液壓缸激光熔覆層壁厚不均勻問題分析及工藝優(yōu)化
2021-02-11 05:57:14孫金蘭
中國新技術新產品 2021年22期
孫金蘭
( 中煤北京煤礦機械有限責任公司,北京 102400)
0 引言
煤礦井下環(huán)境惡劣,液壓支架液壓缸的防腐技術決定了液壓缸的使用壽命。目前廣泛用于液壓缸桿類零件外圓防腐的技術大部分就是鍍鉻、熱噴涂及激光熔覆,考慮到鍍鉻生產過程中產生的廢液及廢氣,迫于環(huán)保壓力,又綜合考慮到防腐效果及成本,激光熔覆技術有明顯的優(yōu)勢。目前激光熔覆技術已被廣泛應用于某公司液壓油缸及活塞桿防腐技術中,也是煤礦客戶比較青睞的防腐方式,好的防腐手段需要好的工藝做保障,提高激光熔覆層質量是筆者目前的一大課題。
激光熔覆的質量對油缸使用壽命的影響是舉足輕重的,激光熔覆的質量受激光熔覆層品質及激光熔覆厚度的影響,該項目主要研究如何保證激光熔覆層厚度來保證防腐效果,如何在保證圖紙重要部位之間同軸度的基礎上,保證熔覆層任意部位的厚度滿足設計要求。
1 激光熔覆壁厚均勻性工藝研究
基本保留的激光熔覆層是一個理想的圓柱筒[3],即熔覆層為一壁厚為t的圓筒(見圖1),激光熔覆工藝的加工過程復雜,基本加工流程如下:車熔覆前外圓—激光熔覆—精車熔覆外圓—精車活塞頭 —磨外圓,為保證產品質量,需要保證熔覆后的外圓與其余外圓(活塞頭部分)同軸度,以保證順利安裝,同時需要保證加工后熔覆層各部的厚度。
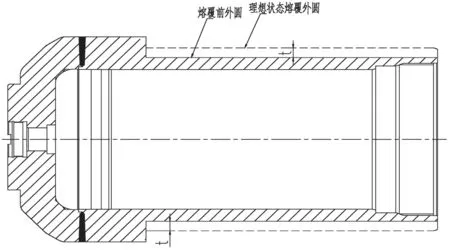
圖1 理想狀態(tài)熔敷層
以往出現(xiàn)的問題如下。
由于熔覆前后工序復雜,熔覆前的外圓被熔覆層覆蓋后[1],無法作為基準,加工過程中多次裝卡,由于裝卡、設備、基準磕碰及人為等各種不確定因素,磨削熔覆外圓時,經常出現(xiàn)局部磨不圓,或者局部漏鐵現(xiàn)象,原因是車削熔覆區(qū)外圓時裝卡不正,導致車削熔覆前后外圓同軸度差。而且磨削外圓前打表檢測時,經常出現(xiàn)活塞頭與熔覆區(qū)外圓不同軸,為保證順利安裝磨削后外圓與活塞頭外圓同軸度不能超過0.3mm,兩者的同軸度差也可能是熔覆層不均勻導致,要保證產品質量即需要保證熔覆層厚度均勻,也得保證熔覆后的外圓與活塞頭的同軸度。根據(jù)目前我公司設備條件,車活塞頭與車熔覆區(qū)外圓經過多次裝卡,多次變換基準,而且設備精度也是有限,而且沒有一個有效的檢測手段來提前預測,保證熔覆區(qū)外圓熔覆前后的同軸度,直到磨削外圓時才完全體現(xiàn)出不同軸的現(xiàn)象,由于激光熔覆層的厚度一般約為0.5mm~0.7mm,如果熔覆前后外圓同軸度超過0.6mm,會出現(xiàn)局部外圓熔覆厚度達到1mm,局部厚度低于0.2mm,嚴重降低了防腐效果,只能返修,必須重新熔覆熔覆層。如果同軸度不超過0.6mm,也可能存在熔覆層外圓不均勻的現(xiàn)象(見圖2),但是熔覆厚度最薄處也不允許太小。對某公司大批量生產過程進行跟蹤發(fā)現(xiàn),為避免熔覆壁厚的問題,將熔覆層車去重新熔覆的比率大約占 10%。
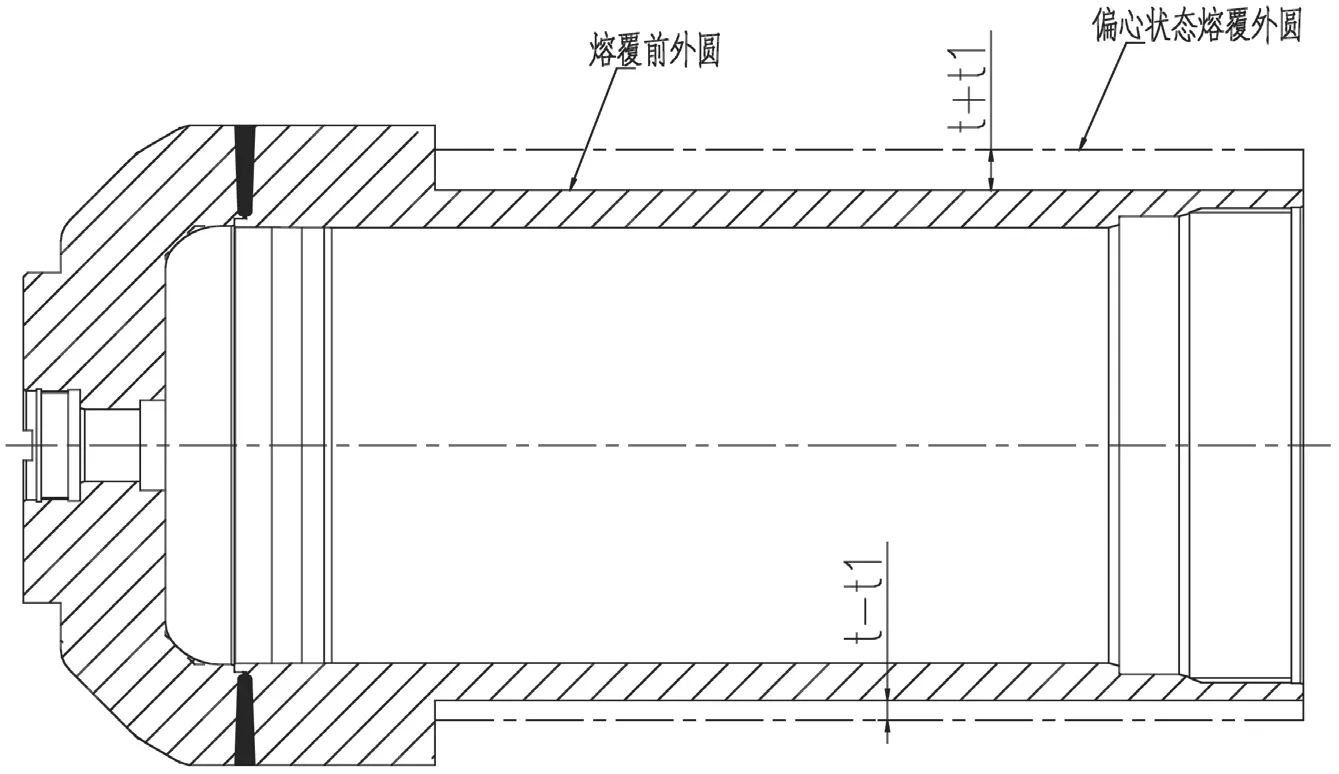
圖2 熔覆層偏心時壁厚狀態(tài)
隨著激光熔覆技術廣泛應用,客戶對熔覆要求也在不斷提高,目前大多數(shù)煤機廠家都可以生產激光熔覆產品,要想打造產品質量,需要對激光熔覆的工藝進行深入研究,為保證防腐效果,需要保證熔覆層的均勻性,即熔覆層外圓各個部位的厚度都必須滿足設計要求。
該項目主要是從工藝入手,通過加工過程中基準統(tǒng)一的原則,增加檢測基準,使熔覆后加工時以熔覆前的基底作為基準,保證熔覆層的均勻性,確保好的防腐效果,提高液壓油缸的使用壽命。熔覆層的質量決定井下的防腐效果,公司產品曾經出現(xiàn)熔覆后熔覆層不均勻的情況,導致將熔覆層全部車掉,重新熔覆,為徹底解決這種情況,優(yōu)化工藝,保證熔覆前后的基準統(tǒng)一,盡量保證熔覆層的均勻性。
目前工藝改進后達到的效果:為保證激光熔覆層的壁厚均勻,熔覆前車熔外圓時,在活塞頭端車一個檢查帶(見圖3),后續(xù)車熔覆后的外圓及活塞頭外圓時均以此為基準,打表檢測,排除了在前后基準不一致的情況下,盲目車熔覆區(qū)外圓,導致熔覆前后的外圓不同軸且熔覆后外圓與中缸活塞頭也不同軸,保證熔覆前后的基準統(tǒng)一,最終使熔覆前后的外圓同軸度達到約0.1mm,即熔覆層均勻,保證了有效熔覆厚度完全符合設計要求。
目前這種創(chuàng)新的工藝已經被應用到某公司所有激光熔覆批量產品中,現(xiàn)場工藝監(jiān)督,車間也嚴格執(zhí)行工藝要求,車熔覆外圓工序,車檢查帶,熔覆后打表檢測,加工后安裝現(xiàn)場效果良好,并已經下井服役,采用該工藝的熔覆區(qū)防腐效果一直非常穩(wěn)定,有效增長了液壓缸的壽命。
2 中缸激光熔覆新工藝與老工藝過程對比
以某公司中缸Y321LZ.02 為例,舊工藝模式如下:1)缸底與缸管組焊,缸底組焊后不可能與缸管里孔完全同軸,需要后續(xù)車卡口。2)車卡口。以原先里孔為基準,在缸底外圓上車卡口,修正組焊時缸底與缸管不正,為后續(xù)裝卡做準備。3)卡前面(2)工序車出的基準,粗車熔覆外圓,根據(jù)熔覆層厚度,確保外圓直徑大小。4)外圓激光熔覆。5)車熔覆區(qū)外圓,由于工人操作過程中卡爪有鐵屑或者設備精度等各方面因素,即使裝卡在前面(2)工序中車削的卡口,也可能出現(xiàn)裝卡偏心,導致車削后外圓與熔覆外圓偏離。6)精車中缸活塞頭,由于沒有檢測,所有精車后的活塞頭外圓與熔覆外圓存在不同軸的風險。7)對工序(6)中的外圓打表檢測,要求跳動<0.1mm,并對熔覆層外圓打表檢測,要求跳動不能超過0.3mm,合格后磨熔覆外圓達到圖紙要求,如果前面多道工序中任何一步出現(xiàn)裝卡不正的問題,此時可將前面出現(xiàn)的隱患集中體現(xiàn)出來,例如打表發(fā)現(xiàn)活塞頭與熔覆外圓同軸度差,例如磨削時有漏鐵現(xiàn)象,外圓磨不圓的現(xiàn)象,這些情況均需要返修,原生產的100 件中缸熔覆打表檢測結果統(tǒng)計如表1。根據(jù)實際工藝過程,由于熔覆區(qū)磨削外圓余量大約0.4mm,當熔覆外圓全跳動>0.4mm 時,則可能出現(xiàn)局部磨不圓,如果前面工序(5)存在車偏現(xiàn)象嚴重,可能會導致磨削時漏鐵;當外圓全跳動0.3mm<τ≤0.4mm 時,磨削后可能會局部熔覆層稍薄,但如果前面車削熔覆區(qū)外圓車偏嚴重也可能會導致漏鐵;當磨削外圓全跳動τ≤0.3mm時且前面車削熔覆區(qū)外圓沒有車偏,則可以完全保證熔覆層厚度0.5mm~0.7mm。所以要想保證熔覆層厚度,首先需要保證車削熔覆層外圓與熔覆前外圓的同軸度,并保證磨削基準與熔覆前外圓的同軸度。

表1 磨削前熔敷外圓打表跳動情況統(tǒng)計
為保證熔覆層厚度的均勻性,新的工藝流程具體如下:1)缸底與缸管組焊。2)修裝卡基準,保證里孔外圓同軸度,為后續(xù)激光熔覆做準備。3)車熔覆區(qū)外圓,保證最終的熔覆層厚度,為保證熔覆區(qū)通長厚度均勻,后續(xù)精車外圓必須與外圓同軸度好,在該工序車一檢查帶(見圖3)。4)外圓激光熔覆。5)車熔覆區(qū)外圓,為保證熔覆層厚度均勻,必須要以熔覆前的外圓為基準,由于上述外圓激光熔覆后,無法作為基準,這就需要我們創(chuàng)造的等同效果的基準發(fā)揮作用,車外圓前需要對前面(3)工序中的基準打表檢測(見圖4),跳動須≤0.1mm,方可車外圓,否則,需要查找原因,避免熔覆前后基準不統(tǒng)一導致的熔覆層偏,甚至漏鐵現(xiàn)象。6)對(3)工序中所車檢查帶打表檢測,跳動須≤0.1mm,合格后精車中缸活塞頭,打表檢測可以保證后續(xù)磨削前的檢測順利通過。7)對(6)工序中精車外圓打表檢測,跳動須≤0.1mm,并對熔覆層外圓打表檢測,要求跳動不能超過0.3mm,合格后磨熔覆外圓達到圖紙要求,按照新工藝增加檢測基準,磨削時產品合格率得到明顯提升,目前在產的100 件中缸熔覆打表檢測結果統(tǒng)計如表2。
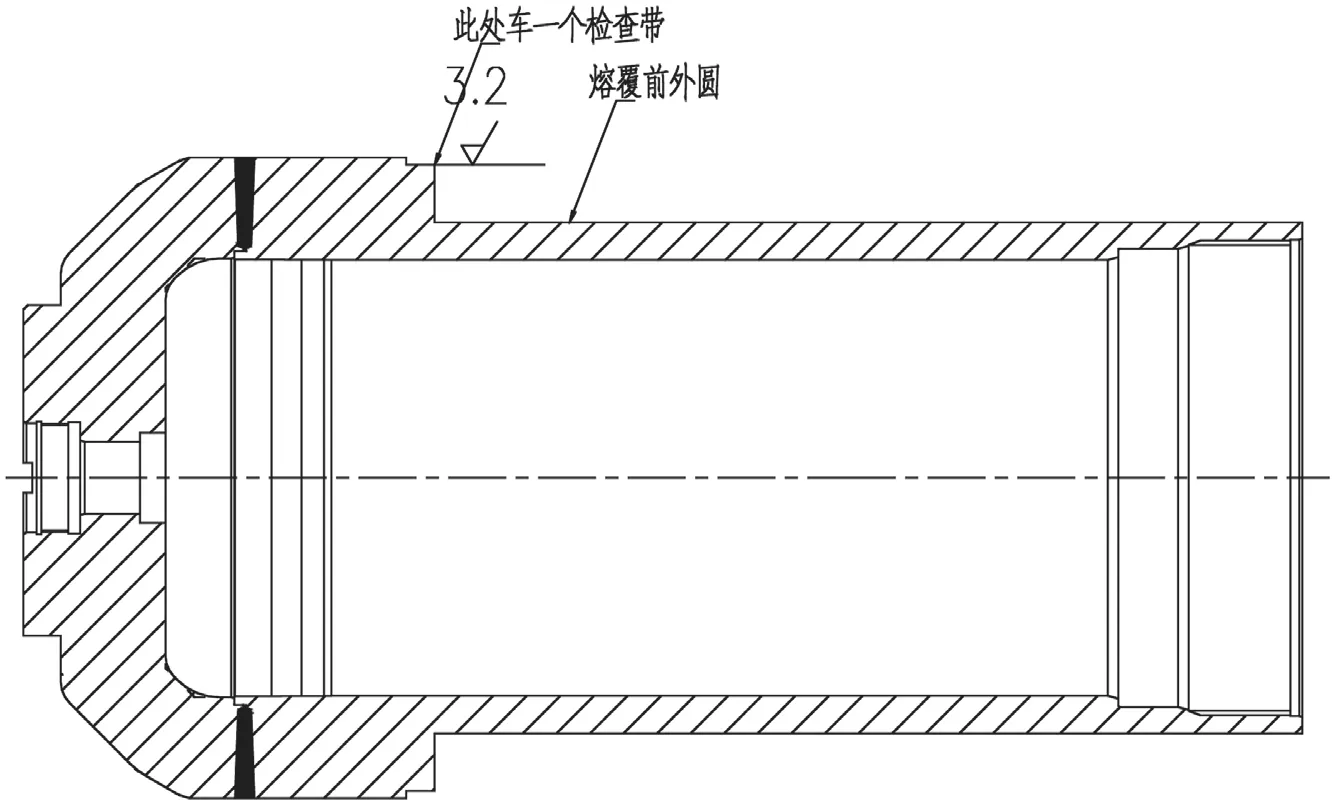
圖3 檢查帶位置圖
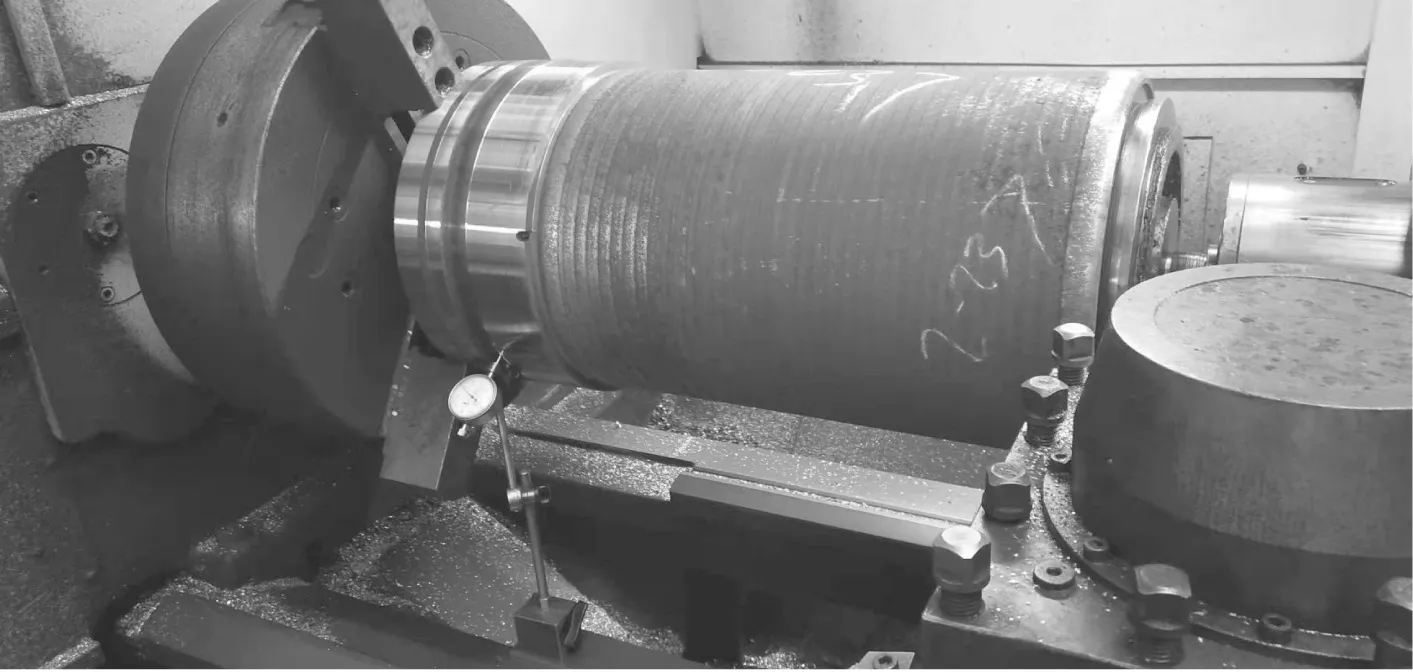
圖4 車削熔覆層前打表檢測
通過增加檢測基準的方法,有效提高了產品質量,與之前老工藝對比,只是在車熔覆外圓時增加了車一端檢查帶,無須二次裝卡,只需要在裝卡時打表檢測,提前判斷裝卡是否有問題,排除一些未知的影響因素,如果此時發(fā)現(xiàn)打表跳動超過工藝要求,則可以及時查找原因,及時排除,在沒有增加工序的基礎上,保證了活塞頭與熔覆區(qū)外圓同軸度,提高了熔覆外圓的均勻性,最大限度保證了設計技術要求的熔覆層厚度。
3 所使用的科學技術原理
基準統(tǒng)一原則[2]:熔覆后的外圓及活塞頭部位加工前全部以檢查帶為基準。
保證熔覆層的壁厚均勻,即保證熔覆前后外圓的同軸度,由于熔覆后無法對熔覆前外圓打表,因此,一次裝卡車削的熔覆前外圓時,直接在活塞頭部位車削一檢查帶,后續(xù)按該基準檢測,保證熔覆前后同軸度。
4 自主創(chuàng)新點
要保證熔覆前后外圓的同軸度,必須熔覆后外圓以熔覆前外圓為基準,根據(jù)熔覆工藝的實際情況,熔覆后,熔覆前外圓已經被覆蓋,在無法找到基準的情況下,自主創(chuàng)造基準,采用一次裝卡,車削熔覆前外圓時,同時在活塞頭端車一檢查帶,一刀下的活塞頭檢查帶代替熔覆前熔覆區(qū)外圓,最大限度地保證熔覆前后外圓的同軸度,保證壁厚均勻。
5 經濟和社會效益及測算依據(jù)
以某公司Y321 中缸為例 ,將新工藝制造中缸增加的費用及時間與老工藝造成的返修做一個對比。
兩者增加的費用對比見表3。
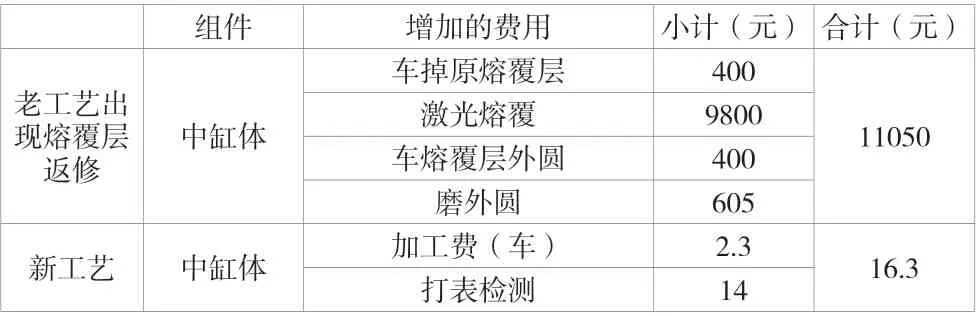
表3 兩種工藝費用對比
所耗費的時間對比見表4。
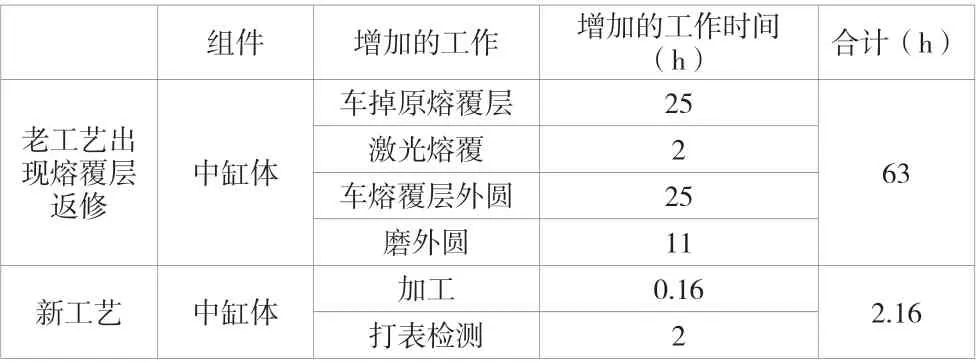
表4 兩種工藝生產周期對比
通過計算可以得出:用新工藝制造一個中缸增加的成本和時間幾乎可以忽略,而在老工藝模式下制造一根中缸,出現(xiàn)熔覆層不均勻或同軸度問題導致返修,花去費用較高且耗費的時間較長,一件中缸體用新工藝與用舊工藝對比,新工藝可節(jié)省費用=10050-16.3=10033.7 元,而且利用新工藝節(jié)約的時間=63-2.16=60.84h。目前車間出現(xiàn)熔覆層不均勻或同軸度問題導致將熔覆層車掉重新熔的情況比例大約為10%,按一套支架數(shù)量200 根中缸來計算的話,可節(jié)約費用200674 元,可節(jié)約生產時間為1201.68h。
6 結論
目前某公司80%的支架已采用激光熔覆技術,這種創(chuàng)新的工藝手段已經被應用到某公司所有激光熔覆批量產品中,加工工序順暢,安裝現(xiàn)場效果良好,并已經下井服役,采用該工藝的熔覆區(qū)防腐效果一直非常穩(wěn)定,有效增加了液壓缸的壽命,該工藝手段可以應用于某公司所有激光熔覆工藝中,而且車削等同基準的方法也可以大膽應用到某公司未來的表面改性新技術中,是目前保證熔覆前后外圓同軸度最有效的手段,應用前景廣。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
海峽科技與產業(yè)(2016年3期)2016-05-17 04:32:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52