基于謝寧方法的KDF4機組濾棒吸阻穩定性改進
2021-02-11 05:59:02楊蕊艷邢偉標
中國新技術新產品 2021年22期
朱 軼 楊蕊艷 邢偉標 鄭 炯 薛 嫄
(上海煙草集團有限責任公司,上海 200082)
謝寧方法是以美國著名質量專家多利安·謝寧(Dorian Shainin)[1]的名字命名,是一套解決產品制造過程質量問題的方法和工具[2]。包括多變量分析、部件搜索、成對比較、變量搜索以及全析因等工具。目前,行業內采用謝寧方法提升濾棒吸阻穩定性的相關研究較少。基于此,該文介紹了采用謝寧方法[3]提升濾棒吸阻穩定性的研究實例。
1 材料與方法
1.1 設備與儀器
1.1.1 KDF4成型機
KDF4 成型機是由德國HAUNI 公司設計的,由開松、增塑、成型、切割以及裝盤組成[4]。
1.1.2 QTM(cerulean)綜合測試臺
QTM 綜合測試臺是英國斯茹林公司為煙草行業設計的綜合測試臺,用于檢測卷煙和濾棒的物理指標[5]。
1.2 方法
1.2.1 懷疑因子生成及篩選
根據生產工藝梳理過程的輸入及輸出,識別可能對濾棒吸阻標偏產生影響的因子[6],并確定高低水平,見表1。
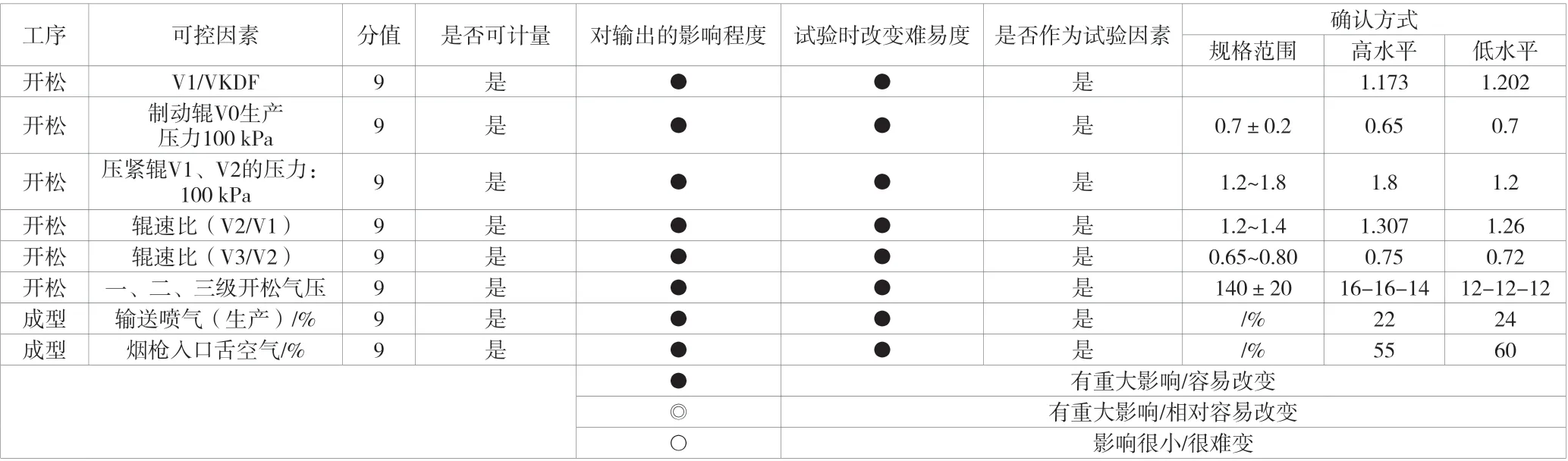
表1 濾棒吸阻穩定性試驗因子表
1.2 2 變量搜索試驗
1.2.2.1 試驗條件
設備在正常運行狀態下,保持同一班次、同一成型機以及同一車速,每次調整試驗參數后,先穩定運行2 min,再運行10 min(以在線取樣產生30 個樣本為準,檢測濾棒的重量、吸阻和圓周)。
1.2.2.2 球場試驗
試驗原理:重復3 次高水平和低水平試驗,判斷是否同時滿足以下2 個條件。
條件一:是否所有高水平的讀數好于低水平的讀數?

判定系數1.25[6]表示當2 組樣本為3 對3 時,在置信度為95%且2 組均值有顯著差異時的閥值;MdAllHigh為全高水平下試驗結果的中位數;MdAllLow為全低水平下試驗結果的中位數;
R為全高與全低水平下試驗結果極差的差值。
1.2.2.3 因子篩選
選取第一個因子,將其設置為低水平,其余因子保持高水平進行試驗,再將選取的因子設置為高水平,其余因子保持低水平進行試驗,按這個規則對每個因子進行試驗。
1.2.2.4 因子分析
將關鍵因子兩兩進行交互作用并對其進行分析,觀察主效應及交互效應,效應的絕對值越大,因子越重要,效應的正負可以用來判斷高低水平的方向。
1.2.3 全析因試驗
根據變量搜索試驗得出因子重要度的排序,如果都為部分翻轉,就采用全析因試驗進一步對重要的因子(一般因子數不超過4 個)進行研究,全析因試驗[7]可以正確地識別和量化因子的主效應及各階交互作用。
2 結果與分析
2.1 變量搜索試驗的結果分析
使用“亞龍展旗S-DOE 軟件”變量搜索工具,整個過程共分為4 個階段,分別為初始階段、球場階段、篩選階段以及析因分析。
初始階段,如圖1 所示。球場階段,見表2。
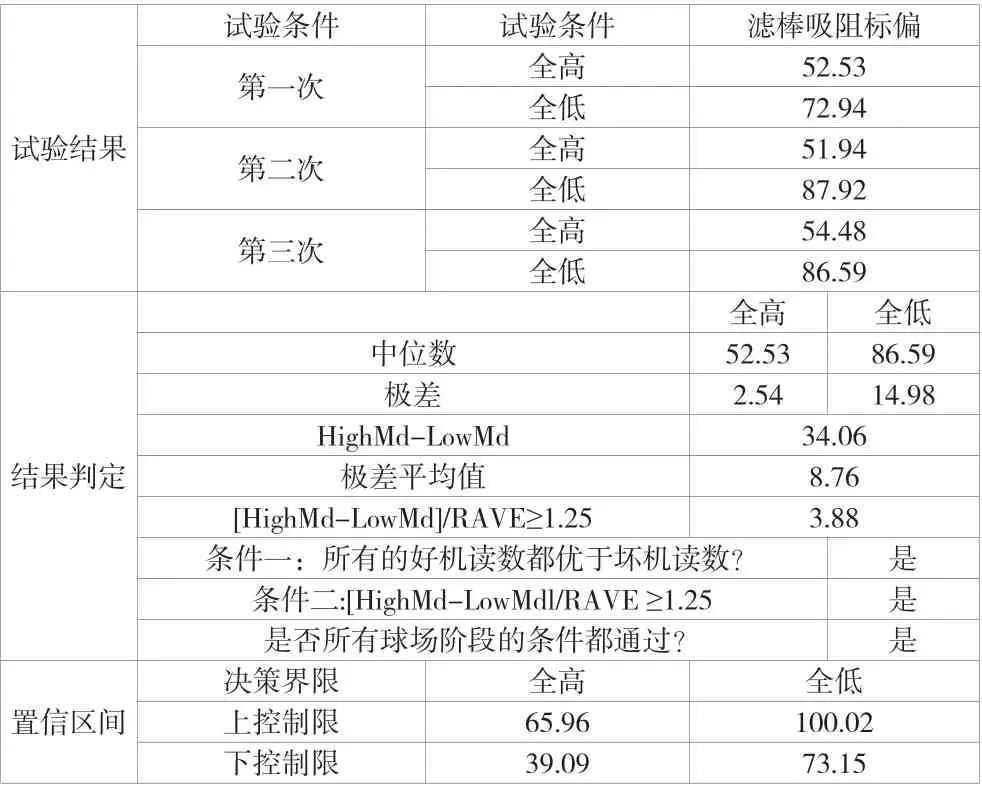
表2 球場試驗結果分析表
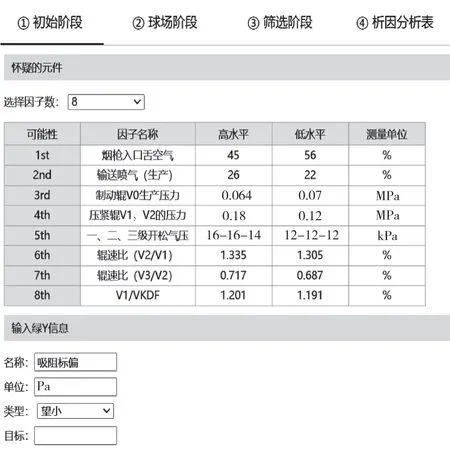
圖1 變量搜索試驗初始階段圖
球場階段顯示:同時滿足條件一、條件二就可以進行下一步因子篩選試驗。
篩選階段結果見表3,分析如圖2 所示。因子篩選及一起交換驗證結果分析見表3,分析如圖2 所示。
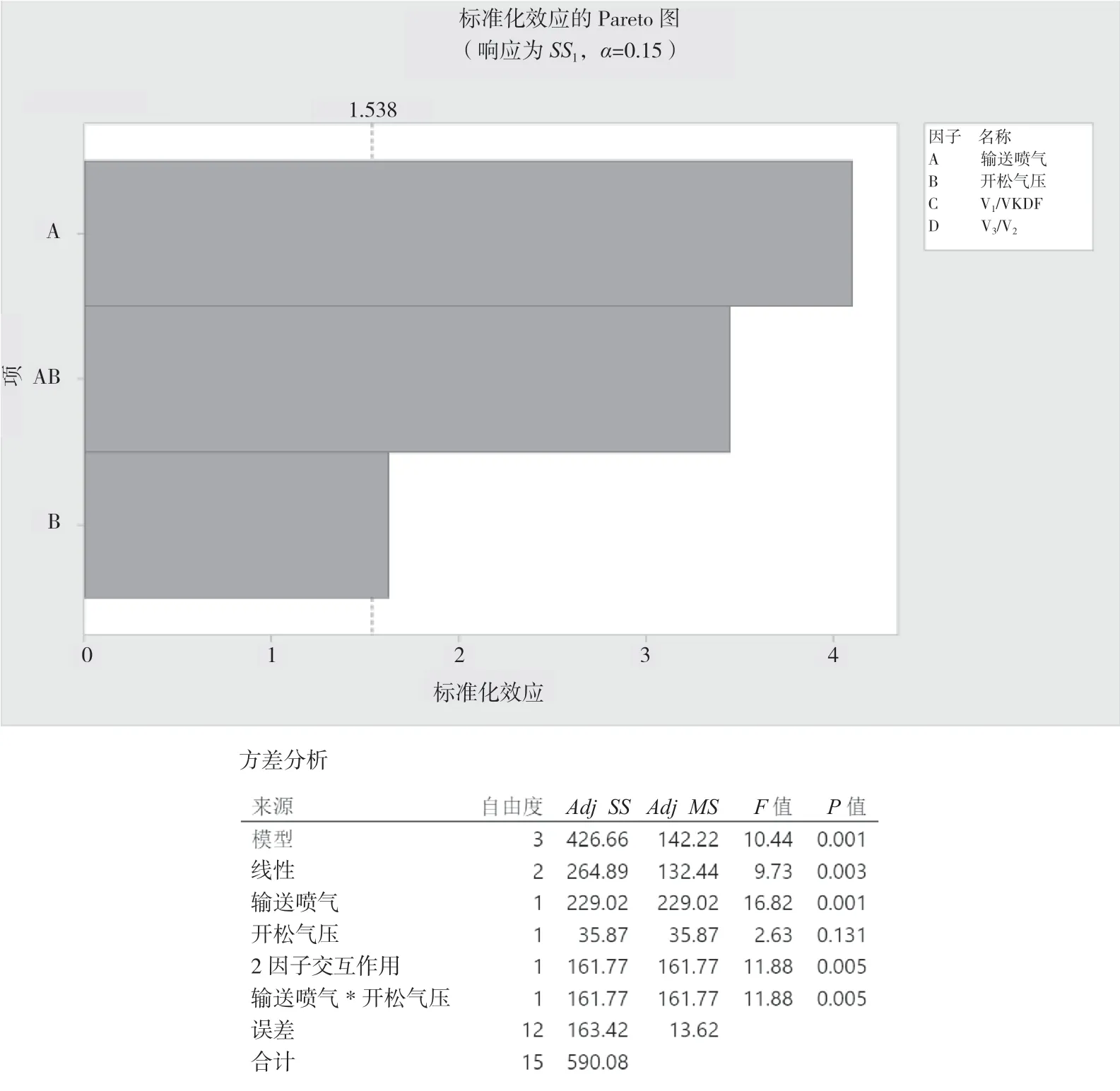
圖2 全析因試驗因子重要度排序圖
根據表3 可以得出,8 個因子均產生部分翻轉、一起交換以及完全翻轉,說明8 個因子對吸阻標偏都有影響,因子間的交互作用需要進一步進行因子分析。

表3 因子篩選及一起交換驗證結果分析表
析因分析階段如下。將關鍵因子兩兩進行交互作用,并對其進行分析,觀察主效應、交互效應及其方向,得出因子的重要度排名(見表4)。各個因子對濾棒吸阻標偏影響度排名及因子方向見表4。其中,輸送噴氣、V1/VKDF、一級開松氣壓、二級開松氣壓、三級開松氣壓和V3/V2 比較重要。根據謝寧方法需要進一步開展全析因試驗。

表4 因子主效應重要度排序及因子方向表
2.2 全析因試驗
2.2.1 全析因試驗設計
在根據全析因試驗原理[8]確定輸送噴氣(生產)、開松氣壓、V1/VKDF 以及V3/V2 的高低水平后(為使后文表達方便,各因子分別編號為A、B、C 和D),設計24+4 個中心點,共計20 組試驗,取樣方式與變量搜索試驗相同,試驗過程見表5。
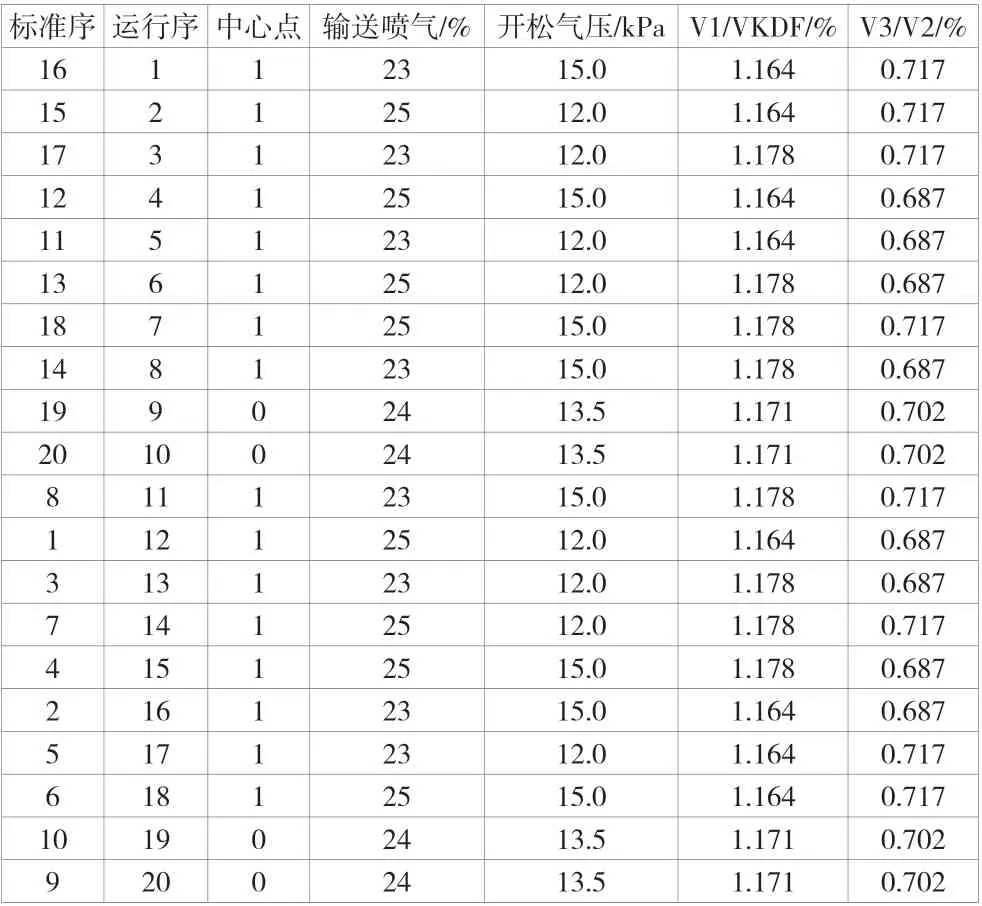
表5 全析因試驗設計表
2.2.2 全析因試驗結果分析
使用Minitab 軟件分析因子主效應及各階交互作用的重要度排序如圖2 所示。模型P值<0.05,模型有效,A 與AB是濾棒吸阻穩定性的關鍵因子,AB 的交互作用如圖3 所示。殘差圖未見異常,表明當開松氣壓為12 kPa 時,輸送噴氣設定為23%或25%時,吸阻標偏差異較小,當開松氣壓為15 kPa 且輸送噴氣為23%時,吸阻標偏達最低值且與輸送噴氣為25%時差異較大。
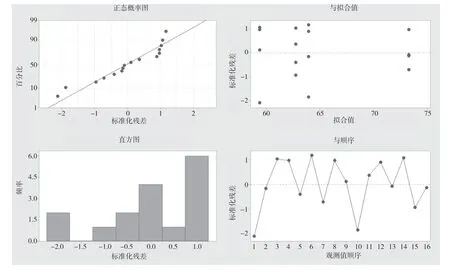
圖3 殘差及交互作用圖(1)
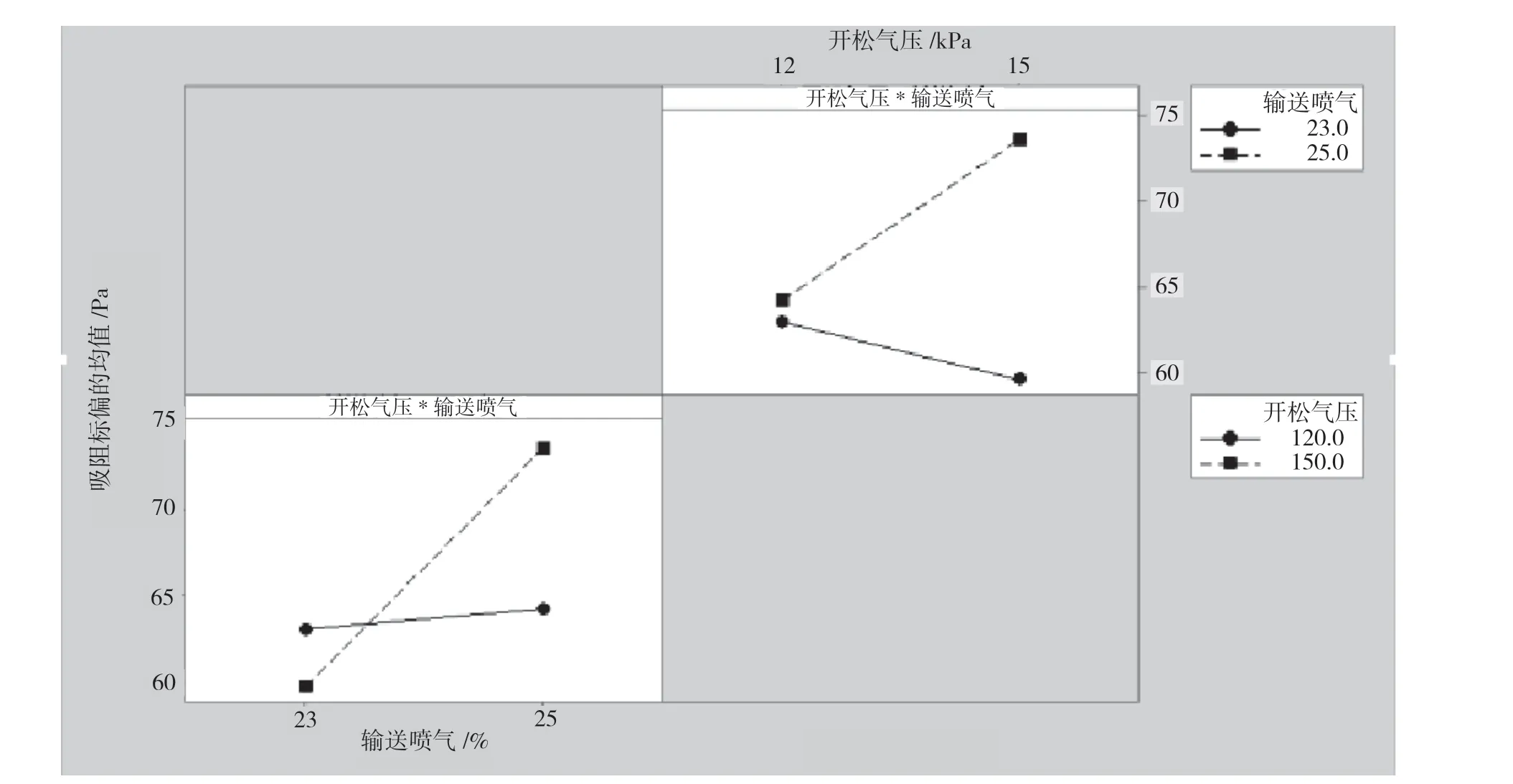
圖3 殘差及交互作用圖(2)
2.3 生產驗證結果分析(數據、圖表和結論)
根據變量搜索試驗得出的因子方向及全析因試驗得出的關鍵因子可知,在KDF4 成型機組上對最優參數進行驗證跟蹤,結果顯示改進后濾棒吸阻標準偏差大約降低了5 Pa(如圖4 所示),改善幅度約為6%,效果顯著。
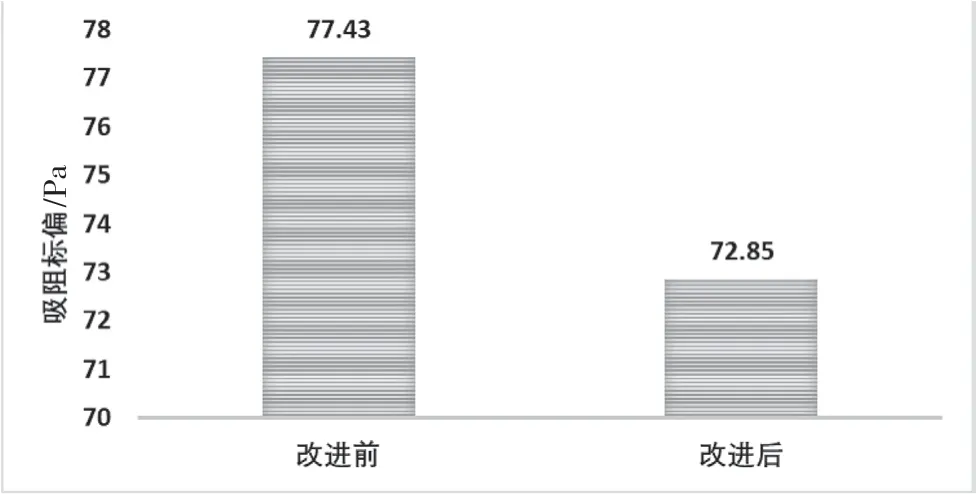
圖4 濾棒吸阻穩定性改進前后對比
3 結論
基于謝寧方法[9],通過多參數研究,逐步分析影響濾棒吸阻穩定性的關鍵因子及其他因子的設定方向,彌補了傳統研究方法多因子試驗次數較多的缺點。結果表明,V1/VKDF、制動輥V0 生產壓力以及輥速比等因素對濾棒吸阻均有一定的影響,通過變量搜索試驗及全析因試驗得出最優參數組合并在生產中應用,吸阻標偏降低6%,提升了濾棒吸阻的穩定性。同時,從來料角度來看,也提升了卷煙吸阻的質量水平。
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
今日農業(2020年19期)2020-12-14 14:16:52
小學生必讀(中年級版)(2020年9期)2020-12-04 02:07:22
電子制作(2018年18期)2018-11-14 01:48:24
中學物理·高中(2016年12期)2017-04-22 11:53:03
山東工業技術(2016年15期)2016-12-01 05:31:22
小櫻桃·童年閱讀(2014年11期)2014-12-01 22:21:30
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06