浮體生產(chǎn)裝置重量控制建造系數(shù)的量化統(tǒng)計方法
2021-02-24 01:46:36萬秀林王瑞平劉俊斐
海洋工程裝備與技術(shù) 2021年2期
關(guān)鍵詞:模型
萬秀林, 王瑞平, 劉俊斐, 劉 存
(海洋石油工程(青島)有限公司,青島 266520)
0 引 言
隨著海洋油氣工業(yè)朝著深水和超深水未勘探開發(fā)地區(qū)進(jìn)軍,復(fù)雜的海洋工程結(jié)構(gòu)物,尤其是浮體生產(chǎn)裝置,在建造過程中的重量和重量分布是結(jié)構(gòu)物海上安全、安裝、生產(chǎn)過程的重要控制參數(shù)。
以往有關(guān)建造過程中的重量控制的研究,多從重量控制總體原則[1]、控制措施[2]等方面進(jìn)行解讀。在重量、重心統(tǒng)計計算方面,以理論重量、重心計算的研究較多[3],在誤差、變量等研究領(lǐng)域,國內(nèi)高校提出過公差分布,并通過數(shù)理統(tǒng)計及尺寸鏈原理推導(dǎo)過重量、重心控制方法[4],但對于建造過程中重量變量的實質(zhì)性梳理及統(tǒng)計,未見有系統(tǒng)性的成果。
在重量計算環(huán)節(jié)中,建造過程中的重量誤差一直是難以精確統(tǒng)計的一環(huán)。國內(nèi)外造船及海洋工程行業(yè),常采用固定系數(shù)的方式,對相應(yīng)的理論重量進(jìn)行一定比例疊加,進(jìn)而得出最終估算重量,并以重量報告的方式反饋。但在工程實踐中,不同的工廠、環(huán)境、材料供貨狀態(tài)、焊接工藝、施工習(xí)慣等,都會對重量誤差產(chǎn)生不同程度的影響,固定系數(shù)的選取也無定式可循。
在陵水17-2半潛式生產(chǎn)平臺船體建造過程中,依托良好的管理流程和三維設(shè)計軟件,首次在浮體生產(chǎn)裝置的重量控制工作中,將建造過程中的重量系數(shù)進(jìn)行了量化統(tǒng)計,并取得了優(yōu)異的成果。
1 重量控制建造系數(shù)的定義
重量控制建造系數(shù)也可稱為建造不確定系數(shù),是指用于覆蓋在建造過程中必然發(fā)生且無法通過設(shè)計圖紙進(jìn)行理論統(tǒng)計的重量,而設(shè)置的用于理論重量加成的一種系數(shù)。
設(shè)置此系數(shù)的目的是將設(shè)計工作中無法統(tǒng)計的建造誤差納入重量預(yù)估的范圍,確保重量報告中重量估值的真實性及準(zhǔn)確性。此系數(shù)涉及的重量單元主要包括鋼板正公差、焊接材料、油漆等。
2 重量控制建造系數(shù)的量化統(tǒng)計
重量控制建造系數(shù)用量化計算方法,替代固定系數(shù)的方法,是陵水17-2項目船體建造過程重量控制工作的主要創(chuàng)新點。其核心工作是結(jié)合三維模型數(shù)據(jù)、鋼板測厚值匹配設(shè)計分布、焊接物理量及油漆工作量等數(shù)據(jù),將建造階段的各類重量誤差進(jìn)行量化統(tǒng)計。
2.1 鋼板厚度公差系數(shù)統(tǒng)計
在浮體生產(chǎn)裝置中,鋼板重量在平臺整體重量中占比最大,特別是在船體部分,鋼板重量一般占船體總重量的80%以上。所以,鋼板的厚度公差能直接影響整個平臺重量控制報告中數(shù)據(jù)的準(zhǔn)確性。對鋼板重量的厚度公差做到準(zhǔn)確統(tǒng)計,對平臺整體重量控制的準(zhǔn)確性將起到基礎(chǔ)作用。以往的研究中也提到板厚偏差統(tǒng)計的重要性[1]。
鋼板厚度公差的量化統(tǒng)計主要流程包括: 設(shè)定鋼板測厚數(shù)據(jù)庫,現(xiàn)場測厚并記錄數(shù)據(jù),測厚數(shù)據(jù)與設(shè)計分布比對并返回重量報告。
2.1.1 設(shè)定鋼板測厚數(shù)據(jù)庫
根據(jù)船體結(jié)構(gòu)設(shè)計圖紙及零件清單,可以推導(dǎo)出各類板厚的鋼板重量分布及占比,再結(jié)合對應(yīng)鋼板的數(shù)量,依此設(shè)定鋼板測厚數(shù)量。
鋼板測厚工作需遵循以下原則:
(1) 需覆蓋設(shè)計圖紙中所有板厚。
(2) 建議對所有到貨鋼板均進(jìn)行板厚測定;如條件不允許,則要求對每種板厚的測厚板的數(shù)量進(jìn)行重點識別,對板厚占全船比例較大的(超過10%),測厚比例不低于90%,板厚總重不超過10%的,測厚比例不低于70%。
以陵水17-2船體某區(qū)域為例,按照詳細(xì)設(shè)計圖紙及材料清單,各板厚重量占比如表1所示。
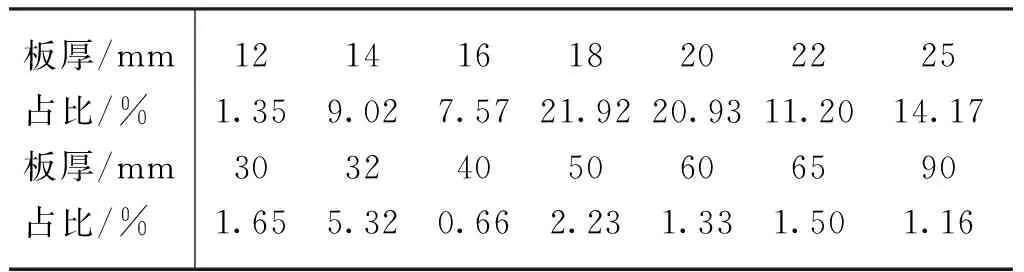
表1 陵水17-2船體某區(qū)域各板厚重量占比Tab.1 Weight percentage of plate thickness in a certain area of Lingshui 17-2 hull
根據(jù)分析,此區(qū)域內(nèi)18 mm、 20 mm、 22 mm及25 mm此四類板厚的設(shè)計重量,占此區(qū)域主結(jié)構(gòu)重量比例約為68%。
因此,質(zhì)檢人員在進(jìn)行材料驗貨、材料確認(rèn)等工序中,需盡量將全部鋼板進(jìn)行測厚并記錄。若因不可控制原因無法全部進(jìn)行測厚的,則對占比較大的18 mm、 20 mm、 22 mm及25 mm此四類鋼板,要求測厚的鋼板數(shù)量占相應(yīng)厚度鋼板總數(shù)的比例至少達(dá)到90%,其他厚度的鋼板,測厚比例至少達(dá)到70%。
2.1.2 現(xiàn)場測厚并記錄數(shù)據(jù)
現(xiàn)場測厚時需注意以下2個方面:
1) 鋼板測厚方法需滿足相關(guān)規(guī)范的要求
以入級ABS的陵水17-2半潛式生產(chǎn)平臺為例,根據(jù)ABS標(biāo)準(zhǔn)Rules for Materials and Welding Part 2中鋼板厚度的測定要求[5],鋼板測厚人員需針對原材料鋼板或切割板材,區(qū)分測量方法,在圖1中規(guī)定的位置測量厚度。厚度測量可采用自動或手動方法。測量程序和測量記錄應(yīng)提供給驗船師。
2) 數(shù)據(jù)記錄需完整
數(shù)據(jù)記錄需至少包含材料名稱、理論板厚、理論板尺、材質(zhì)、理論重量、鋼板爐批號以及9組測厚數(shù)據(jù)信息。其中,爐批號用于出現(xiàn)個別板厚誤差不滿足要求時的同一爐鋼材或同一批次鋼材的擴展調(diào)查。
2.1.3 數(shù)據(jù)比對返回重量報告
1) 測厚樣本數(shù)據(jù)分析
根據(jù)檢驗人員完成的鋼板測厚記錄表,在樣本足夠的情況下,可以獲取每一類板厚的平均板厚及增重比例。
例如,某項目根據(jù)測量數(shù)據(jù)累計,12 mm厚鋼板共測厚293張,有效測厚數(shù)據(jù)293組,樣本數(shù)量足夠,經(jīng)計算得出平均厚度為12.157 2 mm。據(jù)此可以推算出,在本項目的鋼板供貨狀態(tài)下,全船12 mm厚的鋼板增重比例約為0.157 2/12=1.31%。
2) 數(shù)據(jù)回歸重控報告
在重控報告中,各類板厚對總重的加成一般都體現(xiàn)在數(shù)據(jù)表中,數(shù)據(jù)可以追溯至設(shè)計材料表。各個板厚重量單項根據(jù)測厚樣本數(shù)據(jù),逐個增加板厚誤差增重比例,即可形成完整的鋼板正公差系數(shù)回歸。
以陵水17-2平臺船體為例,某局部區(qū)域共有8個分段,此區(qū)域板厚分布為12~65 mm,共計13種板厚。根據(jù)13種板厚的測厚數(shù)據(jù)樣本,可以得出上述每種板厚的增重系數(shù),即鋼板正公差帶來的建造系數(shù),如表2所示。
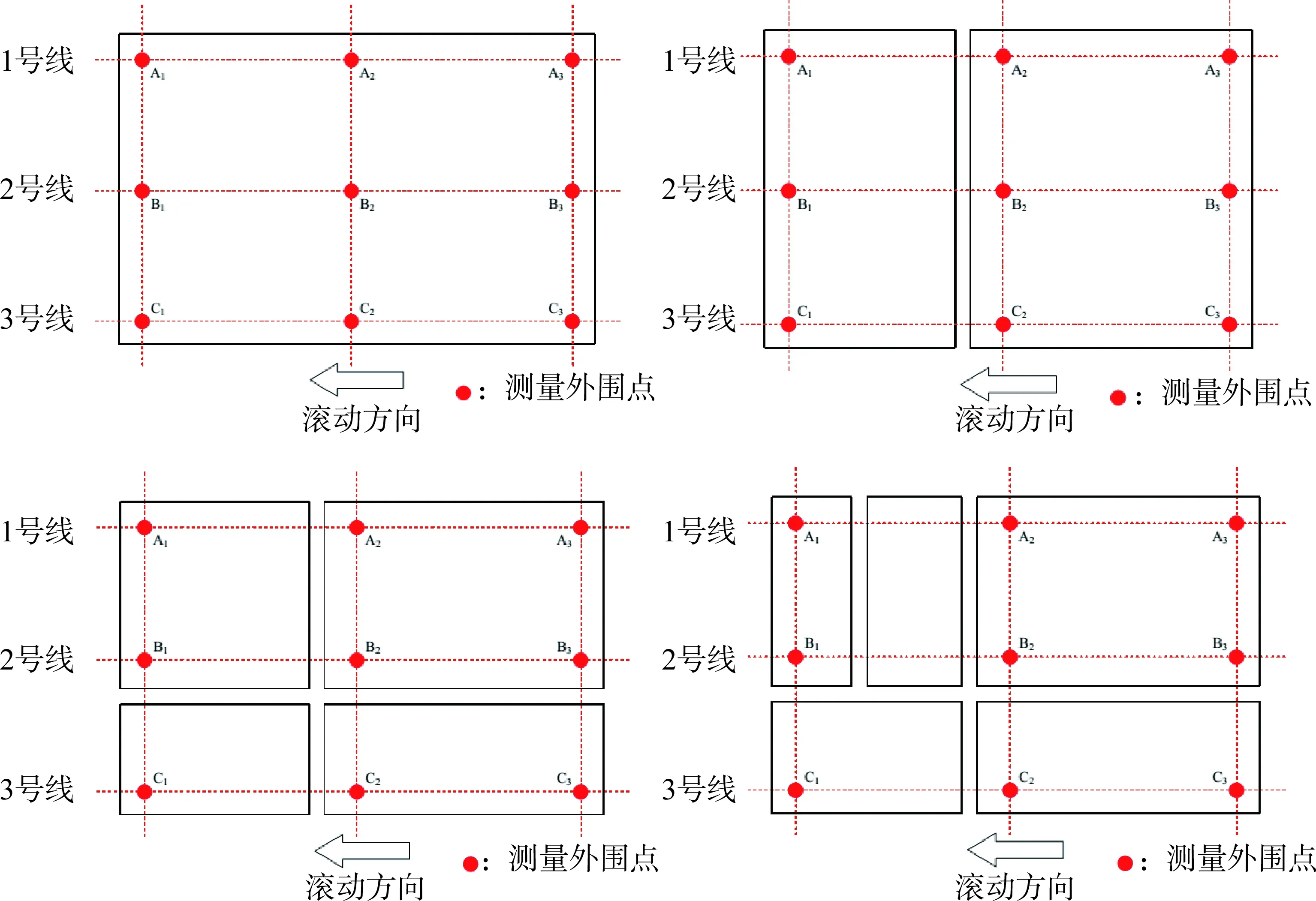
圖1 鋼板測厚點位置Fig.1 Locations of thickness measuring points on steel plates說明: (1) 如圖1所示,從1號線、2號線或3號線中至少選擇兩條線,并在每條選定線上至少選擇3個點進(jìn)行厚度測量。如果每條線上的點數(shù)超過3個,則每條線上的點數(shù)應(yīng)相同。測量位置適用于直接從一塊板坯或鋼錠軋制的產(chǎn)品,即使該產(chǎn)品稍后將由制造商切割。圖1也顯示了與后期切割產(chǎn)品相關(guān)的原始測量示例。(2) 對于自動測量,測量外圍點應(yīng)位于距離邊緣10~300 mm的位置。(3) 對于手動測量,測量外圍點應(yīng)位于距離邊緣10~100 mm的位置。

表2 鋼板測厚數(shù)據(jù)推算得出的增重系數(shù)Tab.2 Construction allowance calculated from plate thickness measurement data
依據(jù)此數(shù)據(jù),結(jié)合分段中每種板厚的理論重量,加權(quán)得出每種板厚的增重重量,進(jìn)而得出8個分段的板厚公差系數(shù),如表3所示。以此類推可以得到全船的板厚公差系數(shù)。
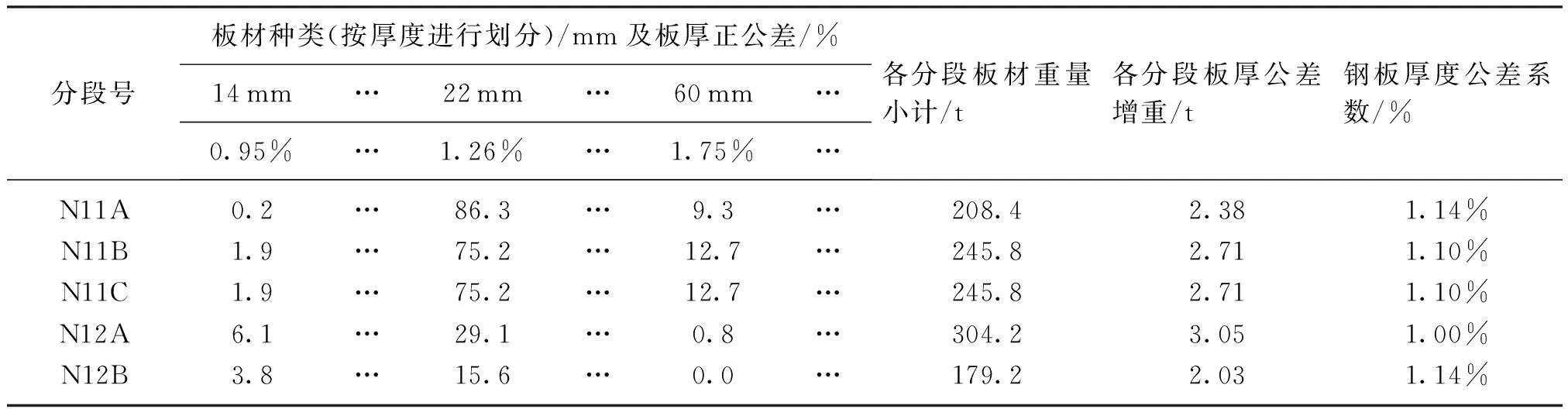
表3 陵水船體項目部分分段板厚公差系數(shù)Tab.3 Construction allowance from plate thickness tolerance of Lingshui 17-2 hull
2.2 焊接重量系數(shù)統(tǒng)計
在常規(guī)做法中,焊接工作帶來的重量誤差多采用統(tǒng)一估算系數(shù)的方式,例如國內(nèi)部分船廠,一般取2%作為固定系數(shù)代入重量控制報告進(jìn)行統(tǒng)計。
依托陵水17-2船體區(qū)域的生產(chǎn)設(shè)計三維模型,錄入焊道有關(guān)信息,實現(xiàn)了自動輸出焊接物理量清單,進(jìn)而得到真實統(tǒng)計的焊材填充重量。
2.2.1 三維模型中坡口信息和焊接信息的錄入
在船體生產(chǎn)設(shè)計開始之前,根據(jù)項目焊接工藝、坡口詳圖,提前設(shè)置好坡口代碼和焊接工藝代碼,錄入三維模型建模數(shù)據(jù)庫。代碼設(shè)置完成后,在生產(chǎn)設(shè)計三維模型建立過程中,所有的坡口及焊接信息全部錄入船體三維模型。
2.2.2 輸出焊接物理量文件
根據(jù)三維模型中已經(jīng)錄入的坡口及焊接信息代碼,可以直接生成焊接物理量文件。此文件包含焊道工位、裝配名稱、焊接方式、焊接接頭類型、焊接姿態(tài)、焊接長度、理論焊材消耗重量等信息。根據(jù)以上信息,可以對不同接頭類型、不同焊道工位的焊接長度、耗材重量進(jìn)行準(zhǔn)確統(tǒng)計,如表4所示。
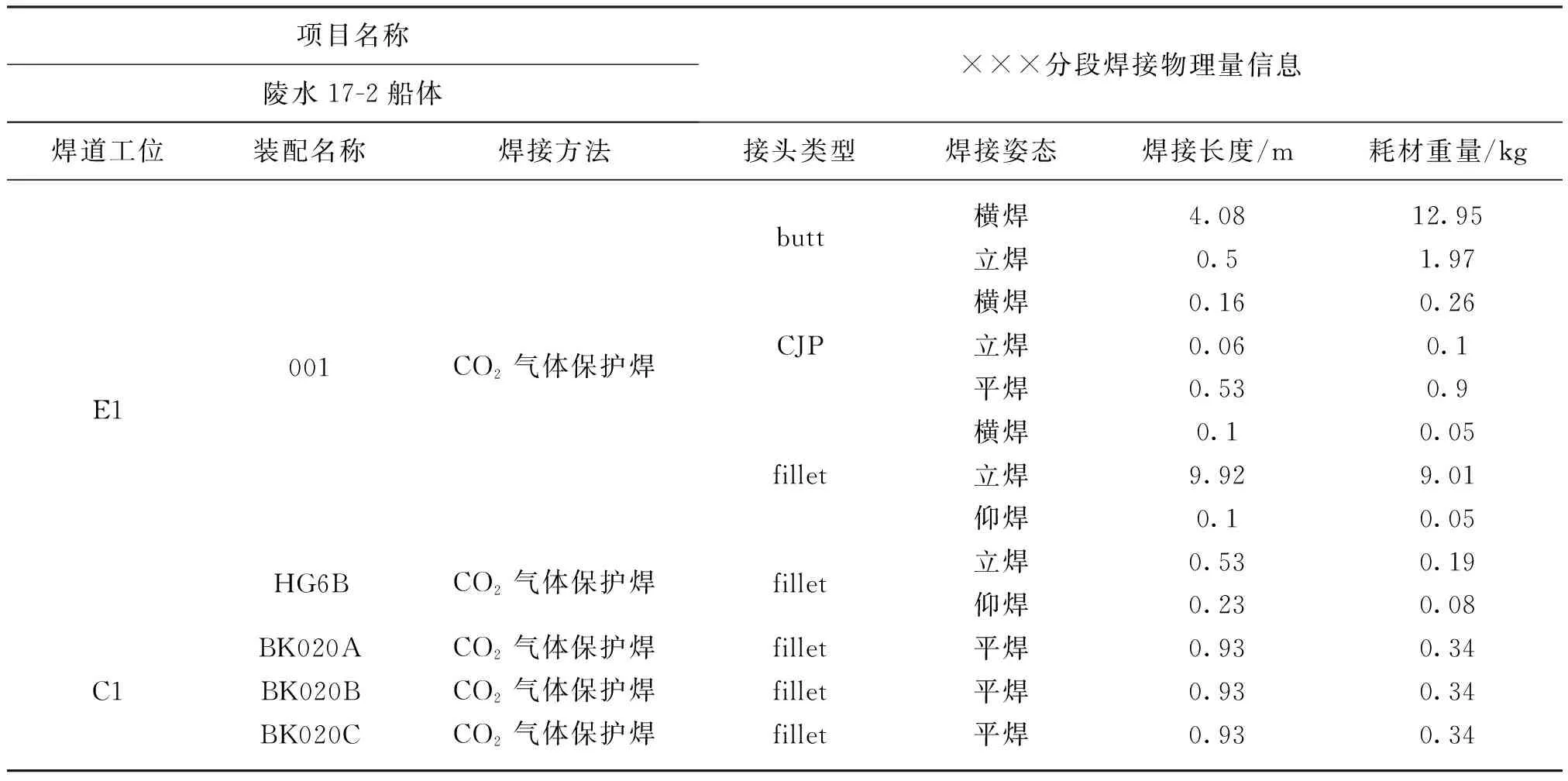
表4 焊接物理量Tab.4 Schematic diagram of physical quantity of welding
2.2.3 數(shù)據(jù)返回重量報告
得到焊接物理量的所有信息后,再根據(jù)模型中各類焊道的三維數(shù)據(jù)信息,可以得到每個分段不同焊材所有重量的集合,進(jìn)而得出每個分段的焊材重量和焊接重量系數(shù),各分段焊材重量如表5所示。
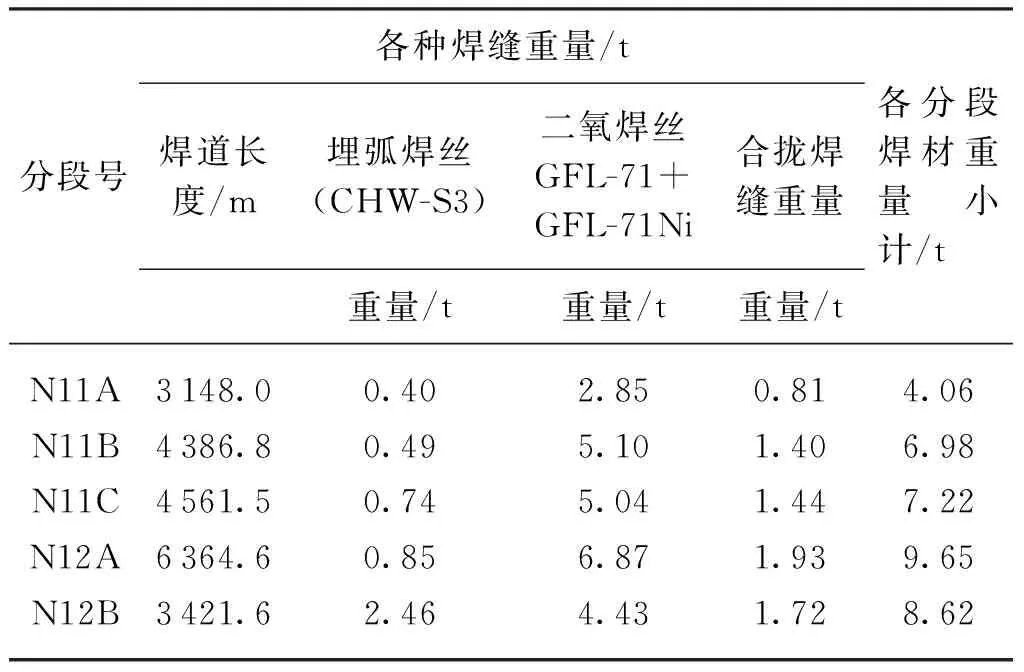
表5 各分段焊材重量統(tǒng)計Tab.5 Weight statistics of welding materials in some hull blocks
2.3 油漆重量系數(shù)統(tǒng)計
在重量控制統(tǒng)計工作中,有些項目油漆重量作為一個重量單元單獨計算的,有些項目則是結(jié)合在各專業(yè)重量中,以油漆重量系數(shù)的形式進(jìn)行統(tǒng)計。
由于在陵水17-2船體項目中,鋼結(jié)構(gòu)重量占絕大部分,其油漆重量的組成與相應(yīng)區(qū)域的結(jié)構(gòu)類型和油漆配套息息相關(guān),因此本方法針對油漆以系數(shù)體現(xiàn)的方式進(jìn)行量化統(tǒng)計。
2.3.1 油漆配套錄入三維模型數(shù)據(jù)庫
在三維模型的數(shù)據(jù)庫中,提前錄入油漆配套,利用船體三維設(shè)計軟件的報表功能,在船體生產(chǎn)設(shè)計階段,提前將零件的油漆配套組成,根據(jù)區(qū)域內(nèi)的防腐設(shè)計進(jìn)行錄入,從而得到油漆MTO文件。
該文件包括以下信息: 此文件包含了零件號、所在分段、零件材質(zhì)、零件面積、涂裝面積、涂層系統(tǒng)等信息。根據(jù)以上信息的報表,可以對不同分段、不同類型的結(jié)構(gòu)件進(jìn)行油漆工作量統(tǒng)計,如表6所示。
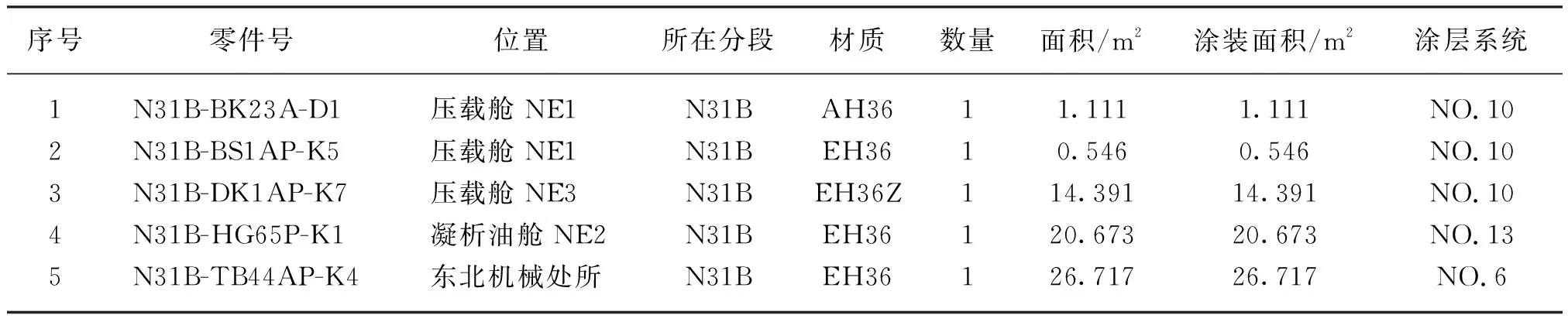
表6 依托三維模型的油漆工作量清單Tab.6 Schematic diagram of paint workload
2.3.2 計算油漆重量
依據(jù)模型提取的油漆工作量清單,可以統(tǒng)計每個分段的油漆用量,結(jié)合一定的損耗系數(shù),可以得出每個分段各個油漆配套的重量,進(jìn)而得出每個分段的油漆總重和油漆重量系數(shù),油漆重量統(tǒng)計如表7所示。
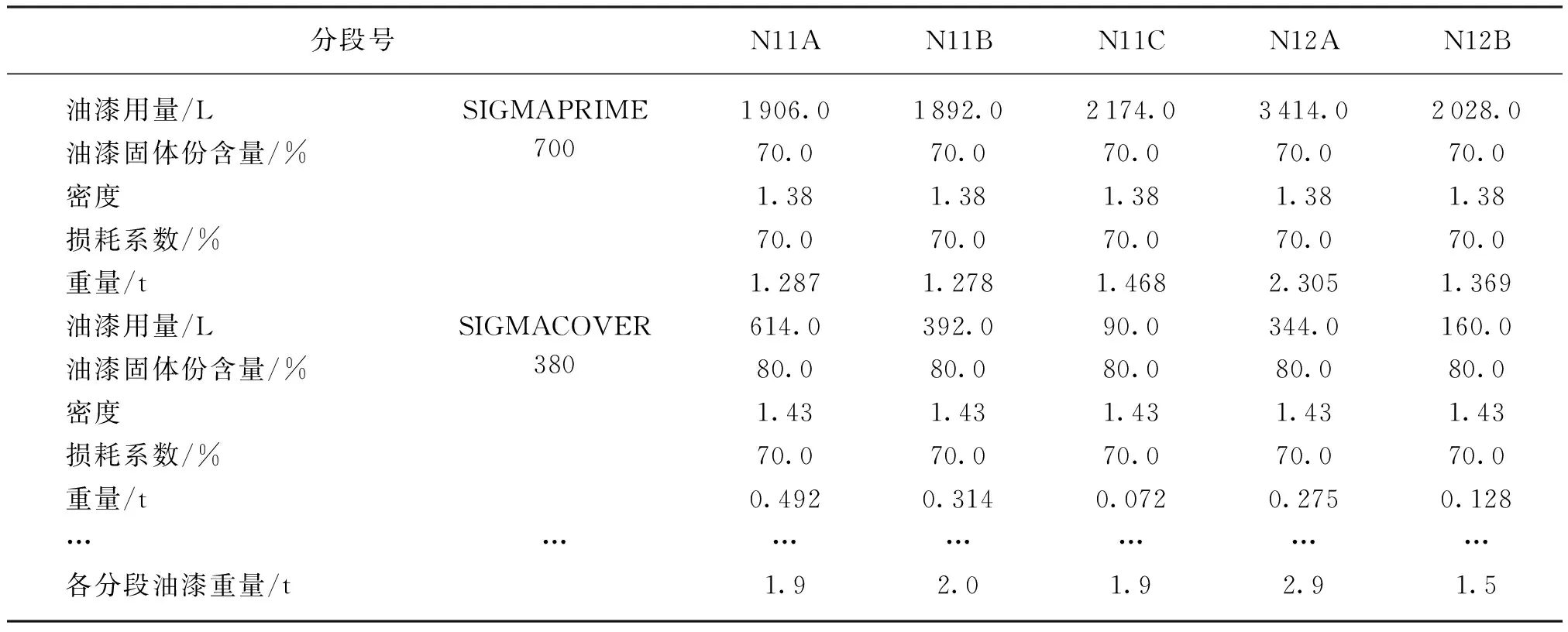
表7 各分段基于零件噴涂面積的油漆重量準(zhǔn)確統(tǒng)計Tab.7 Accurate statistics of paint weight
3 重量控制建造系數(shù)的匯總及回歸
根據(jù)上述3類主要建造系數(shù)的量化統(tǒng)計的結(jié)果,每一類都代入重量報告,可以得到每種建造系數(shù)對應(yīng)的增重重量,以及匯總后的整體重量控制建造系數(shù)。最終得到重量控制建造系數(shù),加到船體干重后,便可得到船體凈重。
在陵水17-2船體項目中,通過此方法,成功獲得了該半潛式生產(chǎn)平臺船體在建造過程中的重量控制建造系數(shù),如表8所示,并最終將各項誤差系數(shù)回歸至重量控制報告。
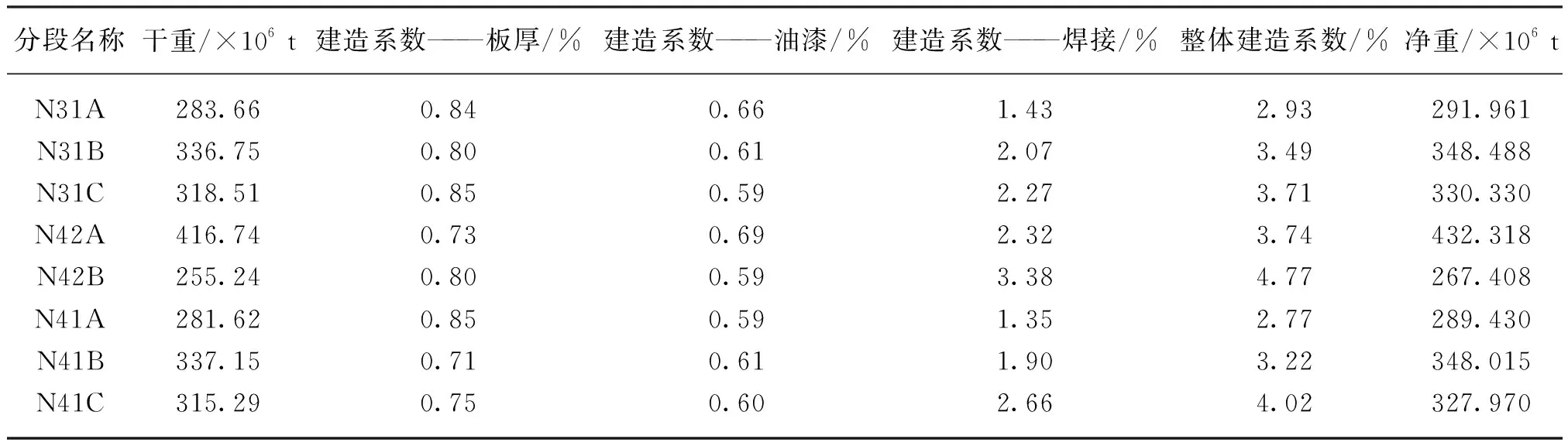
表8 陵水17-2船體重量控制報告(節(jié)選)Tab.8 Weight control report of Lingshui 17-2 hull
4 重量控制建造系數(shù)的驗證
為了核對重量控制工作中的統(tǒng)計方法和系數(shù)選用的準(zhǔn)確程度,保證統(tǒng)計方法、系數(shù)選取的科學(xué)性和適用性,在陵水17-2項目中,通過3次建造過程中的總段稱重,對建造系數(shù)進(jìn)行充分驗證。
稱重過程選取了底部浮筒區(qū)域和立柱區(qū)域的3個總段,兼顧了不同區(qū)域、不同板厚/艙室特點,并通過2種不同稱重工具進(jìn)行差異化驗證(見表9、圖2~圖4)。

圖2 現(xiàn)場過程稱重方式Fig.2 On site weighing methods

圖4 現(xiàn)場過程稱重結(jié)果2Fig.4 On site weighing result 2
結(jié)果顯示,3次過程稱重,利用本文中的量化統(tǒng)計方法及重量系數(shù),得出的計算重量與實際稱重結(jié)果相比,最大偏差僅為1.07%,特別是對于稱重環(huán)境更穩(wěn)定的液壓重載車稱重方式,偏差僅為0.5%左右(見表10)。
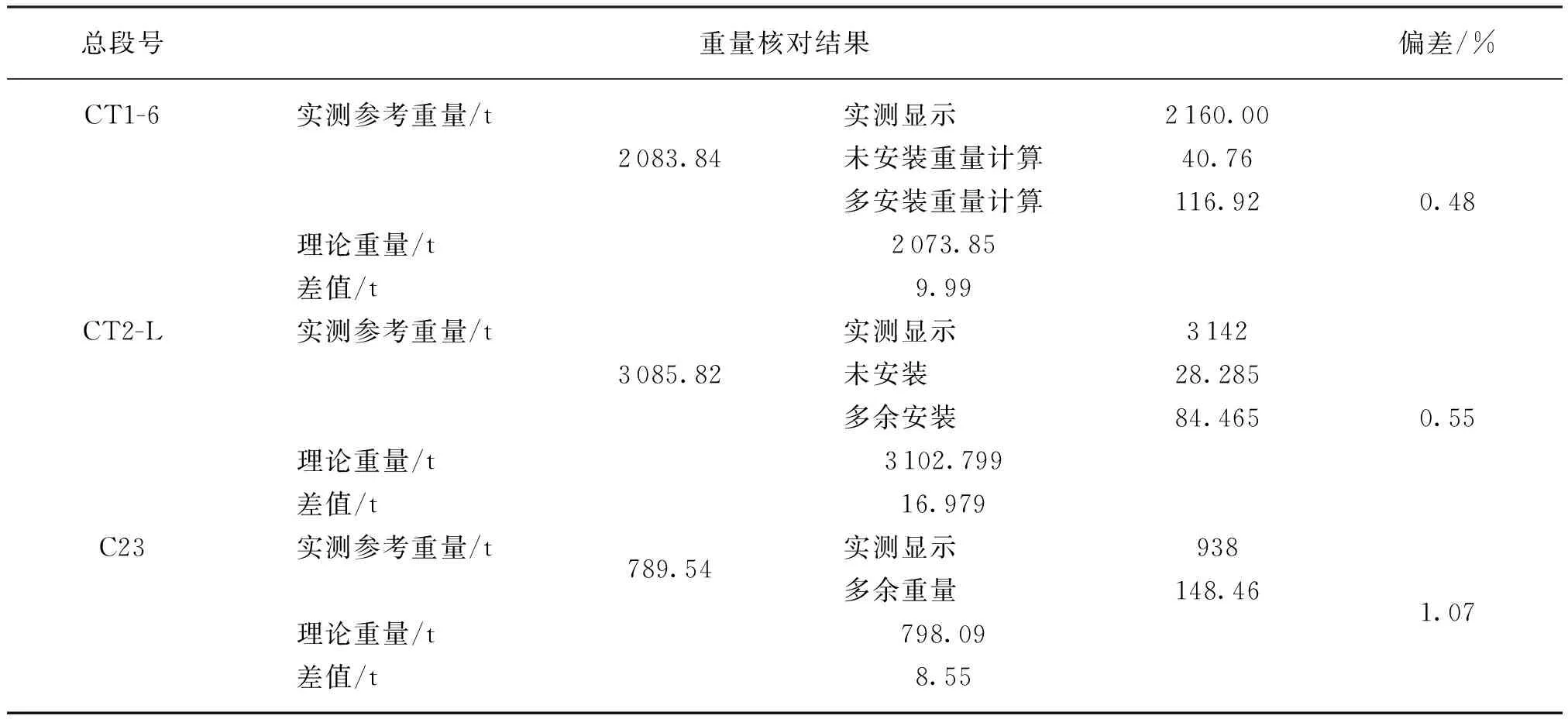
表10 陵水17-2船體建造過程的稱重驗證結(jié)果Tab.10 Weighing results of Lingshui 17-2 hull blocks during construction
5 結(jié) 語
通過以上方法的介紹及驗證結(jié)果,可以得出結(jié)論,在優(yōu)異的三維模型功能加持下,做好建造數(shù)據(jù)庫錄入管理和模型報表輸出,能夠做到對浮體生產(chǎn)裝置建造過程中的重量控制建造系數(shù)進(jìn)行量化統(tǒng)計,同時可以使全船的重量控制報告的準(zhǔn)確程度上升至更高的水平。
此種重量控制建造系數(shù)的量化統(tǒng)計方法在國內(nèi)同行業(yè)中尚屬首次。此方法在陵水17-2半潛式生產(chǎn)平臺船體建造項目中順利實施,并通過分段過程稱重和單體完工整體稱重2種驗證方式,其優(yōu)越性、科學(xué)性及準(zhǔn)確性得到了充分的驗證,能夠為后續(xù)同類工作起到參考作用。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
