在用球罐不開罐檢驗(yàn)方法
2021-02-10 06:50:38牛廣旭
設(shè)備管理與維修 2021年24期
李 磊,牛廣旭,王 偉,王 斌
(甘肅省特種設(shè)備檢驗(yàn)檢測研究院,甘肅蘭州 730050)
0 引言
在石油化工行業(yè),球罐被大量應(yīng)用于貯存和運(yùn)輸液態(tài)或氣態(tài)物料。在球罐使用過程中,會定期對球罐進(jìn)行檢驗(yàn),以保證其安全運(yùn)行。在之前的檢驗(yàn)過程中,一般都是開罐對球罐進(jìn)行內(nèi)檢,以測厚檢查腐蝕情況、對焊縫進(jìn)行磁粉和超聲檢測檢查焊縫在使用過程中有無產(chǎn)生新生缺陷為主。但是在球罐具體使用過程中,由于球罐儲存介質(zhì)量大,在檢驗(yàn)周期到期后,使用單位不一定能夠?qū)⑶蚬迌?nèi)的物料倒空,實(shí)施檢驗(yàn)。球罐內(nèi)檢必然會使球罐停用,一般球罐實(shí)施內(nèi)檢的停用時(shí)間至少在20 d 左右,會對企業(yè)造成一定的經(jīng)濟(jì)損失。
某石化公司一丙烯球罐已到定期檢驗(yàn)期限,但是球罐內(nèi)部依然盛滿物料,短期內(nèi)無法將物料導(dǎo)出,在這種情況下,根據(jù)其特點(diǎn)制定了一套不開罐檢驗(yàn)方案,對其進(jìn)行檢驗(yàn),并確定了下次檢驗(yàn)周期。
1 分析球罐失效模式
球罐在使用過程中的主要失效模式可分為兩種:①在特定環(huán)境下球殼板、對接焊縫和角焊縫發(fā)生的環(huán)境開裂,任何部位發(fā)生環(huán)境開裂以后,隨著裂紋的擴(kuò)展,最終都會形成貫穿式損傷,導(dǎo)致物料泄漏,引發(fā)事故;②盛裝介質(zhì)具有腐蝕性對球殼板造成局部腐蝕,導(dǎo)致球殼板減薄,當(dāng)減薄到一定程度后造成殼體強(qiáng)度不足而形成殼體的失效。
2 綜合利用各種檢測技術(shù)
對于球罐檢驗(yàn),檢查球罐內(nèi)表面局部腐蝕和環(huán)境開裂,可采用超聲相控陣(PAUT)技術(shù);焊縫檢測可采用超聲衍射時(shí)差法(TOFD);對于球罐不連續(xù)部位,如接管角焊縫等,采用PAUT 技術(shù);對于球罐在使用過程中可能產(chǎn)生的裂紋,采用聲發(fā)射(AE)技術(shù)。通過以上檢測技術(shù)綜合應(yīng)用,就能對整個球罐實(shí)施外部檢驗(yàn),得出綜合的檢驗(yàn)結(jié)論。隨著檢測技術(shù)的發(fā)展,可綜合利用各項(xiàng)檢測技術(shù)對球罐進(jìn)行外部檢驗(yàn),替代球罐內(nèi)部檢驗(yàn),既能保證球罐的安全運(yùn)行,也能為企業(yè)減負(fù)。
2.1 聲發(fā)射技術(shù)
(1)聲發(fā)射檢測技術(shù)特點(diǎn)[1]。在球罐檢驗(yàn)過程中,運(yùn)用聲發(fā)射檢測技術(shù)在一次試驗(yàn)過程中,能夠整體探測和評價(jià)整個結(jié)構(gòu)中缺陷的狀態(tài)。該技術(shù)對線性缺陷較為敏感,可以預(yù)防由未知不連續(xù)缺陷引起系統(tǒng)的災(zāi)難性失效和限定系統(tǒng)的最高工作壓力。能給出聲發(fā)射源的部位、活性和強(qiáng)度,但不能給出聲發(fā)射源內(nèi)缺陷的性質(zhì)和大小。
(2)聲發(fā)射檢測技術(shù)在在用球罐中的應(yīng)用。依據(jù)NB/T 47013.9—2015《承壓設(shè)備無損檢測 第9 部分:聲發(fā)射檢測》實(shí)施檢測,對于不開罐的球罐聲發(fā)射檢測,必須嚴(yán)格按照標(biāo)準(zhǔn)要求實(shí)施兩次加壓循環(huán),采集聲發(fā)射源信號。由經(jīng)驗(yàn)豐富的持證人員分析聲發(fā)射信號,對球罐進(jìn)行整體檢測和評價(jià),確定聲發(fā)射源活性、強(qiáng)度和位置。聲發(fā)射特性對材料甚為敏感,又易受到機(jī)電、振動等噪聲影響,在實(shí)施聲發(fā)射檢測時(shí),要保證周圍的噪聲干擾小,人員不能接觸球罐本體及其附屬設(shè)施。對于任何能影響到聲發(fā)射檢測結(jié)果的噪聲,檢測人員都應(yīng)及時(shí)記錄,反饋給信號分析人員。
聲發(fā)射檢測是球罐不開罐檢驗(yàn)的基礎(chǔ)工作,后期的檢測項(xiàng)目實(shí)施都將依據(jù)聲發(fā)射檢測結(jié)果,對所有具有活性的信號位置將采取其他無損檢測方法進(jìn)行驗(yàn)證。
2.2 超聲衍射時(shí)差法
球罐主體對接焊縫結(jié)構(gòu)簡單,選用TOFD 檢測技術(shù)對其進(jìn)行檢測[2]。
(1)焊縫熱影響區(qū)內(nèi)表面缺陷的檢測。根據(jù)以往的檢驗(yàn)經(jīng)驗(yàn),在用球罐在使用過程中裂紋出現(xiàn)的位置主要在焊縫熔合線兩側(cè),針對這一特點(diǎn),將TOFD 探頭聲束聚焦在底面,進(jìn)行焊縫內(nèi)表面的檢測。結(jié)合TOFD 檢測圖譜分析的經(jīng)驗(yàn)和之前聲發(fā)射數(shù)據(jù)結(jié)果分析,可判斷缺陷危害性。對于初次進(jìn)行TOFD 檢測的工件,發(fā)現(xiàn)缺陷時(shí),如不能確定其危害性,也可暫時(shí)不進(jìn)行處理,可在一段時(shí)間后在原位置再進(jìn)行一次TOFD 檢測,對比兩次檢測結(jié)果,判定缺陷是否有擴(kuò)展,判定此缺陷的危害性。
(2)焊縫內(nèi)部缺陷的檢測。焊縫內(nèi)部缺陷的檢測可選用TOFD檢測或常規(guī)超聲進(jìn)行檢測。從檢測靈敏度和檢測結(jié)果的可靠性來說,優(yōu)先選用TOFD 檢測,由于其主要是利用衍射波進(jìn)行檢測,而衍射信號不受聲束影響,任何方向的缺陷都能有效地發(fā)現(xiàn),使該技術(shù)具有很高的缺陷檢出率。國外研究機(jī)構(gòu)的缺陷檢出率的試驗(yàn)得出的評價(jià)是:手工UT 的缺陷檢出率為50%~70%,TOFD 的缺陷檢出率為70%~90%[3]。由此可見,TOFD 檢測技術(shù)比常規(guī)手工UT 的檢測可靠性要高得多。
2.3 超聲相控陣檢測
(1)球罐母材內(nèi)表面局部腐蝕檢測。球罐母材表面局部腐蝕減薄檢測常規(guī)方法是采用開罐目視檢測和測厚檢測。開罐目視檢測有著諸多局限性,主要是因?yàn)榍蚬迌?nèi)部由于使用過程中會在表面形成很多附著物,這些附著物會影響目視檢測的效果,但如果對附著物進(jìn)行清理,又會大大增加打磨工作量。常規(guī)的測厚檢測一般是對某一區(qū)域進(jìn)行單點(diǎn)的抽檢,對于一些點(diǎn)狀腐蝕,測厚檢測的檢出率是隨機(jī)的,比如一個板厚20 mm 的母材底面有一個Φ3 mm×1 mm 的孔,測厚儀檢測的檢出概率小。測厚儀檢測的檢測效力低,且對于點(diǎn)腐蝕的檢出概率小。
(2)對球罐實(shí)現(xiàn)快速的腐蝕檢測。從球罐外部進(jìn)行檢測,如漆層和球罐母材結(jié)合良好,可不去除油漆層直接進(jìn)行檢測。選用64 或128 晶片的探頭,掃查方式采用扇形掃描或者全聚焦掃查,使探頭聲束聚焦在母材厚度位置,采用B 掃+C 掃的成像方式,可快速實(shí)現(xiàn)面積內(nèi)的腐蝕檢測。例如1 m×1 m 的面積范圍內(nèi),采用相控陣檢測技術(shù),只需要最多20 min 就可實(shí)現(xiàn)100%掃查。在檢測壁厚18 mm 的鋼板時(shí),發(fā)現(xiàn)Φ1 mm×2 mm 和Φ2 mm×1 mm 的點(diǎn)狀腐蝕(圖1、圖2)。因此采用超聲相控陣檢測技術(shù),檢測靈敏度和檢測效率比常規(guī)測厚檢測方法高。
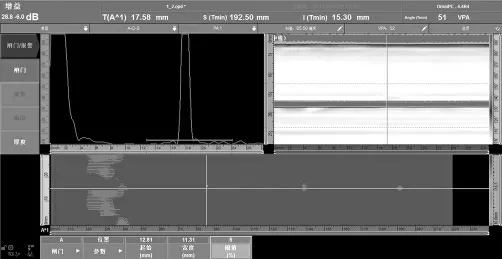
圖1 Φ1 mm 孔檢出
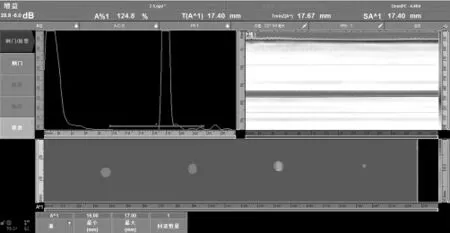
圖2 Φ2 mm 孔檢出
(3)接管角焊縫檢測[4]。接管角焊縫在球罐檢驗(yàn)時(shí)是重點(diǎn)檢測部位,接管部位在球罐上屬于不連續(xù)結(jié)構(gòu),會產(chǎn)生應(yīng)力集中,極易發(fā)生應(yīng)力腐蝕開裂,開裂部位常見與接管角焊縫內(nèi)外表面的焊縫熔合線上,此部位最好的檢測方法是磁粉檢測。超聲相控陣檢測可實(shí)現(xiàn)接管角焊縫的內(nèi)外表面檢測和內(nèi)部檢測,利用超聲相控陣結(jié)構(gòu)模擬功能,模擬角焊縫的結(jié)構(gòu),可以直觀地看到聲束在角焊縫中的傳播路徑,分辨缺陷和結(jié)構(gòu)波,再加上之前進(jìn)行的聲發(fā)射檢測,綜合判定缺陷的危害性,實(shí)現(xiàn)從外部進(jìn)行角焊縫的檢測。
(4)內(nèi)表面環(huán)境腐蝕開裂的檢測。球罐內(nèi)表面除了發(fā)生局部腐蝕減薄外,還會在介質(zhì)的影響下,發(fā)生環(huán)境開裂。這類環(huán)境開裂最好的檢測方法是打磨內(nèi)壁后實(shí)施熒光磁粉檢測,但是在不開罐的情況下,可利用超聲波相控陣技術(shù)在外部進(jìn)行檢測。檢測此類裂紋時(shí),可采用相控陣全聚焦模式實(shí)施檢測,其檢測結(jié)果可靠有效,某含硫化氫容器內(nèi)壁發(fā)現(xiàn)微裂紋,采用相控陣全聚焦技術(shù)實(shí)施檢測,可清楚發(fā)現(xiàn)內(nèi)壁微裂紋(圖3)。
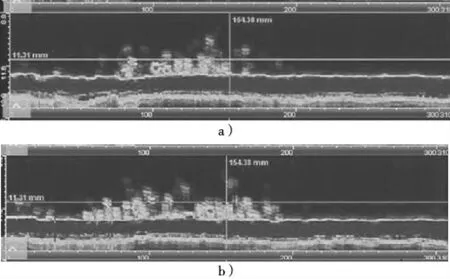
圖3 微裂紋檢出
3 結(jié)論
根據(jù)以上檢測方法的綜合應(yīng)用,球罐可以實(shí)現(xiàn)不開罐檢驗(yàn)。裂紋是活性缺陷,在進(jìn)行聲發(fā)射檢測時(shí),在兩次加壓循環(huán)過程中總會產(chǎn)生聲發(fā)射信號被探頭接收到,通過分析可確定其位置,然后利用TOFD 或者PAUT 就可以對其進(jìn)行定性、定量和定位。
介質(zhì)對母材的腐蝕,如果是活性缺陷,在進(jìn)行聲發(fā)射檢測時(shí)就可以對其定位,采用相控陣檢測技術(shù)對其進(jìn)行腐蝕檢測。如果它不是一個活性缺陷,可根據(jù)對以往球罐易發(fā)生腐蝕的部位進(jìn)行預(yù)判,比如球罐底部、氣液相交界部位等,采用相控陣檢測技術(shù)進(jìn)行腐蝕檢測。
根據(jù)球罐使用過程中不同的工況,分析腐蝕機(jī)理,判斷可能產(chǎn)生的失效模式,采用各種不同的檢測方法,在外部對球罐進(jìn)行檢測,就可實(shí)現(xiàn)球罐的不開罐檢驗(yàn)。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
