前縱梁后段熱成形數值模擬分析
2021-02-26 11:29:10孫瑞波
模具工業 2021年1期
關鍵詞:模型
孫瑞波,常 喜
(北京汽車股份有限公司 汽車研究院,北京 101300)
0 引 言
熱成形技術是將超高強度鋼板成形和組織強化相結合的新工藝,在零件成形的同時實現組織轉變,既優化了超高強度板的成形性,又實現了超高強度的性能要求。現以某車型前縱梁后段為研究對象,利用AutoForm 軟件進行熱成形數值模擬。針對分析得出的成形缺陷優化模型,再次進行模擬分析得出結論,并按此方案開發模具,試成形零件驗證最終效果。
1 前縱梁后段分析模型的建立
圖1 所示為某車型的前縱梁后段,零件外形尺寸 為1 041 mm×142 mm×194 mm。材 料 牌 號 為22MnB5,料厚為1.6 mm。

圖1 前縱梁后段
1.1 工藝面幾何模型建立
先在CAD 軟件中建立工藝面幾何模型,再導入AutoForm軟件中進行熱成形工藝的數值模擬分析。
1.1.1 沖壓方向選擇
合理的沖壓方向是保證零件成形性的前提,選擇沖壓方向應充分考慮以下3點。
(1)零件整體型面的受力均衡性,避免在成形過程中出現明顯的側向力。
(2)零件整體成形深度的均勻性。保證零件整體型面成形開始時間基本相同,避免在成形過程中出現起皺趨勢。
(3)側壁拔模斜度的合理性。零件側壁的拔模斜度應不小于3°,且應保證兩側的拔模斜角盡量對稱。綜合考慮上述因素,在CAD 軟件中零件的沖壓方向如圖2所示。
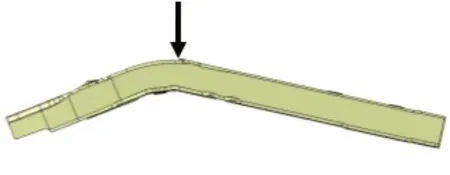
圖2 前縱梁后段沖壓方向
1.1.2 工藝補充型面建立
從圖2 可知,零件頂部的截面曲線長度長于下部法蘭邊的截面曲線長度,成形過程中板料會因橫向受壓而在中部法蘭邊區域產生起皺趨勢。因此考慮在零件兩側的法蘭邊區域外各設置1個壓邊圈控制板料的進料過程,壓邊圈型面由零件兩側的法蘭邊型面分別向外側延伸得到。通過壓邊圈型面和對應的上模型面共同向板料施加壓料力,使板料在成形過程中保持平穩成形,避免出現起皺現象。
加熱狀態的板料與模具零件型面間的摩擦因數達到0.45,遠大于沖壓摩擦因數0.15。如果壓料間隙與料厚一致,會導致板料在成形過程中受到過大的阻力而開裂,所以壓料間隙需大于料厚0.5~1.0 mm,設為2.1 mm,可使成形過程中的板料在壓邊圈型面與上模型面之間呈波浪狀的接觸狀態,板料既受到了與模具零件型面摩擦產生的阻力而保持平穩成形的狀態,又不會因阻力過大而發生開裂。
為避免設置壓邊圈影響零件成形精度,將壓料面分界線設置在零件法蘭邊的外側。在CAD 軟件中建立的壓料面如圖3所示。

圖3 工藝面幾何模型
1.2 板料幾何模型建立
利用AutoForm 軟件展開零件外形并增加10 mm 的激光切割余量后,得到的板料模型如圖4 所示。在板料模型中部設置1 個定位孔,直徑為φ14 mm,用于成形過程中板料定位。定位孔應設置在零件型面的最高點,避免成形過程中因板料彎曲而發生定位孔與定位銷干涉導致定位孔變形的情況。

圖4 板料幾何模型
1.3 工具體幾何模型的建立
在AutoForm 軟件中建立工具體幾何模型,模型由凹模、上壓料板、凸模、壓邊圈、定位銷及擋料銷組成(見圖5)。
在成形開始階段,壓邊圈被頂起70 mm,板料放置在凸模和壓邊圈上,由定位銷和擋料銷進行定位。進入成形階段后,隨著壓力機滑塊下行,上壓料板首先與板料接觸,壓迫板料與凸模頂部型面貼合,然后凹模下行與板料接觸,并與壓邊圈共同夾緊板料,最后在凹模、上壓料板、壓邊圈及凸模的共同作用下,板料被沖壓成形。

圖5 工具體幾何模型
2 數值模擬分析
2.1 參數設置
熱成形數值模擬分析的各項參數設置如表1所示。
2.2 數值模擬分析結果
模擬分析結果有關成形性評估的主要指標如表2所示。

表1 熱成形模擬分析參數

表2 分析結果評估主要指標
圖6所示為成形結束時的板料減薄趨勢模擬結果,零件整體的減薄率均低于15%的極限值,減薄率合格,但零件中部的法蘭邊減薄率為正值,說明此處存在起皺風險。

圖6 板料減薄趨勢模擬結果
圖7 所示為距下止點5 mm 時的起皺趨勢模擬結果,零件中部的法蘭邊出現皺紋,潛在起皺趨勢最大值達到5.5%,超過了5%的標準極限值。起皺區域與圖6 中的板料增厚區域基本相同,結合兩項分析結果綜合判斷,此處會出現影響零件成形質量的起皺缺陷。

圖7 距下止點5 mm時起皺趨勢模擬結果
3 改進方案分析與討論
觀察成形模擬過程,在距下止點76 mm時,板料中部已經出現了明顯的壓縮和起皺趨勢(見圖8)。潛在起皺趨勢為2.9%。

圖8 距下止點76 mm時起皺趨勢模擬結果
上述問題的產生原因為壓邊圈未能完全控制板料的進料過程,出現失穩現象所致。經測量分析模型,壓邊圈緊鄰法蘭邊處的截面曲線長度小于零件頂面的截面曲線長度,測量曲線長度如表3所示。成形過程中板料首先與凸模頂面接觸,在上壓料板的作用下,板料貼合凸模頂端,繼承了凸模頂端的截面曲線長度。隨著成形繼續進行,板料開始與壓邊圈接觸,由于壓邊圈的截面曲面長度小于板料的截面曲線長度,板料在與壓邊圈的貼合過程中,板料中部受到橫向壓縮應力,兩側的板料向中間移動,導致起皺現象的發生。

表3 零件頂端與壓邊圈的截面曲線長度 mm
針對以上原因分析,提出改進方案如下:在零件法蘭邊兩側的壓料面上局部設置反檻型面,以增加壓邊圈截面曲線長度,使反檻頂端的截面曲線長度近似于零件頂端的截面曲線長度,減輕成形過程中的板料壓縮趨勢,將多余的線長吸收到反檻型面中,達到控制起皺趨勢的效果。在CAD 軟件中修改壓料面模型,如圖9 所示。測量后得到改進后的壓邊圈曲線長度如表4所示。
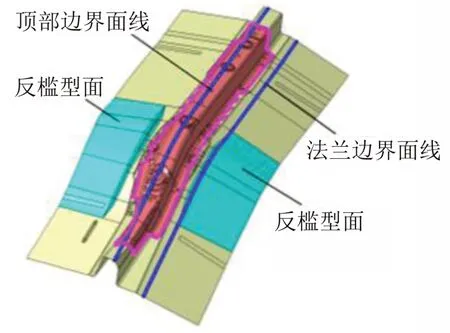
圖9 修改后的壓料面模型

表4 改進后的壓邊圈截面曲線長度 mm
4 改進方案計算結果及最終成形零件驗證
將改進后的工藝面模型再次導入AutoForm 軟件進行計算,參數設置與第一次計算相同,使用改進方案后距下止點76 mm時的起皺趨勢模擬結果如圖10 所示。使用改進方案后距下止點5 mm 時的起皺趨勢模擬結果如圖11所示。

圖11 優化后距下止點5 mm時的模擬結果
改進前、后相同位置的潛在起皺趨勢對比情況如表5所示,改善后的潛在起皺趨勢滿足標準要求,證明改善方案有效,模擬結果合格。選擇根據改善后的方案開發熱成形模,現場進行沖壓試驗,沖壓的各項參數如表6所示。

表5 改進前、后的潛在起皺趨勢
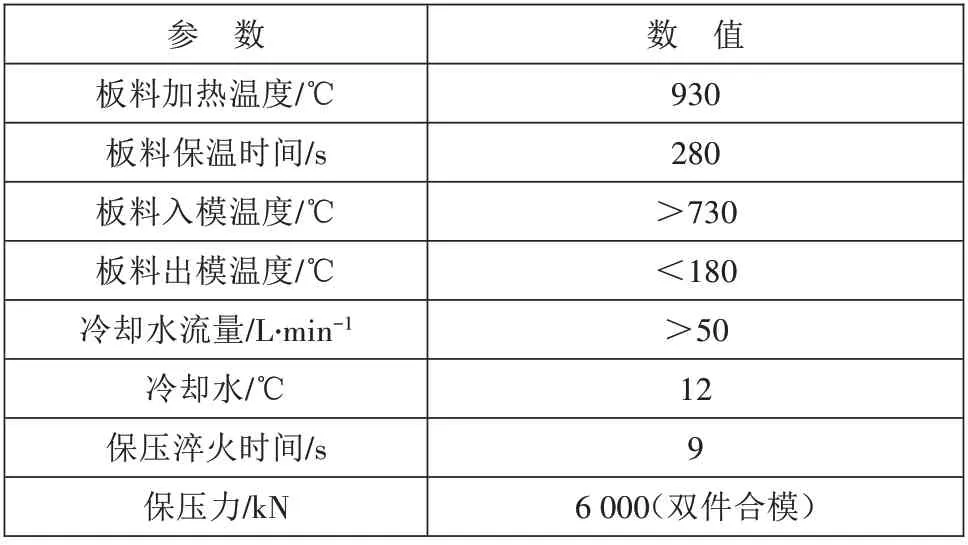
表6 現場沖壓試驗參數
最終得到的成形零件實物如圖12所示,零件的法蘭邊中部無起皺缺陷,表面質量滿足要求。
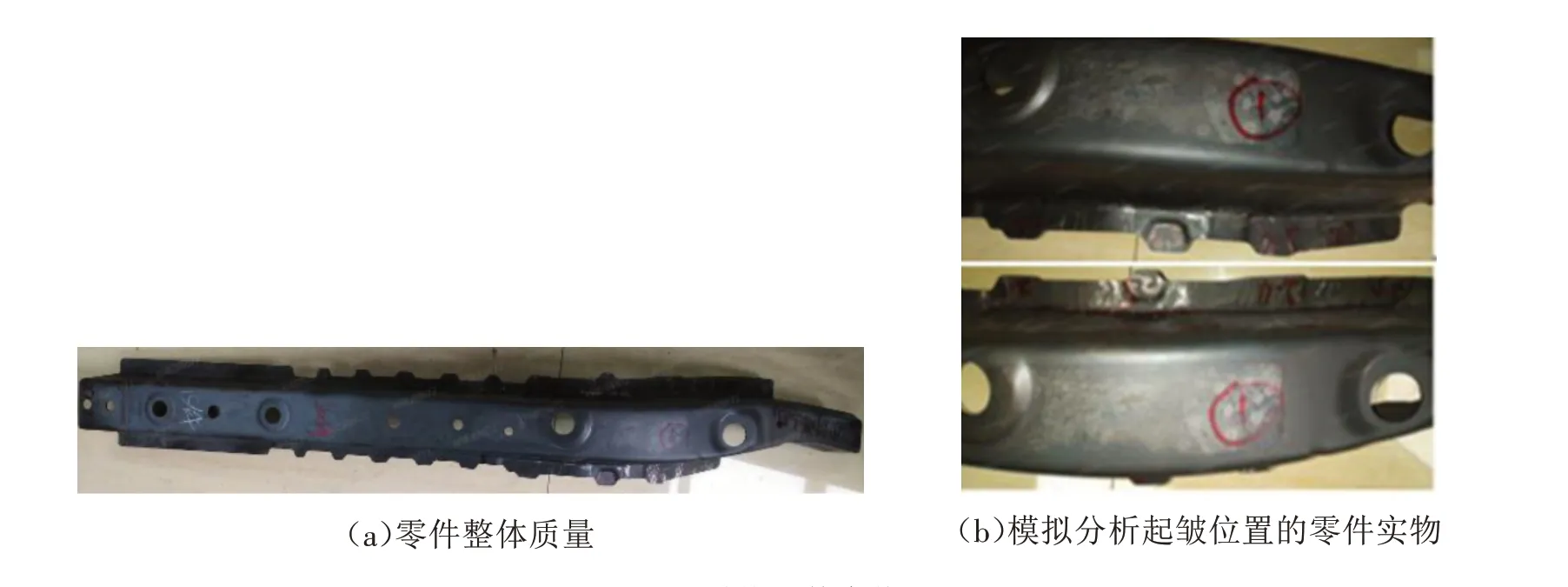
圖12 最終零件實物
5 結束語
運用AutoForm 軟件對前縱梁后段的成形過程進行數值模擬分析,分析成形缺陷產生的原因,優化壓邊圈型面,再次計算模擬。最終經實物驗證,數值模擬結果與成形零件實物質量一致,表明數值模擬可以有效的分析熱成形工藝過程,提前識別起皺風險,避免出現成形缺陷。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
