某武器控制系統機箱漆面裂紋的工藝研究
2021-02-11 07:55:00孟金文彭代強蔡林宏杜金城楊炯昕
新技術新工藝 2021年12期
孟金文,彭代強,蔡林宏,杜 強,杜金城,楊炯昕
(中國兵器裝備集團自動化研究所有限公司,四川 綿陽 621000)
某武器系統是中國兵器裝備集團自動化研究所有限公司的一個重點項目,該項目中有三大系統,其中控制系統機箱承擔著該系統的監測和控制作用,是整個系統穩定運行的關鍵保障點。該機箱由于工作性能要求高,工作環境惡劣,須滿足散熱性能好、結構強度高和防腐能力強的要求。機箱在工作時,運行速率快,發熱量大,為保證機箱正常工作時間達到預期目標,在選用材料和結構設計時應充分考慮散熱情況。鋁合金的比熱容相比于鋼板更高,散熱更加出色[1],且更加輕巧便捷,故該機箱采用的材料為鋁合金(2A12)。機箱的工作環境通常是野外、海洋等極端惡劣的地方,為保證鋁合金機箱的結構強度和防腐能力達到設計使用條件,筆者按照GJB 150A—2009《軍用裝備實驗室環境試驗方法》中的相關條款進行高低溫工作實驗、高低溫存儲實驗、濕熱實驗以及振動、沖擊實驗來對其性能進行考核驗證[2]。進行振動實驗后,部分機箱噴漆面出現裂紋,影響機箱的防護性能和使用壽命。由于該產品屬于批量產品,后續還會生產,為解決質量隱患,保證產品的可靠性,項目改進小組決定對其進行工藝研究分析,解決該機箱漆面裂紋問題。
1 分析原因
機箱表面噴漆處理在現代軍工行業中廣泛應用。該機箱采用重防腐噴漆工藝,采用2道底漆2道面漆的方式,外表面噴燈塔牌油漆,內表面噴三防清漆,能夠有效提高產品的使用壽命[3],保證機箱能通過GJB 150.9A—2009《軍用裝備實驗室環境試驗方法 濕熱試驗》相關條款進行的10個循環周期,從而實現機箱的設計使用要求。影響噴漆質量和效果的因素有很多,裂紋是其中影響力最大的一種,而造成噴漆裂紋的原因包括原子灰質量、噴漆環境、固化劑用量、受力情況等[4]。項目改進小組仔細查看機箱噴漆面出現裂紋的位置時發現,裂紋都集中在機箱棱邊上,且主要在機箱的兩端口面,即箱口部位,約占95%的比例,剩余的裂紋出現在棱邊中部位置。為找出機箱棱邊產生裂紋的主要原因,大家集思廣益,認真分析,通過運用頭腦風暴法,從人、機、料、法、環5個方面認真梳理,并制定因果圖(見圖1)。

圖1 因果圖
分析可知,導致機箱棱邊產生裂紋的末端因素共有8個:1)噴漆者技能水平不足;2)噴漆者工作責任心差;3)裝配面板用力過大;4)漆膜材質不合格;5)機箱結構設計不合理;6)機箱噴漆工藝不合理;7)機箱焊接工藝不合理;8)裝配環境不滿足要求。
項目改進小組針對8條末端因素逐一進行要因確認,最終確定造成機箱棱邊產生裂紋的原因是機箱結構設計不合理和機箱焊接工藝不合理。
從機箱的軸側圖(見圖2)可以看出,該機箱結構件大概由3部分組成,機箱主體、左右把手安裝板、前面板。左右把手安裝板的安裝面與機箱主體和前面板均有接觸,從機箱主體中面板裝配位置圖(見圖3)和前面板示意圖(見圖4)可以看到,零件前面板的外形尺寸公差和裝配尺寸公差均為(427.5±0.2) mm,若機械加工和表面噴漆造成的尺寸偏差使總長度L前面板>L機箱主體,則會使得機箱主體承受左右把手安裝板對其施加的額外拉力,引起機箱主體的棱邊漆面開裂。

圖2 機箱軸測圖
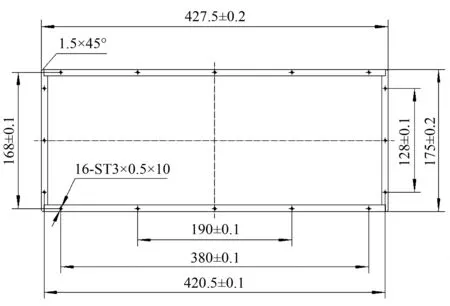
圖3 機箱主體中面板裝配位置圖

圖4 前面板示意圖
經查看,機箱主體的焊接工序內容為在每條棱邊打磨3處U型坡口,坡口長度約為20 mm,讓開螺釘孔(見圖5),由于機箱寬度只有384 mm,為減少焊接變形故每條棱邊焊接3處。復查圖樣和工藝發現,兩側螺釘距端面最近距離為29.5 mm,若機箱左右兩側受到較大沖擊力,則容易引起機箱噴漆面開裂。

圖5 機箱焊接示意圖
2 制定對策
針對上述分析得出的主要原因制定了對策表(見表1)。

表1 要因分析對策表
3 實施對策
在實際加工過程中,采用TRIZ物理矛盾分析法嚴格按照PDCA循環階段要求,根據選用的對策采取了相應的措施,具體實施如下。
對策一:優化結構設計。
設計人員通過綜合考慮機械加工、噴漆誤差可能造成的影響,在不影響功能和使用的前提下,將前面板的長度尺寸由(427.5±0.2) mm更改為(427±0.2) mm,同時工藝人員在編輯工藝卡片時,增加公差控制,確保間隙控制在合理范圍內。此措施消除了可能因長度L前面板>L機箱主體而造成的裂紋隱患。
對策二:優化加工工藝。
通過分析機箱主體的焊接工序,運用PDCA循環控制程序,優化焊接工序內容,通過試樣工裝,驗證焊接次數和尺寸[5-8],保證機箱滿足焊后變形量在設計公差范圍內。
在整改分析過程中,為保證實驗數據的準確性和可靠性,對機箱振動時受到的推力進行了如下計算:
Fomt=(Me+Mt)a
式中,Fomt是推力,單位為N;Me是振動臺運動部件的等效質量(見產品說明書),單位為kg;Mt是實驗載荷的質量,單位為kg;a是振動加速幅值,單位為g。
以計算的推力值為參考,利用有限元分析機箱的受力情況,通過模擬機箱在振動實驗時所受力矩的大小[9-10]來預估棱邊受到的最大沖擊力。根據最大沖擊力設定了3組對照實驗,自變量為每條棱邊增加焊接的數量、長度和位置,因變量為機箱變形情況、加工難易程度等。最后對實驗結果進行總結分析,從實驗效果和加工成本等方面綜合考慮,最終決定采用的改進方法為:在每條棱邊端口處增加2處長10 mm的U型坡口。
按照最終確定的改進方案,對機箱進行工藝驗證,嚴格按照生產流程,生產制造3臺機箱進行首件確認,經檢驗人員確認,3臺機箱全部通過振動實驗篩選,證明此改進方案可行有效。最后,對優化的加工工藝進行固化,便于后續批量生產。
4 效果檢查
經對機箱漆面裂紋問題開展工藝技術研究,將箱體的加工工藝進行優化后,經工藝驗證,機箱強度達到設計使用要求,在振動實驗的沖擊下,漆面不會受到破壞而起裂紋。后續多個批次的機箱加工完成后,進行振動實驗,未出現棱邊裂紋現象,全部合格,合格率達到100%,目標達成。
5 結語
本文通過開展工藝分析研究,利用因果圖法,找到機箱棱邊在振動實驗時產生裂紋的根本原因,采用屏障分析法將問題聚焦在機箱結構強度這個要因上,通過工藝驗證和首件確認等方式,制定了合理可行的工藝方案,最終機箱振動實驗合格率達到100%,縮短了生產周期,降低了生產成本。對類似問題的分析研究具有一定的參考價值。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年13期)2022-08-11 09:29:16
南大法學(2021年3期)2021-08-13 09:22:32
天天愛科學(2020年6期)2020-09-10 07:22:44
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
數學物理學報(2017年6期)2018-01-22 02:26:40
自然與文化遺產研究(2016年2期)2016-05-17 05:53:59
山西大同大學學報(社會科學版)(2015年6期)2015-01-22 07:22:22
建筑材料學報(2014年3期)2014-03-11 17:08:02
計算物理(2014年2期)2014-03-11 17:01:44
