成形磨齒齒面粗糙度的試驗(yàn)探究
2021-02-21 07:47:02曹榮青王炯束長林王明鏡王余松
機(jī)械工程師 2021年2期
曹榮青, 王炯, 束長林, 王明鏡, 王余松
(南京高速齒輪制造有限公司制造技術(shù)及過程控制處, 南京211123)
0 引言
磨齒加工目前仍是齒面淬硬后消除熱處理變形,并進(jìn)一步提高齒輪精度和改善齒面粗糙度的主要方法和途徑。成形磨齒機(jī)由于機(jī)床結(jié)構(gòu)簡單,方便操作和調(diào)整,且加工效率高、通用性強(qiáng),配備可修整砂輪時(shí)可以加工任意齒形的工件,加工齒形精度高而被廣泛采用。齒面粗糙度對承載能力和齒輪的抗點(diǎn)蝕、抗膠合和抗磨損能力有著很大的影響[1-2],甚至對齒輪的傳動精度也會有影響。加工制造過程中影響磨削表面粗糙度的因素很多,但總體上可歸納為砂輪表面形貌及磨削采用的加工參數(shù),而砂輪表面形貌依賴于金剛滾輪對砂輪的修整參數(shù)。關(guān)于磨削表面粗糙度的研究成果較多,大致分為理論研究模型、實(shí)驗(yàn)分析及預(yù)測模型[3];如王鳳娟等[4]對砂輪修整參數(shù)對磨削表面粗糙度的影響做了實(shí)驗(yàn)研究,但未提出成形磨齒齒面粗糙度受修整參數(shù)及磨削參數(shù)多方面因素影響的關(guān)系式。本文旨在探索成形磨齒表面粗糙度受各影響因素的變化規(guī)律,從定性再到定量研究,以形成一個(gè)磨齒表面粗糙度的預(yù)測模型。
1 磨齒加工齒面粗糙度的影響因素
成形磨齒法是根據(jù)待加工零件的齒形需求在機(jī)床上通過集成的金剛滾輪修整系統(tǒng)修出所需的砂輪形狀,并用修整成型的砂輪對齒面進(jìn)行磨削加工來獲得預(yù)期的齒面形狀。在齒面形成的表面紋理如圖1所示。
1.1 砂輪修整參數(shù)
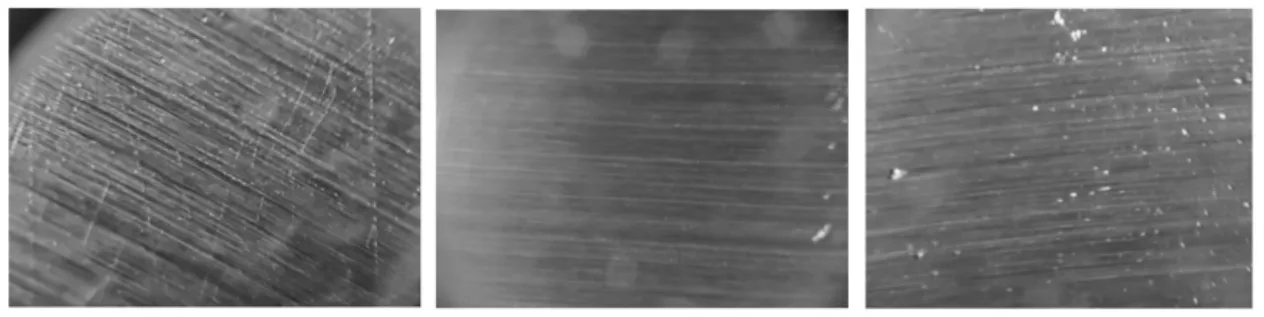
圖1 成形磨削齒面紋理放大圖
成形磨齒過程離不開金剛滾輪對砂輪表面的修整,以期獲得精確的砂輪形狀輪廓,并改善砂輪的切削性能。修整運(yùn)動由砂輪的旋轉(zhuǎn)運(yùn)動、金剛滾輪的旋轉(zhuǎn)及金剛滾輪相對砂輪的徑向和軸向移動構(gòu)成,修整過程包括修整進(jìn)給量ad、修整速度比qd及修整重疊比Ud共3個(gè)要素,如圖2所示。
1)修整進(jìn)給量。每次修整時(shí),為了將已經(jīng)鈍化的砂輪表面去除,并形成新的銳利的切削刃,滾輪相對砂輪表面沿徑向切入,即修整進(jìn)給量,用ad表示。
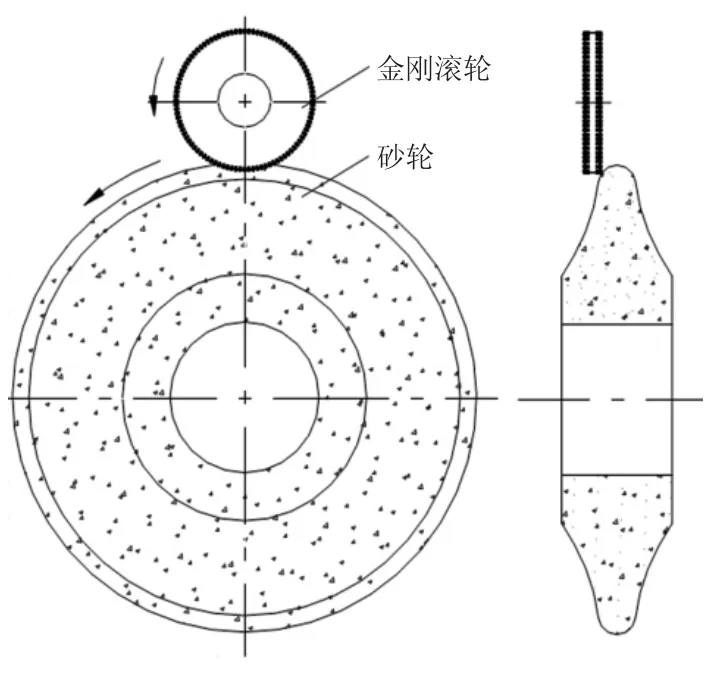
圖2 砂輪表面修整示意圖
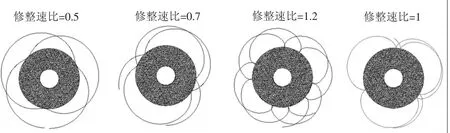
圖3 修整速比為正時(shí),滾輪軌跡線為外擺線
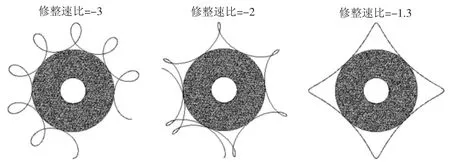
圖4 修整速比為負(fù)數(shù)時(shí),滾輪軌跡線較復(fù)雜
3)修整重疊比。在滾輪沿著輪廓做修整進(jìn)給時(shí),滾輪有效寬度(即接觸寬度)apd與修整過程滾輪沿砂輪軸向進(jìn)給fad之比,用Ud表示。
1.2 磨削加工參數(shù)
1)磨削進(jìn)給量。已經(jīng)完成表面修整的砂輪磨削齒面時(shí),砂輪徑向切入齒槽的深度,用ae表示。
2)磨削沖程速度。砂輪沿工件軸向運(yùn)動速度為磨削沖程速度,用vw表示。
3)砂輪線速度。砂輪速度為成形砂輪工作表面的線速度,用vc表示。
2 齒面粗糙度影響因素試驗(yàn)
為確定各因素對齒面粗糙度的影響,本文設(shè)計(jì)正交試驗(yàn)來定量研究磨齒粗糙度隨相關(guān)參數(shù)的變化規(guī)律。磨削試驗(yàn)的各參數(shù)取值為:ad取0.02、0.03、0.04、0.05、0.07 mm;qd取0.6、0.8、-0.5、-0.6、-0.8;Ud取1、2、3、4、5;ae取0.02、0.05、0.08、0.10 mm;vw取1000、1500、2000、3000 mm/min;vc取20、25、28、32、35 m/s。
上述參數(shù)按照如下搭配分別進(jìn)行齒面磨削,并測量齒面粗糙度,如表1所示。
3 成形磨削齒面粗糙度的數(shù)學(xué)模型的建立
采用擬合性能較好的冪函數(shù)來建立齒面粗糙度的理論模型為

式中:K為修正系數(shù);α、β、θ、γ、η、λ、μ分別為修整進(jìn)給量、修整速度比、修整重疊比、磨削進(jìn)給量、磨削沖程速度及砂輪線速度對齒面粗糙度的影響系數(shù)。
對式(1)兩端取對數(shù),得。修整速度比可在-1~1之間取。滾輪軌跡線如圖3、圖4所示。
lg Ra=lg K+α·lg ae+β·lg(1+qd)+θ·lg(1-qd)+γ·lg Ud+η·lg ad+λ·lg vw+μ·lg vs。
建立多元線性回歸方程:

對試驗(yàn)數(shù)據(jù)進(jìn)行多元線性回歸求得:
K =-0.9289;α =-0.2202;β =-0.273;θ =-0.5784;γ=-0.4898;η=0.0573;λ=0.2158;μ=-0.1798。
將各系數(shù)代入式(1)便得出粗糙度預(yù)測模型為
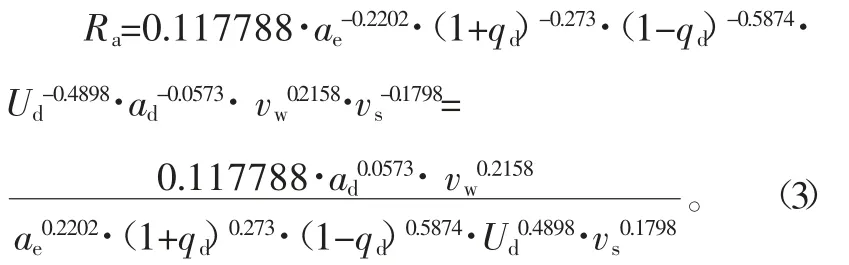
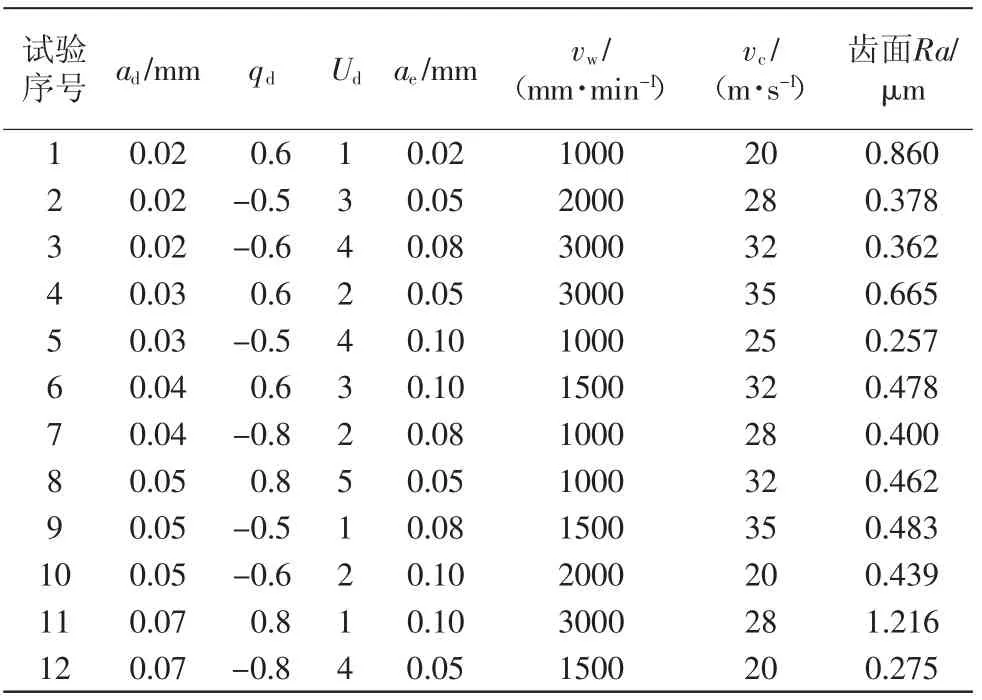
表1 試驗(yàn)參數(shù)及結(jié)果
4 回歸模型的顯著性檢驗(yàn)
上述模型還需經(jīng)過顯著性檢驗(yàn)來判定模型的可信賴度。
4.1 擬合優(yōu)度及回歸方程的顯著性檢驗(yàn)(采用F檢驗(yàn))

4.2 回歸系數(shù)的顯著性檢驗(yàn)
方程的總體線性并不能推出每個(gè)影響因素對齒面粗糙度的影響是顯著的,因而還需對各個(gè)影響因素進(jìn)行顯著性檢驗(yàn),采用F檢驗(yàn),檢驗(yàn)假設(shè)H0:bi=0(i=1,2,3,4,5,6,7),檢驗(yàn)統(tǒng)計(jì)量
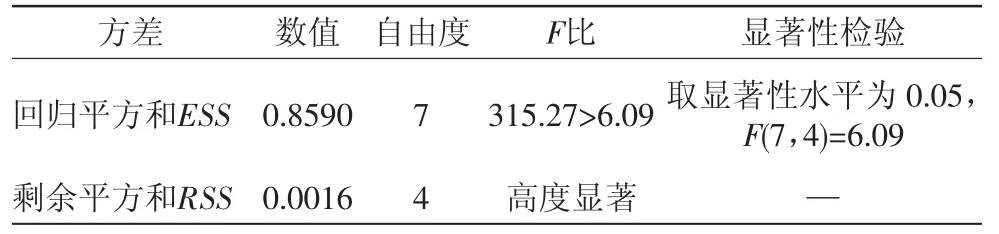
表2 回歸方程的F檢驗(yàn)及結(jié)果

其中:n=12為試驗(yàn)組數(shù);m=7為變量個(gè)數(shù);Cii為相關(guān)矩陣主對角線上第i個(gè)元素。
由表3可見,各影響因素對齒面粗糙度的影響顯著性成立,其中修整參數(shù)對齒面粗糙度的影響比磨削參數(shù)更為明顯,尤其是修整速度比及修整重疊比,其次為修整進(jìn)給量和磨削沖程速度。
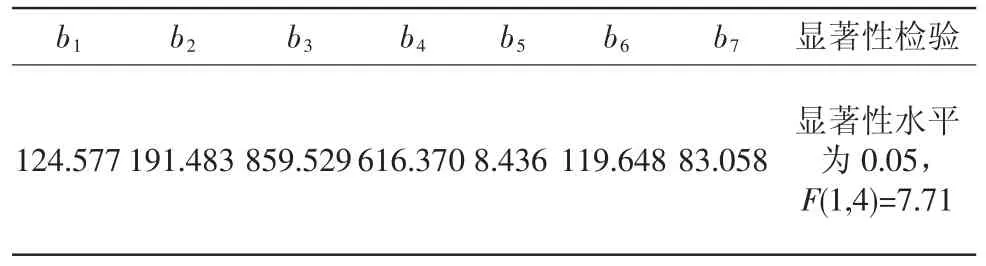
表3 回歸系數(shù)的F 檢驗(yàn)及結(jié)果
5 結(jié)論
本文從定性到定量分析了成形磨齒齒面粗糙度隨各影響因素的變化規(guī)律,建立了成形磨齒齒面粗糙度的數(shù)學(xué)關(guān)系式,然后對模型的可信度進(jìn)行假設(shè)檢驗(yàn),表明該模型具有高度顯著性,驗(yàn)證了模型的可靠性。研究表明,成形磨齒齒面粗糙度影響最大的是砂輪修整參數(shù),尤其是修整速度比和修整重疊比,其次是修整進(jìn)給量和磨削沖程速度,為了獲得較好的齒面粗糙度,精磨階段最后一次沖程宜采用負(fù)的修整重疊比及較高的修整重疊比,并降低沖程速度。