
大功率高速柴油機機體缸孔加工技術探析
2021-02-23 00:40:52王永義王志全韓斌
裝備維修技術 2021年26期
王永義 王志全 韓斌

摘 ?要:近年來,柴油機因其效率高、功率范圍大及能耗低的特點,在各型船舶和艦艇上的應用越來越廣泛,柴油機制造業在中國正處于良好的發展階段,但同時也面臨著很多挑戰。新材料、新技術、新工藝的開發與使用,增添了柴油機的活力,柴油機在船舶動力方面發揮的作用是無可代替的。本文結合國內柴油機產業發展現狀對缸孔加工定位方案進行了分析,并制定了缸孔精密加工技術應用方案,為柴油機產業的發展提供參考依據。
關鍵詞:船用柴油機;機體缸孔;加工;高速
1國內柴油機技術發展現狀及趨勢分析
現階段,我國已成為世界第三大造船大國,造船產量逐漸上升,對船用柴油機的需求也不斷增加。在發展過程中,學習國外柴油機先進技術的同時,柴油機制造工廠也進行了相應的改造,不斷健全工廠的基礎設施,更新了一大批先進的工藝設備,還培養了一批先進技術人才,豐富他們對先進設備的使用和操作經驗,并加強質保管理系統,為我國今后自主生產研制新設備打下堅實基礎。目前,在各高等院校、設計院所及制造企業三方合力作用下,通過大量實驗和研究,研制出符合要求的新型船用柴油機產品,已取得顯著成效[2]。
我國船用高速柴油機的發展趨勢主要包括以下幾個方面:⑴在引進產品方面,目前我國在工藝研究、設計方面的經濟投入少,導致引進的機型多、批量少。應該把投入集中到幾個機型上,新研制的產品應能軍民兼用、一機多用、主輔機通用,形成系列,重點發展工藝研究,提高國產率。同時,加速產品更新換代,在國外技術中提取精華,提高國產機的檔次,使我國國產柴油機制造業邁上一個新的臺階[3]。⑵進一步提高Pe、降低ge,同時要能滿足燒重油及排放的要求。⑶改變過去傳統的生產體系,加速專業化大生產體系建設,向現代化生產體系發展,以使主機廠集中精力擴大產品用途和提高整機產品質量,占領市場并推向海外。⑷持續貫徹落實引進、創新、吸收、消化、開發的政策。
2 缸孔加工定位方案分析
2.1 選擇定位基準原則
六點定位準則即限制工件在直角坐標系中的6個自由度,是工件定位的基本原理。要想使夾具中工件處于正確位置,必須遵循六點定位準則。定位準則應結合實際情況為保證工件安裝可靠度和加工精度而制定,定位基準滿足以下原則:
⑴基準統一。盡量統一工序間定位基準,能簡化工藝設計,以減少損失,降低夾具成本。⑵基準重合。基準不重合,產生誤差會影響柴油機使用感受,因此定位基準與設計基準應盡量重合。⑶自為基準。對于一些加工余量相對較小且均勻的工序,定位基準可選擇加工表面本身。⑷裝夾優化。盡量使工件操作簡單,定位方便,安裝穩固,夾具結構簡便。⑸互為基準。對于兩個位置精度要求較高的表面,兩個面可互相做為基準反復加工。
2.2 缸孔加工定位基準方案選擇
現階段,高速柴油機機體缸孔加工定位方案有兩種。
方案一,由機體曲軸孔約束四個自由度,其余兩個自由度由機體底面和機體其中一個斷面約束,實現柴油機機體定位。
方案二,由機體底面約束三個自由度,其余三個自由度由底面上兩個定位孔限制實現柴油機機體定位。
在表1中對以上兩種定位方案做比較。以定位基準原則選擇角度上看,方案二的定位基準不符合基準統一原則,裝夾操作煩瑣,且夾具結構復雜,但可消除基準不重合誤差,使設計基準與定位基準重合,加工精度好。方案一的定位基準與設計基準不重合,結構簡單,操作方便,但其定位基準與其它工序定位基準實現統一,且該定位技術方式成熟。
綜合分析:方案一經濟成本高,一般僅用于精度要求較高的中、小型高速柴油機機體加工中,應用較少;方案二經濟實用,普遍應用于各種柴油機機體加工中,應用范圍較廣。
3大功率高速柴油機機體缸孔加工技術應用
3.1 缸孔加工操作規范
缸孔精密加工設備加工中心分為立式和臥式兩種,這里以臥式加工中心為例,并配有分度精度為0.001°的回轉工作臺。
編程零點的設定:首先通過杠桿百分表確定正夾具垂向定位工作面,為Y方向編程零點,然后確定正縱向定位裝置工作面,設定為X方向編程零點。曲軸孔自定心裝置在旋緊螺桿的作用下膨脹固定在曲軸孔內,兩個曲軸孔自定心裝置各跨曲軸孔兩檔,從機體穿入曲軸孔中。將夾具斜面方向朝向機體底面吊裝到夾具上,使曲軸孔自定心裝置兩個脹芯的外表面分別落在夾具兩端定位裝置的垂向工作面上。旋轉夾具一端釘緊螺釘,安裝壓緊裝置進行預壓緊,壓緊所有壓板,保證夾具斜向定位裝置的工作面與機體底面貼合,同時確保夾具左端縱向定位裝置的工作面與機體左端面與貼合。用0.02 mm塞尺對所有定位裝置工作面與機體的貼合情況進行檢查,若塞尺能塞入,則檢驗不合格需松開壓板重新進行安裝。最后利用杠桿百分表確定正曲軸孔自定心裝置脹芯外圓柱面,即為Z方向編程零點。通過微調機床回轉工作臺的角度,對兩個曲軸孔自定心裝置進行找正。缸孔加工時,先完成一列缸孔的加工,拆卸工件,將機體掉頭,重復以上步驟,完成另一列缸孔的加工[4]。
3.2 曲軸孔自定心裝置
曲軸孔自定心裝置包括前端蓋、后端蓋、脹套、脹芯、螺桿、圓柱銷等,如圖1所示。前端蓋、后端蓋通過螺桿與脹芯連接,設置在脹芯兩端。脹套為圓環狀,分別設置在脹芯兩端的圓錐面上,其內徑設置為圓錐面與脹芯兩端圓錐面相配合。脹芯為圓柱體,其兩端呈圓錐狀。曲軸孔自定心裝置工作時,應在曲軸孔中穿入曲軸孔自定心裝置,將自定心裝置跨曲軸孔兩檔,使螺桿旋緊,直到裝置膨脹固定在曲軸孔內,達到自定心的目的,并起到消除孔徑誤差的作用。
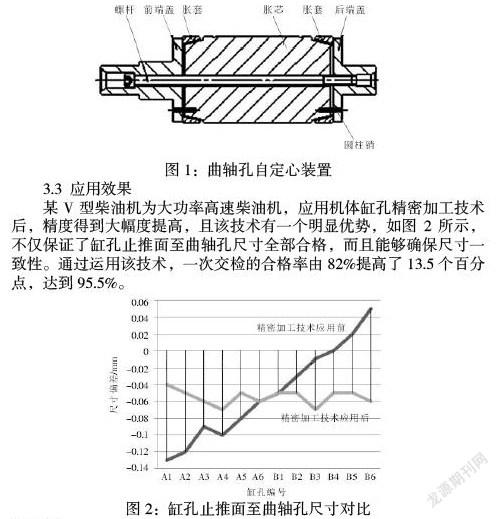
3.3 應用效果
某V型柴油機為大功率高速柴油機,應用機體缸孔精密加工技術后,精度得到大幅度提高,且該技術有一個明顯優勢,如圖2所示,不僅保證了缸孔止推面至曲軸孔尺寸全部合格,而且能夠確保尺寸一致性。通過運用該技術,一次交檢的合格率由82%提高了13.5個百分點,達到95.5%。
4結語
工藝方案改進后,在大功率高速柴油機中應用機體缸孔加工技術,不僅保證了加工精度,還帶來很高的經濟效益。此外,本文按V型系列柴油機最長機體設計夾具,設計的夾具具有多功能性的特點,在更換曲軸孔自定心裝置的條件下,可兼顧與該系列機體形狀相似、大小相近的機體缸孔加工;夾具還具有成組性的特點,在調整縱向頂緊裝置位置的前提下,可兼顧全系列機體缸孔加工,在降低機體返修率的基礎上大幅度提高了生產效率。
參考文獻:
[1]魯晨光,任良敏,高超,楊剛.大型復雜V型系列柴油機機體的共性特征研究[J].鑄造,2020,69(07):692-697.
[2]趙悅光,晁革新,陳曉龍,衛蓉,田逢甲.柴油機機體鑄造工藝的優化研究[J].熱加工工藝,2015,44(21):88-90.
