加勁薄鋼板剪力墻在鋼結構住宅中的應用
2021-02-11 06:44:36段坤朋陳慧娜龔永慶
結構工程師 2021年6期
段坤朋 徐 晗 陳慧娜 龔永慶
(1.浙江中天恒筑鋼構有限公司,杭州 310008;2.中天建設集團有限公司,杭州 310005)
0 引 言
鋼結構住宅是以鋼結構作為主要結構的住宅系統,以優異的抗震性能、高度的工業化和集成化等優點而著稱,多高層鋼結構住宅產業化是今后發展的重要方向[1-2]。
在多高層鋼結構住宅項目應用過程中,常用抗側力體系有組合剪力墻、鋼支撐、鋼板剪力墻等[3]。組合剪力墻用鋼量大、施工工藝復雜,若將鋼板設置在混凝土兩側,則混凝土可能造成鋼板鼓脹、混凝土灌注不滿的隱患。采用鋼支撐可降低用鋼量[4],但是鋼支撐影響門、窗等洞口的自由設置,并且鋼支撐位置需要建筑墻體填充,可能導致墻體超厚,降低得房率。采用鋼板剪力墻可以做到與鋼支撐用鋼量相等或少量的節省[5],并且洞口可自由設置,但是厚鋼板經濟性不足,薄鋼板的滯回曲線存在捏縮,因此國內常采用加勁鋼板剪力墻[6-7]。
位于低烈度地區的多高層鋼結構住宅,如果只考慮設計驗算,一般選用厚度為4~6 mm的加勁薄鋼板剪力墻即可滿足設計要求。但是,加勁薄鋼板剪力墻的制作難度大,焊接工藝繁瑣[8],并且《鋼板剪力墻技術規程》(JGJ/T 380—2015)對鋼板剪力墻面外變形的驗收要求為h/1000(h為鋼板剪力墻高度),而加工完成的鋼板剪力墻面外變形高達h/500~h/300,難以滿足規范要求。項目應用過程中,只能通過增加鋼板剪力墻厚度的方式以降低技術門檻,造成直接成本增加。
杭州某鋼結構住宅項目的建筑高度為99.8 m,采用鋼框架-鋼板剪力墻結構體系,加勁鋼板剪力墻厚度為4~6 mm。若采用傳統制作工藝,則面外變形高達30 mm,無法滿足規范要求。本文結合工程實例提出一種新型制作工藝,通過試驗研究新型工藝對加勁薄鋼板剪力墻抗剪性能的影響,并對項目應用關鍵技術進行優化總結,可供同類工程借鑒。

圖1 加勁鋼板剪力墻Fig.1 Stiffened steel plate shear walls

圖2 杭州某鋼結構住宅項目Fig.2 A steel structure residential project in Hangzhou
1 工藝改進
常用的平板拼接工藝是對鋼板的接縫直接進行坡口熔透焊,當板厚較薄時,拼接處容易出現殘余變形大、觀感質量差的缺陷。
經過工藝試驗改進,提出新型制作工藝:在鋼板一端彎折約20 mm形成彎折結構,在鋼板另一端根據加勁肋設計尺寸進行3次彎折形成凹形結構,然后將一塊鋼板的凹形結構與另一塊鋼板的彎折結構首尾搭接形成加勁肋鋼板剪力墻(圖4),使加勁肋與鋼板剪力墻整體折彎成型。焊縫數量由3道(圖3(a))減為2道(圖5),鋼板自身折彎形成加勁肋,整體性更好,減小焊接殘余應力和變形,效果顯著。
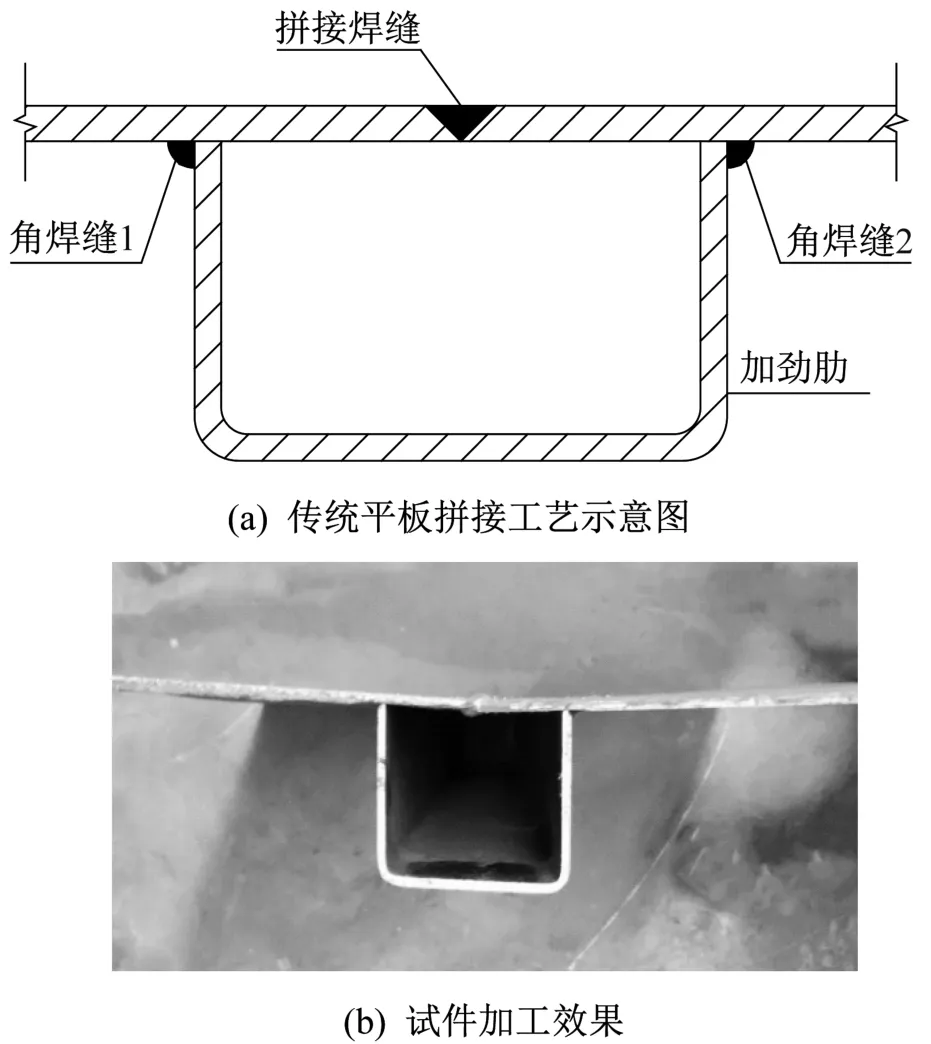
圖3 傳統平板拼接工藝與加工效果Fig.3 Traditional plate splicing technology and processing effect
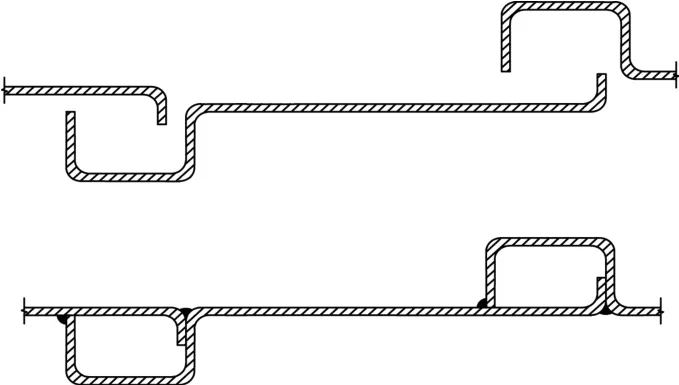
圖4 新型制作工藝拼接單元Fig.4 New manufacturing process splicing unit
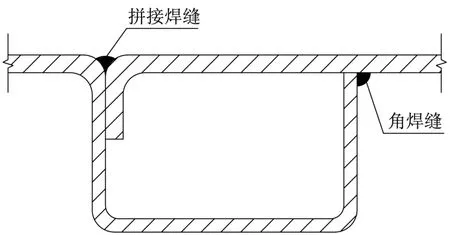
圖5 新型制作工藝焊縫示意圖Fig.5 Weld diagram of new manufacturing process
2 試驗研究
2.1 焊縫拉伸試驗
采用不同焊接方式、不同焊接材料分別制作鋼板厚度為3~6 mm的試件,共制作60個試件進行焊縫拉伸試驗。試件斷裂位置均在焊縫范圍以外,且每個試樣的抗拉強度值均大于母材的標準抗拉強度下限值370 N/m2。
試驗結果表明,新型制作工藝的焊接工藝可行,并確定采用藥芯焊絲作為焊接材料。
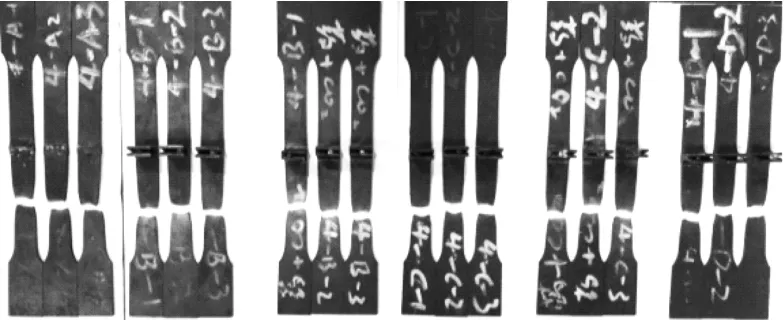
圖6 試件的破壞形態Fig.6 Failure modes of specimens

圖7 不同厚度試驗構件的抗拉強度值統計Fig.7 Statistics of tensile strength values of test members with different thickness
2.2 抗剪性能試驗試件設計
根據焊縫拉伸試驗結果,結合項目應用和試驗設備情況,設計4個足尺試件進行低周反復荷載試驗,主要設計指標和研究目的如下:
(1)焊接工藝:全部采用新焊接工藝,加勁肋尺寸C80×50×4,鋼板墻殘余變形以實測為準,以研究采用新型制作工藝對鋼板墻抗剪性能的影響。
(2)鋼板墻尺寸:厚度為4 mm,高度為250 mm,寬度為3 300 mm(SJ-1、SJ-2)、2 500 mm(SJ-3、SJ-4),材料為Q235B,以研究不同寬高比對鋼板墻抗剪性能的影響。
(3)框架截面尺寸:框架梁為H400×160×8×10,框架柱為 B400×300×10(SJ-1、SJ-3)、B500×300×16(SJ-2、SJ-4),材質為Q345B,以研究不同框架抗側剛度對鋼板剪力墻抗剪性能的影響。
為更接近工程實際應用狀態,在鋼板墻底部澆筑120 mm厚的混凝土樓板,鋼梁設置面外支撐,鋼板墻四邊與框架焊接連接,框架梁與框架柱栓焊連接。同時,在試件底部設置地梁,便于錨固于試驗室地面,試件設計圖如圖8所示。
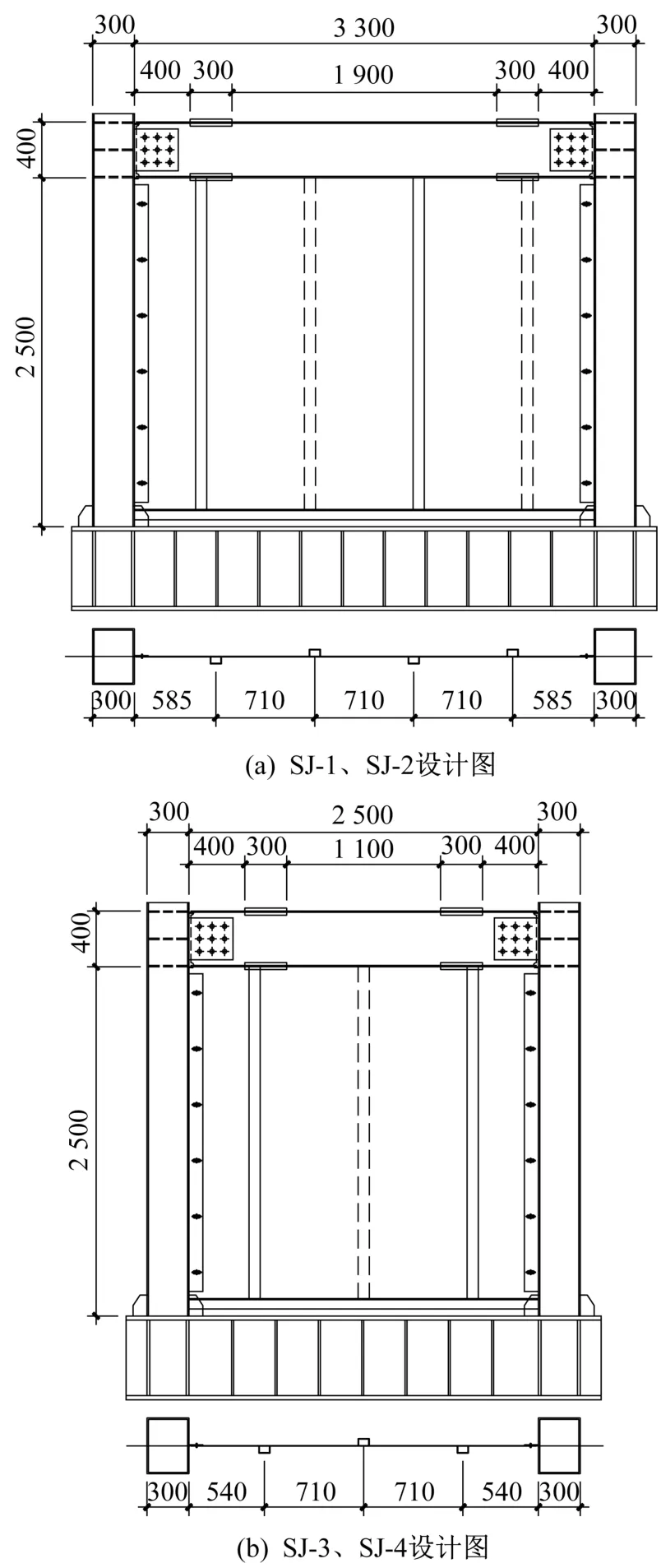
圖8 試驗試件設計圖Fig.8 Design drawing of test specimen
各試件的焊接殘余變形實測最大值分別為8 mm、8 mm、7 mm、8 mm。
2.3 抗剪性能試驗結果
2.3.1 試件破壞形態簡述
在低周反復荷載下,4個試件均未發現新型制作工藝焊接位置的破壞。試件破壞過程基本相似:鋼板墻屈服→鋼梁端部屈服→鋼柱柱腳屈服→鋼板墻撕裂。其中,首次試驗的SJ-2試件因鋼梁面外支撐設置不合理,導致鋼梁提前破壞,其余試件均調整鋼梁面外支撐措施,避免對試驗的影響。試驗照片如圖9所示。

圖9 試件加載過程與破壞形態Fig.9 Loading process and failure mode of specimen
2.3.2 滯回曲線
循環荷載作用下結構抗力和變形之間的關系曲線稱為滯回曲線,可反映結構在循環荷載下的剛度、延性、耗能能力等力學性能。
如圖10所示,SJ-2試件由于鋼梁提前破壞,滯回曲線與其他試件有明顯不同,不作為判斷依據。其余試件的滯回環飽滿,表明加勁薄鋼板剪力墻承載能力高、耗能能力強,材料強度得到充分利用。
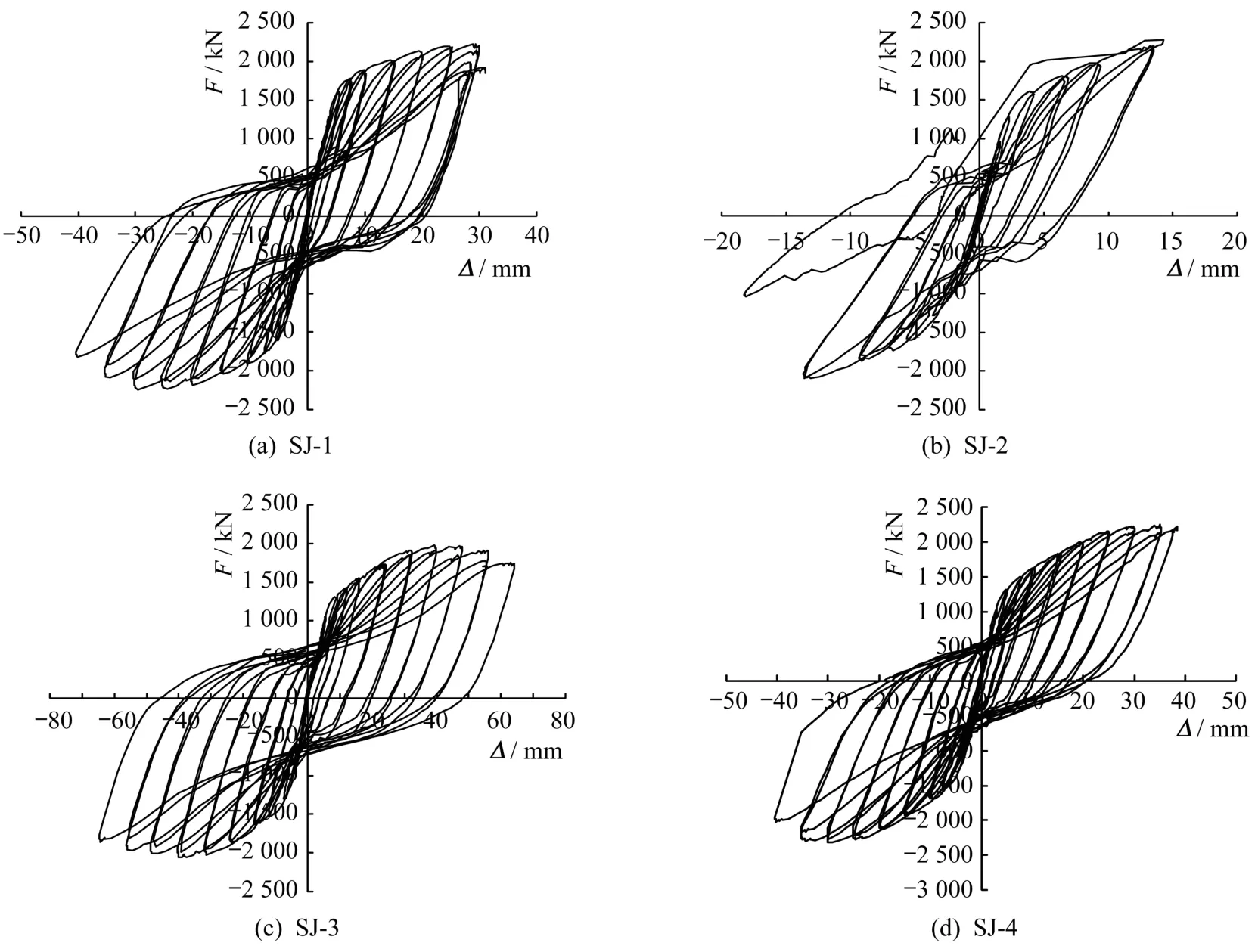
圖10 各試件滯回曲線Fig.10 Hysteretic curve of each specimen
2.3.3 骨架曲線
骨架曲線是每級荷載作用下構件滯回曲線的峰值點連接而成的包絡線,能反映結構在各階段的屈服強度、極限承載力等[9]。
如圖11所示,從骨架曲線可以看出:各試件在屈服荷載之前,荷載與位移成線性增長關系;屈服荷載之后表現出明顯的彈塑性特征;達到極限荷載之后,鋼板墻開裂,荷載降低。
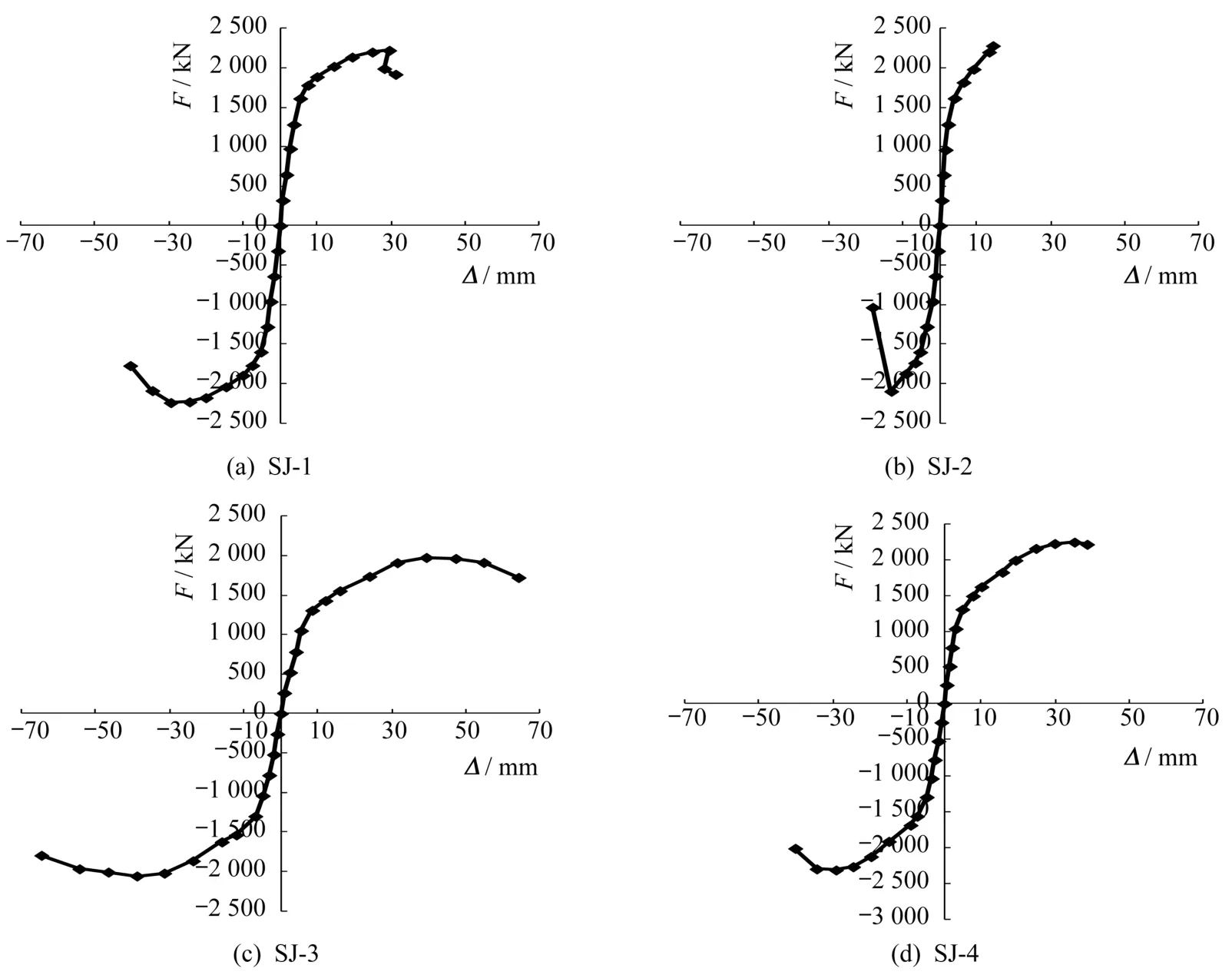
圖11 各試件骨架曲線Fig.11 Skeleton curve of each specimen
SJ-1與SJ-2、SJ-3與SJ-4的極限荷載對比,說明框架抗側剛度加大,極限承載力增加。SJ-1與SJ-3、SJ-2與SJ-4的極限荷載對比,說明寬高比增加可提高極限承載力。
2.3.4 承載能力
根據試驗結果提取各試件的屈服荷載分別為1 607 kN、1 608 kN、1 304 kN、1 309 kN。
SJ-1與SJ-2的屈服荷載對比,說明框架抗側剛度對屈服荷載影響較小。SJ-1與SJ-3、SJ-2與SJ-4的屈服荷載對比,說明鋼板墻的寬高比增加可提高屈服荷載。
依據設計要求和試件尺寸,計算各試件的抗剪承載力設計值分別為515 kN、515 kN、390 kN、390 kN。
試驗屈服荷載與抗剪承載力設計值對比,說明采用新工藝制作的加勁薄鋼板剪力墻,即使存在一定的初始變形,其抗剪性能可以滿足設計要求。
3 項目應用關鍵技術
3.1 鋼板墻模塊的制作與轉運
在前文所述新型制作工藝的基礎上,改進鋼板墻模塊,在工廠完成鋼板墻與上部H形鋼梁的拼接,利用鋼梁的剛度減少鋼板墻加工變形。改進的剪力墻模塊可以減少現場安裝吊次,減少現場焊接量,提高焊縫質量。
經過工藝試驗和面外變形測量統計,確定鋼板墻模塊整體焊接順序為:一個面的拼接焊縫→焊縫自然冷卻→角焊縫→鋼板與梁焊縫→鋼板墻翻身→另一個面的拼接焊縫→焊縫自然冷卻→角焊縫→鋼板與梁焊縫。焊接采用斷續焊,焊縫長度每400 mm間隔200 mm,最后補齊滿焊。

圖12 鋼板墻模塊Fig.12 Steel plate wall module
由于鋼板厚度較小,在轉運、堆放等過程容易因碰撞、擠壓等外界因素造成面外變形的增加。因此,剪力墻模塊的轉運、堆放均采用轉運架,使剪力墻模塊支撐在轉運架,且互相不接觸。每個轉運架與多個剪力墻模塊整體轉運,起到成品保護的作用。

圖13 整體運輸Fig.13 Integrated transportation
3.2 建筑構造
鋼結構住宅的保溫、隔音、防滲、防裂等使用功能的體驗很大程度上取決于建筑圍護體系[10-12]。
根據鋼板剪力墻室內、室外位置,分別采取干掛幕墻體系與裝配式裝修體系,以確保鋼板剪力墻位置的使用功能,建筑構造如圖14所示。
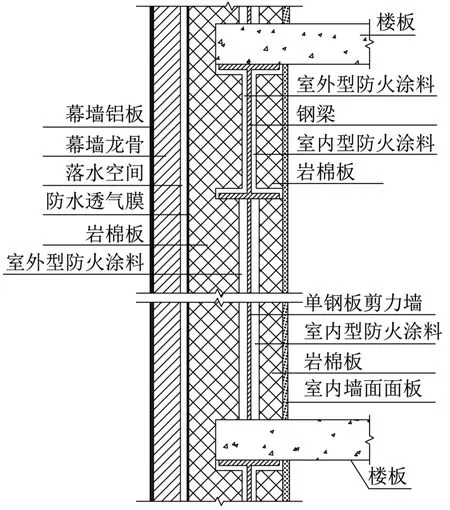
圖14 建筑構造圖Fig.14 Architectural structural drawing
鋼板剪力墻室內一側采用裝配式內裝,以干式施工工藝為主。內裝及管線等填充體與鋼結構分離,降低開裂、滲水風險,提高鋼結構住宅綜合品質。
鋼板剪力墻外立面以多道設防的原則設置防水構造,包括:
(1)幕墻鋁板——自身防水,板塊拼接位置具有防水對接節點,并涂裝防水膠。
(2)落水空間——幕墻鋁板與巖棉板之間的空間,水因重力作用在該空間下落,減少到達防水透氣膜的雨水量。
(3)防水透氣膜——減少墻體表面水的滲透。
(4)防水材料——鋼構件過焊孔等位置封堵。
(5)單鋼板剪力墻——無縫,自身防水。

圖15 裝配式內裝Fig.15 Prefabricated decoration
4 結語
結合工程實例,提出了一種加勁薄鋼板剪力墻的制作工藝,使加勁肋與鋼板剪力墻整體折彎成型,焊縫數量由3道減為2道,有效減小面外變形,減少制作工藝對加勁鋼板剪力墻厚度的限制,從而降低用鋼量和直接成本。

圖16 鋼板墻外立面建筑構造Fig.16 Steel plate wall facade construction
經過工藝試驗和抗剪性能試驗研究,表明新工藝制作的加勁薄鋼板剪力墻的承載能力高、耗能能力強,抗剪性能可以滿足設計要求。框架剛度的增加可提高其極限承載力,但對屈服荷載影響較小,高寬比的增加可提高鋼板墻的屈服荷載和極限承載力。
在新工藝的基礎上,對鋼結構住宅項目應用過程中的鋼板墻模塊制作與轉運、建筑構造等關鍵技術進行優化、改進,可供同類工程借鑒。
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24