Q370R 液氨球罐裂紋產生原因及修復方案
2021-02-10 12:37:54孫順
設備管理與維修 2021年23期
孫 順
(內蒙古大唐國際克什克騰煤制天然氣有限責任公司,內蒙古赤峰 025350)
0 引言
內蒙古大唐國際克什克騰煤制天然氣有限責任公司(以下簡稱克旗公司)在役使用的一臺2000 m3液氨球罐于2010年10 月制作完成,2013 年7 月投用,設計及制造單位均為蘭州蘭石機械設備有限公司,現場安裝單位為四川省工業設備安裝公司球罐專業公司。球罐現場安裝完成后對所有A、B 類焊接接頭進行了100%射線檢測,并進行了20%超聲復檢,同時對A、B、D 類接頭內外表面進行了100%磁粉檢測。該球罐在2019 年10 月由赤峰特檢所進行定期檢驗,檢驗采用下半球100%超聲波檢測加100%熒光磁粉檢測和TOFD(Time Of Flight Diffraction,超聲波衍射時差法)探傷抽檢的方式,在檢驗中發現一處大面積表面樹枝狀裂紋。發現裂紋后,檢驗單位根據規定對球罐進行擴大檢驗,對內部進行全面檢驗。同時克旗公司馬上組織赤峰特檢所、合肥通用機械研究所、蘭州蘭石機械設備有限公司、湖南湘東化工機械有限公司相關專家對發現裂紋的成因進行分析,并制定了詳細的修復方案組織修復。
1 裂紋成因分析
1.1 球罐技術參數
內經:15 700 mm;公稱容積:2000 m3;設計壓力:2.0 MPa;設計溫度:-19~50 ℃;介質:液氨;材料:Q370R;壁厚:52 mm;容器類別:3 類。
1.2 裂紋部位及外觀
裂紋所在焊縫位于球罐赤道板與下溫帶板的T 形焊縫處,裂紋形態為樹枝狀,面積約為300 mm×70 mm,深度5~10 mm。裂紋起源于焊縫的熔合線,向母材延伸,整體為橫向裂紋。裂紋擴展中有分叉,具有典型的應力腐蝕裂紋特征。
1.3 裂紋成因分析
(1)對裂紋區域焊縫與非裂紋區域焊縫進行硬度檢測對比,發現裂紋區域焊縫硬度沒有明顯增加,因此基本可排除局部焊接工藝不規范或熱處理控制不到位,造成該處焊接殘余應力過大的情況。
(2)裂紋所在焊縫位于赤道板與下溫帶板的T 形焊縫處,現場檢查發現此處球板有組對夾具焊接的痕跡,存在強行組對焊接的情況。強行組對會在球罐的組對焊縫中造成很高的拘束應力。同時在焊接過程中產生的焊接熱應力和組織應力使焊縫中不可避免地產生焊接殘余應力,使球罐具備了發生應力腐蝕的條件。
(3)純凈的液氨(NH3)對碳鋼或低合金鋼只產生很輕微的均勻腐蝕,但液氨球罐在充裝、排料、檢修過程中容易受到空氣污染,混入氧氣(O2)及二氧化碳(CO2),其反應如下:
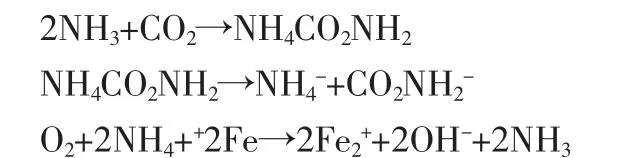
上述反應使金屬表面形成鈍化膜,在拉應力的作用下,鈍化膜產生破裂,造成應力腐蝕開裂。
2 裂紋修復方案
2.1 裂紋修復程序
(1)通過對該球罐缺陷的觀察、分析,缺陷屬于表面應力腐蝕裂紋,位置在赤道板與溫帶板的T 形焊縫處,裂紋深度5~10 mm,因此選擇碳弧氣刨加打磨的方法對缺陷進行清理,再采用電焊補焊的修復方法進行缺陷修復。
(2)缺陷在焊接修復后必須經過外觀檢查、熒光磁粉探傷、超聲探傷、TOFD 探傷合格后,才能確認焊縫返修合格。
具體修復順序如下:①熒光磁粉探傷確認缺陷范圍;②超聲波檢測缺陷深度;③碳弧氣刨對缺陷進行清除;④熒光磁粉檢測,確認裂紋清除完畢;⑤補焊前進行焊縫預熱;⑥對缺陷部位進行電焊焊補處理;⑦進行補焊后后熱消氫處理;⑧對補焊修復部位進行磁粉檢測、超聲波探傷和TOFD 探傷檢測;⑨對補焊部位進行局部熱處理。
2.2 焊條的選擇及烘干
(1)此次球罐表面裂紋修復選用低氫型J557RH 焊條,焊條規格為Φ4.0 mm。采購的焊條必須具有質量證明書,并在到場后按批號進行化學成分及力學性能復驗。復驗的焊條熔敷金屬化學成分見表1,焊條熔敷金屬力學性能見表2。其中,焊條熔敷金屬擴散氫含量(水銀法)≤4.0 mL/100 g,藥皮含水量≤0.15%。

表1 焊條熔敷金屬化學成分%

表2 焊條熔敷金屬力學性能(620 ℃×1 h 回火)
(2)焊條使用前要進行烘干,此次焊條烘干采用ZYH-100 型焊條烘干箱,烘干溫度設置在380~400 ℃,烘干時間設定為1 h。
(3)焊條烘干時,要在烘箱內溫度為常溫時將焊條放入烘箱,再緩慢升高烘箱內溫度。待焊條烘干后不得突然冷卻,要保存在溫度為100~150 ℃恒溫箱或焊條筒中隨用隨取,取用時要遵照先放先取的使用原則,同時要認真檢查,確保焊條表面藥皮無明顯的裂紋和脫落的情況。
2.3 裂紋焊接修復
(1)球罐缺陷采用碳弧氣刨進行清除,依據超聲檢測和磁粉復驗確定缺陷區域。氣刨前對待氣刨區域左右150 mm 內預熱100~150 ℃,在缺陷長度頭尾兩端垂直氣刨出80 mm 的止裂槽,然后沿著長度方向缺陷外側,平行刨出兩條長300 mm 止裂槽,形成一個“口”字形止裂槽,將裂紋包圍在止裂槽內,氣刨的深度超過探傷缺陷深度,用砂輪機將止裂槽打磨干凈后做磁粉探傷,確認裂紋情況。止裂槽內正常母材側不能有裂紋,如有裂紋,則在現有止裂槽外側擴寬,直到無裂紋為止。外圍止裂槽刨好并預熱完,沿300 mm 長裂紋區,每隔100 mm 刨出80 mm垂直止裂槽,深度按探傷缺陷最深數值氣刨。熒光磁粉探傷檢查槽底有無裂紋,如有則繼續深挖,初步確定槽底無裂紋為止,然后沿長度方向選一頭往缺陷區域氣刨,直至刨完缺陷區域。對內部缺陷的清除,采用砂輪機磨削,逐層剝除的方法,缺陷清除后,經熒光磁粉探傷合格后方可進行補焊處理。
(2)焊接前,需要在焊件的焊接側進行預熱,預熱區域為以焊補部位為中心,在半徑為100 mm 的范圍內。預熱采用硅板預熱器,并準確安裝在需預熱部位,預熱溫度為125 ℃,并取較高的預熱溫度。
(3)此次修復選用ZX7-400 型電焊機,施焊時采用多層、薄層的焊方式進行焊接。每一條焊道的寬度在不超過焊芯直徑4倍的前提下,適當加寬,避免出現“駝峰”焊縫。每一層焊道的厚度不得超過3.5 mm,防止應力集中,產生裂紋。焊接全程使用手持測溫槍對層間溫度進行監測,確保層間最高溫度控制在100~200 ℃范圍內。電弧高度要控制在合適的范圍內,不宜過高或過低,避免焊縫出現氣孔和夾渣的情況,一般推薦在焊條直徑的0.5~1 倍。選擇合適的焊接電流和焊接速度以調整單位長度焊縫所得到的焊接電弧熱能量——焊接線能量,線能量過小容易形成淬硬組織,線能量過大又會降低材料的韌性。因此要避免在其下限值附近進行短焊道焊接,同時在接近上限時不進行多層連續焊接。本次修補采取的焊接工藝參數詳見表3。
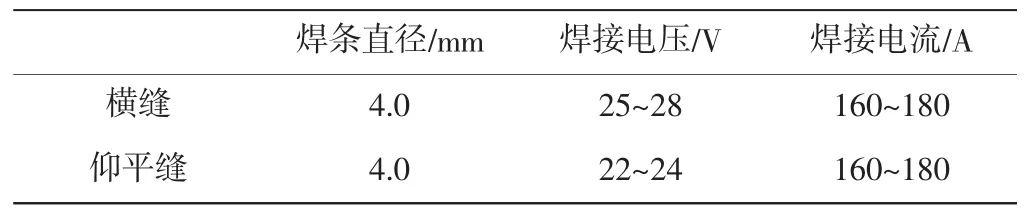
表3 焊接工藝參數
(4)焊接完成后應將焊縫及邊緣打磨光滑,余高為0~2.5 mm。然后立即進行后熱消氫處理,首先將預熱裝置安裝在補焊部位,并將補焊部位的內外兩側用硅酸鋁纖維保溫棉覆蓋,保溫棉厚度不低于150 mm。后熱消氫溫度控制在200~250 ℃,保溫時間為1 h。
(5)在焊接結束36 h 后進行焊縫的無損檢測,檢測包括磁粉探傷、超聲波探傷、TOFD 探傷(返修深度超過3 mm)。所有檢測均按NB/T 47013—2015《承壓設備無損檢測》的要求進行,且必須達到磁粉檢測Ⅰ級合格,超聲波探傷Ⅰ級合格,TOFD 探傷Ⅱ級合格。
2.4 焊后局部熱處理
(1)焊后局部熱處理的加熱方法為電加熱履帶式加熱器加熱,設備采用吳江華力熱處理設備WCK/ZWK 型智能溫控箱,焊后熱處理的加熱范圍,以焊縫中心為基準,在焊縫內側鋪設一塊600 mm×350 mm 加熱板,并在加熱板及加熱帶以外100 mm范圍內用硅酸鋁纖維保溫棉覆蓋,保溫棉厚度≥150 mm。
(2)焊后局部熱處理工藝要求:加熱速率:50~80 ℃/h;降溫速率:30~50 ℃/h;保溫溫度:580±20 ℃,恒溫130 min;當局部熱處理工件冷卻至室溫后拆除加熱板和熱電偶。
3 結論
(1)液氨球罐裂紋產生的主要原因為球罐組裝時的約束應力和焊接的殘余應力在熱處理時沒有充分釋放,在使用過程中液氨受空氣污染,在應力較大的焊縫處發生應力腐蝕。
(2)在液氨中加入含量為0.2% 的水或100 μg/g 的冷凍機油或5 μg/g 的菜籽油或1O~50 μg/g 的硅油或一定量聯氨,可抑制液氨引起的應力腐蝕。對于儲存無水氨達99.95%的液氨球罐,充裝前用氮氣對球體內的空氣進行置換,可減少在無水液氨環境下應力腐蝕的傾向。
(3)液氨球罐缺陷修復后,經復驗合格,可正常使用。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24