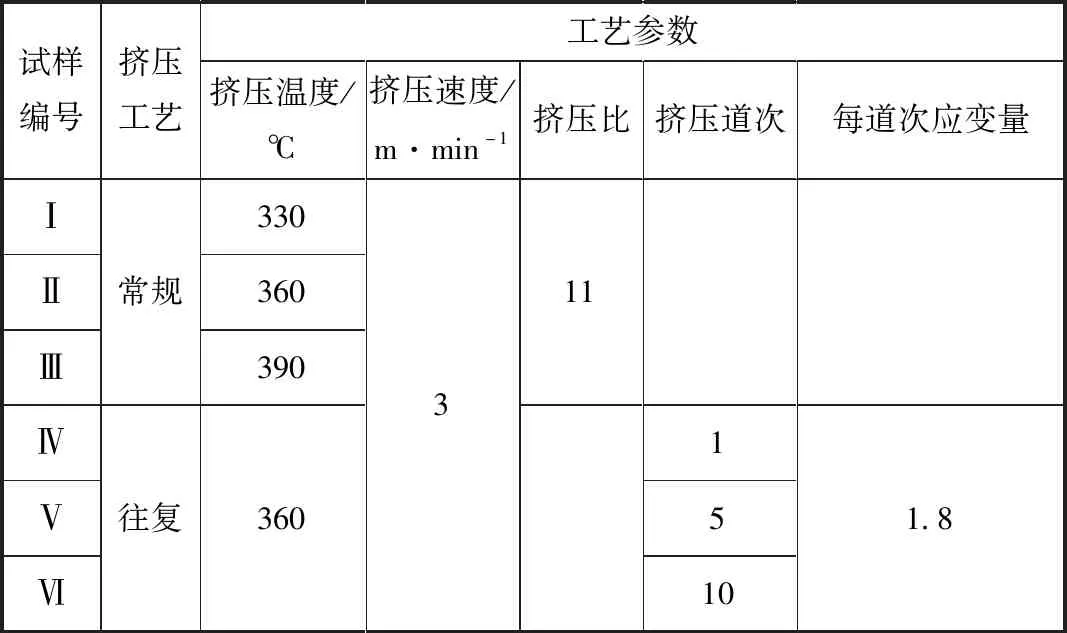
表2 6組試樣擠壓工藝參數(shù)
1.2 實(shí)驗(yàn)方法
利用XLD-1000D立柱型電子萬(wàn)能試驗(yàn)機(jī),采集常規(guī)擠壓工藝與往復(fù)擠壓工藝下6組試樣室溫力學(xué)性能,并用SEM對(duì)拉伸斷口形貌進(jìn)行掃描。拉伸試樣整體呈棒狀,外觀尺寸為:l∑=120 mm,lbjd=65 mm;d=5 mm;倒角半徑R=20 mm[8]。利用MMGS摩擦磨損試驗(yàn)機(jī)對(duì)室溫下各組試樣的耐磨損性能進(jìn)行處理,保持磨輪轉(zhuǎn)速n=250 r/min,相對(duì)滑動(dòng)速度v=90 mm/min;磨損時(shí)間t=10 min;磨損載荷為100 N[9]。利用Axio Imager M2M金相顯微鏡觀察試樣摩擦磨損后的表面形貌。
2 結(jié)果與分析
2.1 擠壓工藝對(duì)AZ80鎂合金力學(xué)性能影響
不同擠壓工藝下Ⅰ-Ⅵ組試樣室溫下的力學(xué)性能(Rm、δs、σh)如圖1所示。由圖1中數(shù)據(jù)可明顯看出,利用往復(fù)擠壓方法得到的產(chǎn)品在三項(xiàng)力學(xué)性能指標(biāo)表現(xiàn)上均優(yōu)于常規(guī)擠壓法,即反復(fù)擠壓工藝下的體育器材用AZ80鎂合金力學(xué)性能獲得了顯著提升。

圖1 試樣力學(xué)性能測(cè)試結(jié)果
常規(guī)擠壓工藝中,試樣Ⅰ的三項(xiàng)力學(xué)性能值為最低,Rm=324 MPa、δs=219 MPa、σh=6.8%,此時(shí)擠壓溫度t=330 ℃;隨著擠壓溫度的提升,試樣的力學(xué)性能值呈先上升后下降的變化趨勢(shì),試樣Ⅱ在t=360 ℃條件下獲得了常規(guī)擠壓工藝下的最佳力學(xué)性能值;其他條件保持不變,擠壓溫度成為影響該組試樣力學(xué)性能的最主要因素,不宜過高或過低。反復(fù)擠壓工藝中,試樣Ⅴ的三項(xiàng)力學(xué)性能值達(dá)到頂峰,Rm=396 MPa、δs=291 MPa、σh=12.8%,此時(shí)擠壓道次為5次,較常規(guī)擠壓工藝最低值分別增加了72 MPa、72 MPa、6.0%,較常規(guī)擠壓工藝最高值分別增加了41 MPa、59 MPa、4.9%;隨著擠壓道次的增加,試樣的力學(xué)性能值同樣呈現(xiàn)先上升后下降的變化趨勢(shì),試樣Ⅳ的三項(xiàng)力學(xué)性能值為最低值,Rm=368 MPa、δs=24 MPa、σh=9.3%,但仍然高于常規(guī)擠壓工藝中的最高值;其他條件保持不變,擠壓道數(shù)成為影響該組試樣力學(xué)性能的最主要因素,不宜過多或過少。
對(duì)兩種不同擠壓工藝下的試樣Ⅰ、Ⅴ進(jìn)行拉伸試驗(yàn),利用SEM對(duì)室溫拉伸試驗(yàn)后的斷口形貌進(jìn)行掃描并觀測(cè),得到圖2所示對(duì)比圖。可以明顯看出,試樣Ⅴ的拉伸斷口主要由細(xì)小韌窩和少量的撕裂棱組成,并沒有試樣Ⅰ中的明顯韌性斷裂與脆性斷裂或明顯的解理臺(tái)階,整體呈現(xiàn)出更為優(yōu)良的拉伸性能。這與圖1所展示的測(cè)試結(jié)果一致。
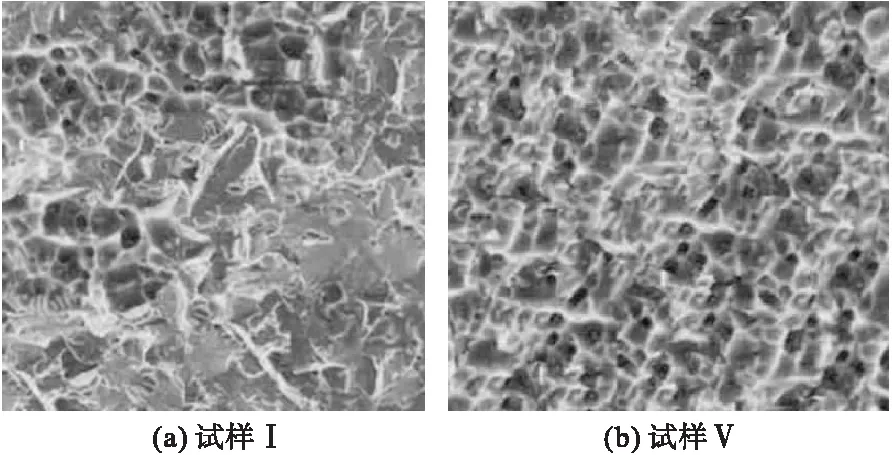
圖2 試樣Ⅰ、Ⅴ拉伸斷口形貌SEM照片
2.2 擠壓工藝對(duì)AZ80鎂合金耐磨損性能影響
不同擠壓工藝下Ⅰ-Ⅵ組試樣室溫下的耐磨損性能如圖3所示。對(duì)于AZ80鎂合金而言,磨損試驗(yàn)中磨損體積的減小程度表征材料的耐磨損性能,磨損體積越大則試樣的耐磨損性能越差[10]。由圖3可知,往復(fù)擠壓法能夠獲得明顯更低的磨損體積,利用該方法能夠顯著提升AZ80鎂合金加工而成的產(chǎn)品磨損性能。

圖3 試樣耐磨損性能測(cè)試結(jié)果
常規(guī)擠壓工藝中,試樣Ⅰ的磨損體積值最高,約為89×10-3mm3,此時(shí)擠壓溫度t=330 ℃;隨著擠壓溫度的提升,試樣的磨損體積呈現(xiàn)出先下降后升高的趨勢(shì),在擠壓溫度t=360 ℃時(shí)達(dá)到最低值;保持其他條件不變,溫度是影響常規(guī)擠壓工藝AZ80鎂合金耐磨損性能的主要因素。往復(fù)擠壓工藝中,試樣Ⅴ的磨損體積值最低,約為19×10-3mm3,此時(shí)擠壓道次為5次,較常規(guī)擠壓工藝的最高值減小了78.6%,較常規(guī)擠壓工藝下的最小值減小了68.3%;隨著擠壓道次的增加,試樣的磨損體積同樣呈現(xiàn)先下降后升高的趨勢(shì),試樣Ⅳ的磨損體積值最高,約為43×10-3mm3,但仍低于常規(guī)擠壓工藝中試樣Ⅱ的最低值;其他條件保持不變,擠壓道次成為影響該組試樣磨損體積的最主要因素。
對(duì)AZ80鎂合金試樣Ⅰ、Ⅴ室溫摩擦磨損后的表面形貌進(jìn)行觀測(cè),得到圖4所示的對(duì)比圖。由圖4可以明顯看出,在使用常規(guī)擠壓工藝條件下試樣的表面出現(xiàn)了非常明顯的起皮、凹坑,同時(shí)磨損情況嚴(yán)重表面呈現(xiàn)出明顯的深、粗狀磨痕;使用往復(fù)擠壓工藝條件下試樣的外觀磨損情況得到了明顯改善,表面并未出現(xiàn)明顯的起皮、凹坑,同時(shí)磨痕明顯較試樣Ⅰ更淺、更細(xì)。這與圖3所展示的試驗(yàn)結(jié)果一致。
3 結(jié) 論
(1)往復(fù)擠壓工藝與常規(guī)擠壓工藝相比,能夠顯著提高AZ80鎂合金試樣的力學(xué)性能值并顯著降低試樣磨損體積損耗值,Rm、δs、σh最大差值分別可以達(dá)到72 MPa、72 MPa、6.0%,磨損體積最大減小率可達(dá)78.6%。
(2)常規(guī)擠壓工藝中,保持其他條件不變,擠壓溫度t在330~390 ℃AZ80鎂合金試樣的Rm、δs、σh值均呈現(xiàn)先上升后下降趨勢(shì),磨損體積損耗值呈先下降后上升趨勢(shì);往復(fù)擠壓工藝中,保持其他條件不變,擠壓道次n在1、5、10條件下AZ80鎂合金試樣的Rm、δs、σh以及磨損體積損耗值變化趨勢(shì)與常規(guī)擠壓工藝相同。
(3)通過本次實(shí)驗(yàn)得到了體育器材用AZ80鎂合金的最佳擠壓工藝與加工條件:擠壓道次為5的往復(fù)擠壓工藝、擠壓溫度保持360 ℃左右為最佳。
猜你喜歡
材料與冶金學(xué)報(bào)(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國(guó)塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03