基于預(yù)變形的汽車水室翹曲變形控制
2021-02-26 11:29:10熊邦彥歐陽八生吳家雄
模具工業(yè) 2021年1期
熊邦彥,歐陽八生,吳家雄
(1.南華大學(xué) 機(jī)械工程學(xué)院,湖南 衡陽 421001;2.世紀(jì)華通車業(yè)有限公司,浙江 紹興 312000)
0 引 言
塑料在汽車上的應(yīng)用越來越廣泛,主要包括內(nèi)飾件、外飾件和功能結(jié)構(gòu)件[1]。汽車水室屬于散熱器功能結(jié)構(gòu)件,因與多個(gè)零件裝配導(dǎo)致其結(jié)構(gòu)復(fù)雜[2],且制品質(zhì)量要求高,除了避免填充不足、飛邊、氣穴等缺陷外,對(duì)尺寸穩(wěn)定性、密封性和裝配面平面度要求較高。汽車水室呈薄壁長條狀,為非對(duì)稱結(jié)構(gòu),中間還有凸起,經(jīng)實(shí)際生產(chǎn)發(fā)現(xiàn)其翹曲變形量比常規(guī)尺寸制品大,且與模擬仿真的翹曲變形量也有較大差別,因此翹曲變形成為水室最主要的成型缺陷[3]。如何有效控制注射成型長條狀制品的翹曲變形,是當(dāng)前亟需解決的技術(shù)難題,引起了相關(guān)領(lǐng)域?qū)<覍W(xué)者的重視[4]。目前關(guān)于控制塑料制品的翹曲變形集中在以下兩方面。
(1)仿真優(yōu)化分析,這是最常用并且研究較多的方法。影響翹曲變形的因素較多,無論優(yōu)化制品結(jié)構(gòu)和注射工藝,還是優(yōu)化模具的澆注系統(tǒng)和冷卻系統(tǒng)[5,6],雖然能減小成型制品翹曲量,但對(duì)于結(jié)構(gòu)復(fù)雜的汽車水室,由于模型建立、邊界條件確定、工藝參數(shù)選擇等的復(fù)雜程度,這種正向設(shè)計(jì)的優(yōu)化結(jié)果與實(shí)際情況有較大差異,難以滿足要求,該方法適合于制品結(jié)構(gòu)較簡單、精度要求不高的情況。
(2)采用預(yù)變形措施,對(duì)制品進(jìn)行反向變形設(shè)計(jì),以達(dá)到減少翹曲變形量的目的[7]。國內(nèi)學(xué)者在特定的注射工藝條件下,對(duì)一些不等厚、薄壁制品的預(yù)變形補(bǔ)償技術(shù)進(jìn)行了研究,取得了較好效果。張賓等[8]對(duì)方盒制品進(jìn)行數(shù)值模擬得出反變形模型,進(jìn)行逆行造型,減少模型的翹曲變形。曾蕾[9]在優(yōu)化注射工藝的前提下,通過數(shù)值模擬對(duì)不等厚制品進(jìn)行預(yù)變形補(bǔ)償以減少翹曲變形量。黃風(fēng)立等[10]提出經(jīng)過穩(wěn)健優(yōu)化的制品變形預(yù)補(bǔ)償方法。黃佳佳等[11]在通過實(shí)物與CAE 模擬的對(duì)比,并對(duì)碳罐蓋板的結(jié)構(gòu)剛度進(jìn)行分析,通過預(yù)變形方法解決了翹曲變形問題,制品符合生產(chǎn)要求。
針對(duì)汽車水室在優(yōu)化注射工藝條件下,采取預(yù)變形補(bǔ)償技術(shù),以誤差抵消的方式控制翹曲變形,從而滿足制品的成型質(zhì)量要求。
1 研究對(duì)象及工藝條件
1.1 制品分析及材料選用
研究對(duì)象為圖1 所示的汽車水室,質(zhì)量約為244 g,外形尺寸為136 mm×45 mm×74 mm。整體呈長條狀,中空壁薄,壁厚為2.7 mm;左右有3 個(gè)凸起特征和2 個(gè)卡扣,基體左右分布間隔為16 mm 的加強(qiáng)筋。水室的底面為裝配面,其平面度要求在1 mm以內(nèi)。

圖1 汽車水室模型
汽車水室材料為PA66+30%玻璃纖維,具有強(qiáng)度高、滲透率低、耐熱耐老化等優(yōu)良性能,材料參數(shù)如表1所示。
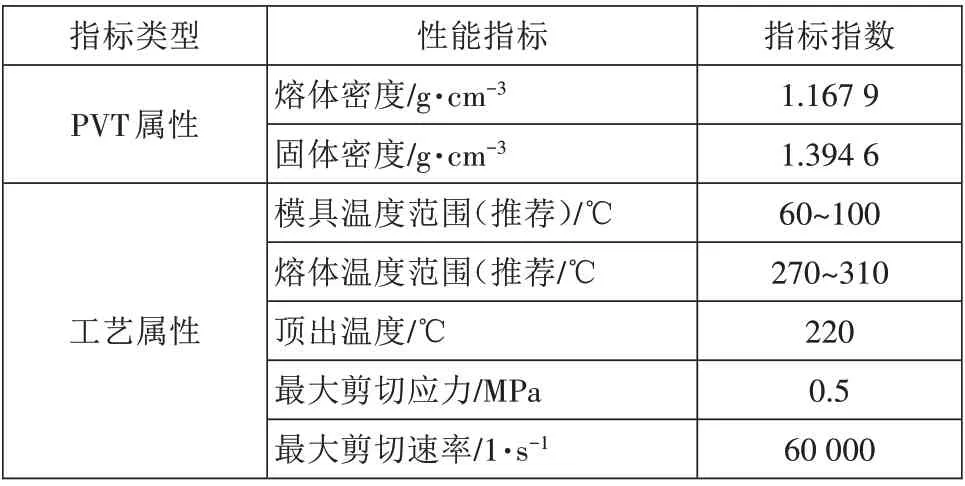
表1 汽車水室材料參數(shù)
1.2 工藝條件設(shè)置
工藝參數(shù)的設(shè)定首先在保證制品沒有外觀缺陷的前提下,再考慮生產(chǎn)效率和生產(chǎn)成本等因素。通過理論模擬仿真優(yōu)化,并結(jié)合實(shí)際工作條件和工況,確定注射工藝參數(shù)為:注射周期為61 s,熔體溫度為290 ℃,注射時(shí)間為2.52 s,冷卻時(shí)間為25 s,模具溫度為60 ℃,保壓時(shí)間為3 s,保壓壓力為50 MPa。
將處理好的模型導(dǎo)入MoldFlow 進(jìn)行網(wǎng)格劃分,創(chuàng)建澆注系統(tǒng)和冷卻系統(tǒng)。汽車水室屬于功能件,不允許熔接痕出現(xiàn)在裝配面,因此只能使用1 個(gè)澆口,采取熱流道與普通流道結(jié)合的端部進(jìn)澆方式。冷卻水路直徑為φ10 mm,在凸起特征處增加直徑為φ8 mm的水路,以避免出現(xiàn)冷卻不均現(xiàn)象,總體水路布置如圖2所示。模具為1模2腔結(jié)構(gòu),現(xiàn)僅對(duì)右水室進(jìn)行分析,其水路具體布置如圖3、圖4所示。
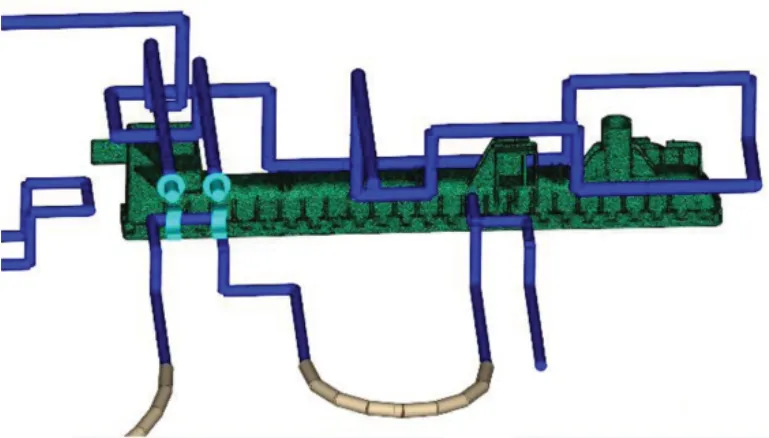
圖3 右水室動(dòng)模水路布置
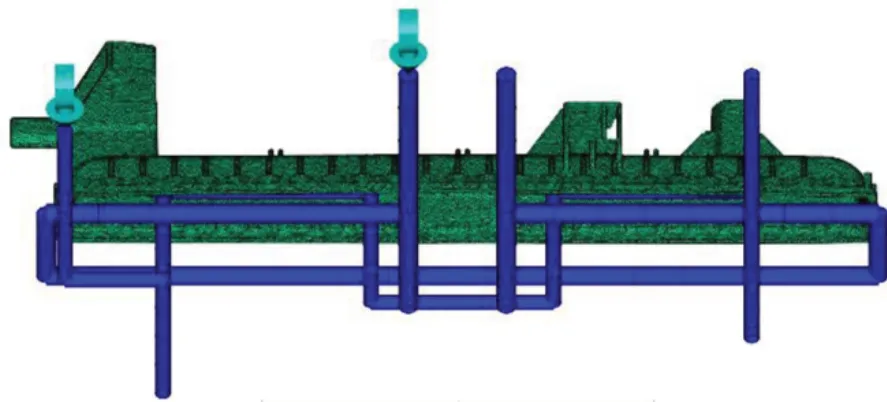
圖4 右水室定模水路布置
2 汽車水室預(yù)變形設(shè)計(jì)步驟
2.1 翹曲變形原因分析及解決思路
制品翹曲的原因除了模具結(jié)構(gòu)外,還包括冷卻不均勻、收縮不均勻、取向不均勻、角效應(yīng)等因素[2]。對(duì)于長條形的水室類制品,僅通過注射工藝的優(yōu)化難以控制翹曲變形達(dá)到其精度要求。因此,針對(duì)水室類復(fù)雜結(jié)構(gòu)件,擬采取預(yù)變形補(bǔ)償技術(shù),以誤差抵消的方式控制翹曲變形以滿足制品的成型質(zhì)量要求。
2.2 預(yù)變形原理及步驟
預(yù)變形補(bǔ)償法是在制品初始設(shè)計(jì)基礎(chǔ)上預(yù)設(shè)反方向的變形量,達(dá)到抵消或減少出模后制品變形的目的,使制品達(dá)到初始設(shè)計(jì)狀態(tài),然后根據(jù)反向模型進(jìn)行開模,就能成型滿足質(zhì)量要求的制品[12]。因此準(zhǔn)確預(yù)測水室的預(yù)變形方向、趨勢(shì)及預(yù)變形量是關(guān)鍵所在,現(xiàn)以水室的實(shí)際變形量為參考,通過MoldFlow 仿真模擬實(shí)際情況,并考慮模擬仿真的精度等因素,確定汽車水室的預(yù)變形方向和預(yù)變形量。根據(jù)以上原則,預(yù)變形設(shè)計(jì)步驟如圖5所示。
2.3 汽車水室實(shí)際變形量的獲取
基于汽車水室3D模型開模,考慮成型時(shí)內(nèi)應(yīng)力對(duì)制品變形的影響和尼龍材料的吸濕性,24 h 時(shí)后制品達(dá)到穩(wěn)定狀態(tài),在穩(wěn)定工藝條件下,將成型的制品在常溫環(huán)境中放置24 h,通過選取4 點(diǎn)找到錨平面,再選取不同的位置點(diǎn),測量該點(diǎn)與錨平面的距離,得到水室的變形量。測量點(diǎn)位置如圖6所示,水平方向上第一個(gè)點(diǎn)的距離為5.8 mm,第二個(gè)點(diǎn)距離為9 mm,中間點(diǎn)距離為15 mm。豎直方向第一個(gè)點(diǎn)為6 mm,中間距離為3 mm 的間距測量。此模型共76個(gè)測量點(diǎn),測量后最大變形量為1.24 mm。
2.4 CAE仿真結(jié)果及分析
按照汽車水室的實(shí)際生產(chǎn)工藝在MoldFlow 中進(jìn)行仿真模擬,經(jīng)冷卻+填充+保壓后得到汽車水室的變形結(jié)果,建立與實(shí)際制品一樣的測量位置,檢測水室裝配面上的76個(gè)測量點(diǎn)的變形量。
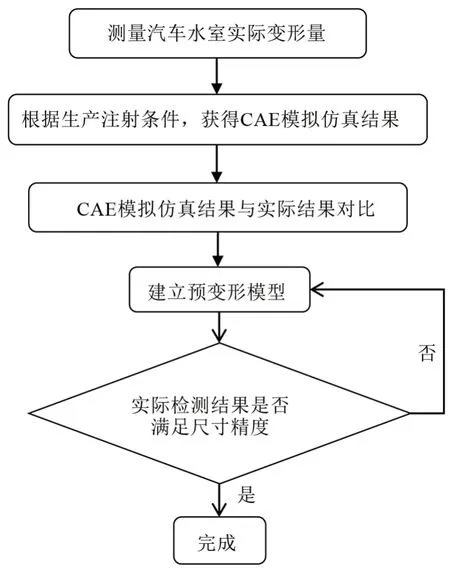
圖5 預(yù)變形設(shè)計(jì)步驟
模擬仿真技術(shù)對(duì)預(yù)變形設(shè)計(jì)有重要的指導(dǎo)作用。未采用預(yù)變形時(shí),汽車水室模擬仿真變形量C2與實(shí)物變形量C1對(duì)比如圖7 所示,變形量偏差ΔC=C1-C2。從圖7 可知,基于MoldFlow 仿真模擬所得到的翹曲趨勢(shì)與實(shí)物測量的變形趨勢(shì)一致,雖然二者在對(duì)應(yīng)位置上的數(shù)值有微小差距,且主要集中在水室的兩側(cè)位置,差值在0.2 mm 左右,但在峰值位置和最大變形量基本吻合。點(diǎn)15 為第一個(gè)峰值最大變形-1.09 mm,實(shí)際變形量為-1.12 mm,點(diǎn)53為第二個(gè)峰值最大變形量為-1.29 mm,實(shí)際變形量為-1.25 mm。點(diǎn)15 和點(diǎn)53 在模型上處于相對(duì)應(yīng)的位置,也是模型壁厚最薄的位置,在幾何結(jié)構(gòu)上此處變形最大。
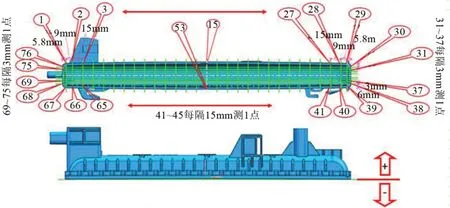
圖6 汽車水室的測量點(diǎn)位置
上述分析表明,采用的CAE 模擬仿真分析結(jié)果與實(shí)際翹曲變形量結(jié)果較符合,且趨勢(shì)一致,說明模擬分析的正確性和有效性;在未采用預(yù)變形的情況下,其最大變形量超過設(shè)計(jì)的精度,說明成型制品難以滿足質(zhì)量要求,因此需要采用預(yù)變形措施解決變形量過大的問題。
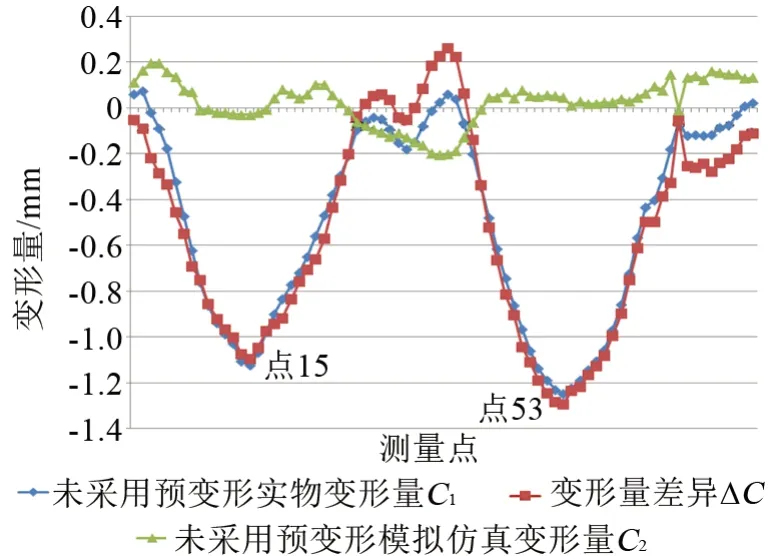
圖7 水室實(shí)物變形量與CAE模擬變形量對(duì)比
2.5 汽車水室的預(yù)變形設(shè)計(jì)
預(yù)變形補(bǔ)償如圖8 所示,選擇水室模型裝配面上的一條線,f0表示理想位置,f1表示未采用預(yù)變形時(shí)注射成型后的位置,f2表示采用預(yù)變形注射成型前的位置,f0′表示采用預(yù)變形注射成型后的位置。選取線上任意點(diǎn)d,通過點(diǎn)d位置的矢量位移可采用以下公式表示。
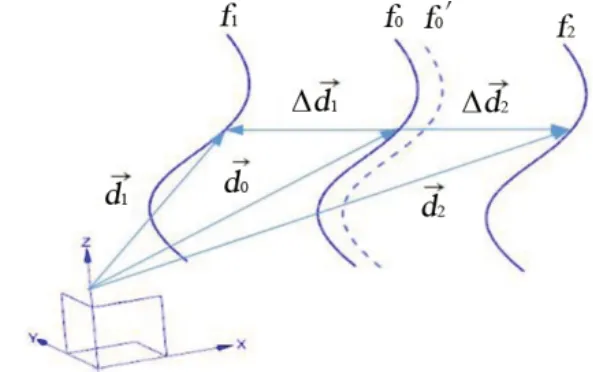
圖8 預(yù)變形補(bǔ)償
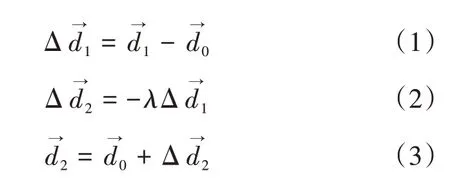
由式(1)~(3)可知,預(yù)變形系數(shù)λ的取值決定f2的形狀。實(shí)踐表明,制品的實(shí)際變形量是由于多個(gè)因素交互作用導(dǎo)致的。f2的形狀還需要參考汽車水室的實(shí)際變形量與仿真模擬的變形量,同時(shí)還需要參考水室主要變形趨勢(shì)、仿真模擬變形的精度及其結(jié)構(gòu)特點(diǎn),以此進(jìn)行部分調(diào)整。
在實(shí)際設(shè)計(jì)過程中,以錨平面的中心位置為設(shè)計(jì)中心,對(duì)水室裝配面的變形進(jìn)行控制設(shè)計(jì)。當(dāng)λ過大時(shí),容易出現(xiàn)補(bǔ)償過量而導(dǎo)致矯枉過正的情況;當(dāng)λ過小時(shí),預(yù)變形補(bǔ)償則起不到應(yīng)有的效果。根據(jù)學(xué)者對(duì)于長條狀或薄壁制品預(yù)變形的補(bǔ)償研究[7,11,13],當(dāng)λ∈[0.6,1]時(shí),f0′與f0的偏差較小。CAE模擬與實(shí)際情況存在誤差,預(yù)變形也會(huì)改變制品結(jié)構(gòu)和熔體流動(dòng)情況,導(dǎo)致變形量不同。由于制品端部進(jìn)澆方式和制品形狀特征的復(fù)雜性,考慮制品壁厚為2.7 mm,變形量最大值為1.29 mm,故λ的值暫定為0.8。水室左側(cè)突起特征對(duì)變形的影響較大,測量點(diǎn)的測量值和模擬仿真變形量誤差較大。結(jié)合實(shí)物測量值和模擬仿真變形量對(duì)水室模型進(jìn)行預(yù)變形設(shè)計(jì),同時(shí)保證按照預(yù)變形模型與理論設(shè)計(jì)尺寸一樣,得到預(yù)補(bǔ)償汽車水室預(yù)變形模型。預(yù)變形模型測量位置的實(shí)際變形量如圖9所示。
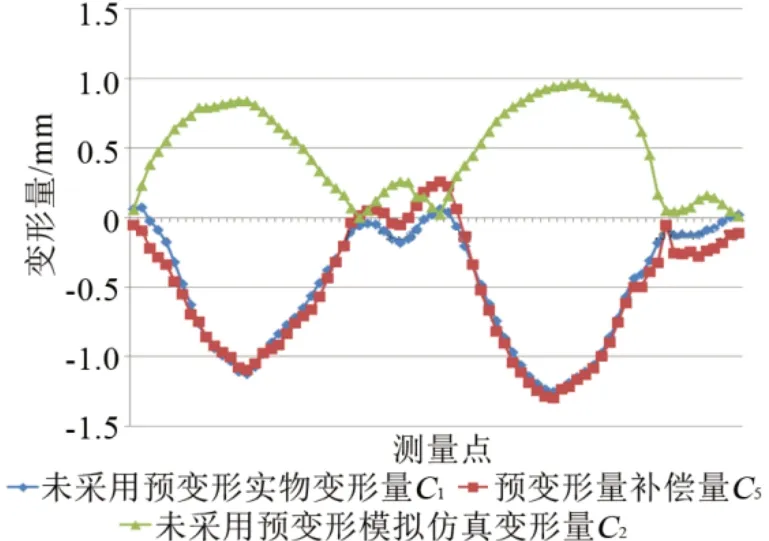
圖9 預(yù)變形補(bǔ)償量設(shè)計(jì)
2.6 預(yù)變形模擬仿真分析
對(duì)完成預(yù)變形的汽車水室模型按上述工藝條件在MoldFlow 中進(jìn)行模擬分析,得到采用預(yù)變形后汽車水室裝配面的模擬仿真變形量C3,并與未采用預(yù)變形得到的模擬仿真變形量C2進(jìn)行對(duì)比,如圖10所示。結(jié)果表明,采用預(yù)變形后的模擬變形量C3的峰值較大程度減少,其最大變形量為0.46 mm,其他測量點(diǎn)變形量均在誤差1 mm以內(nèi)。
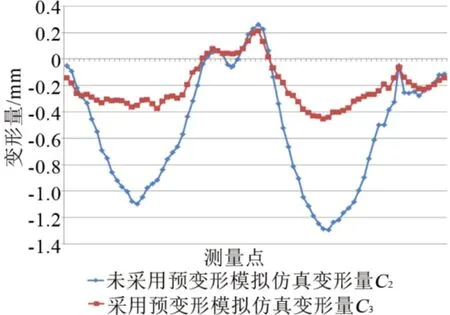
圖10 采用預(yù)變形前后的模擬仿真變形量比較
3 開模驗(yàn)證
根據(jù)預(yù)變形設(shè)計(jì)完成模具設(shè)計(jì),生產(chǎn)的汽車水室實(shí)物如圖11 所示。采用相同的檢測方法得到預(yù)變形后汽車水室實(shí)物的變形量C4,并與未采用預(yù)變形的變形量C1進(jìn)行比較,結(jié)果如圖12如示。由圖12可知,采用預(yù)變形后汽車水室的翹曲變形量C4改善明顯,最大變形量為0.47 mm,滿足汽車水室裝配面的精度要求。

圖11 汽車水室實(shí)物
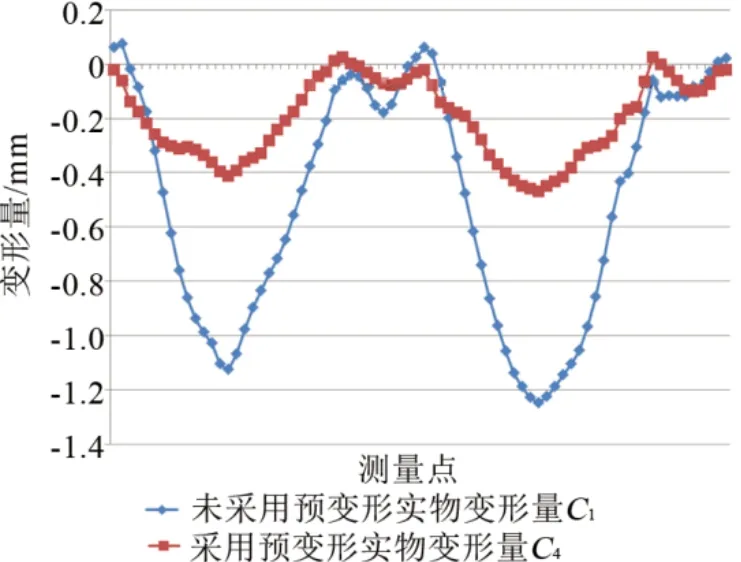
圖12 實(shí)物測量變形量比較
4 結(jié)束語
通過對(duì)實(shí)際注射工藝條件下汽車水室的CAE模擬仿真和實(shí)際測量數(shù)據(jù)對(duì)比,表明未采用預(yù)變形前兩者翹曲變形趨勢(shì)一致,其變形量差值在0.2 mm左右,說明模擬分析結(jié)果與實(shí)際翹曲變形結(jié)果較符合,同時(shí)最大變形量達(dá)到1.24 mm,不能滿足制品的質(zhì)量要求。
通過對(duì)預(yù)變形后汽車水室翹曲變形模擬仿真進(jìn)行分析,最大變形量在0.46 mm 左右。最后開模驗(yàn)證其實(shí)際翹曲變形量在0.47 mm 以內(nèi),表明采取預(yù)變形補(bǔ)償措施可以有效控制翹曲變形。
預(yù)變形設(shè)計(jì)方法為類似制品翹曲變形的控制提供了參考,對(duì)保證制品成型質(zhì)量、縮短研發(fā)周期、降低生產(chǎn)成本具有較好的參考價(jià)值。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
兒童時(shí)代·快樂苗苗(2017年7期)2018-01-24 18:28:45
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
作文大王·低年級(jí)(2016年4期)2016-04-18 00:24:37
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
決策探索(2014年21期)2014-11-25 12:29:50
