汽車車門隱藏式把手孔表面質(zhì)量缺陷分析與改善
2021-02-26 11:29:10李鵬宇孟令園牛晟力尹永波
模具工業(yè) 2021年1期
李鵬宇,孟令園,王 強(qiáng),牛晟力,尹永波
(中國(guó)第一汽車股份有限公司 工程與生產(chǎn)物流部,吉林 長(zhǎng)春 130000)
0 引 言
車門隱藏式把手原為跑車設(shè)計(jì),其目的是為了減小風(fēng)阻,增加科技感和美觀度。但隨著現(xiàn)代汽車制造技術(shù)的進(jìn)步和市場(chǎng)需求的多樣化發(fā)展,越來越多的車企將隱藏式車門把手標(biāo)配到了普通轎車上,而其內(nèi)翻邊與直翻邊的設(shè)計(jì)使車門把手孔周邊易產(chǎn)生波浪缺陷,影響整車質(zhì)量和裝配。現(xiàn)對(duì)某車型前門外板隱藏式把手孔周邊高點(diǎn)缺陷(制件表面的凸包)問題進(jìn)行分析,并提出相應(yīng)的解決方案。
1 車門隱藏式把手孔周邊高點(diǎn)及判定方法
前車門外板成形工藝順序?yàn)槔睢⑿捱厸_孔、二次修邊、翻邊,經(jīng)過評(píng)審人員對(duì)每道工序的制件使用油石打磨后發(fā)現(xiàn)隱藏式把手孔周邊高點(diǎn)缺陷為翻邊工序產(chǎn)生。AUDIT 評(píng)審波浪缺陷為B 類缺陷,是不可接受項(xiàng)。高點(diǎn)高度在0.03~0.05 mm,且漆后經(jīng)平行光照射,缺陷明顯可見。由于車門把手位置為一區(qū),一區(qū)位置為50 cm~車頂?shù)母叨龋搮^(qū)域是消費(fèi)者平行目視可見區(qū)域,如制件表面產(chǎn)生缺陷,易引起消費(fèi)者的不適,所以此區(qū)域的表面質(zhì)量要求較高,如圖1所示。

圖1 車門把手在整車中的位置
表面缺陷的評(píng)價(jià)方法:①漆前狀態(tài):白車身評(píng)審者使用200 mm×25 mm×25 mm的油石在制件表面沿固定方向反復(fù)輕磨,力度均勻,觀察表面即可看到缺陷,如圖2 所示;②漆后狀態(tài):當(dāng)一束平行光照射到一個(gè)光順面時(shí),仍會(huì)以平行的方式折射,如果制件表面不光順,則會(huì)出現(xiàn)散射,整車評(píng)審者利用此原理在燈光隧道區(qū),通過移動(dòng)觀察漆后車門在燈帶下的反光情況即可看到缺陷,如圖3所示。

圖2 漆前表面缺陷
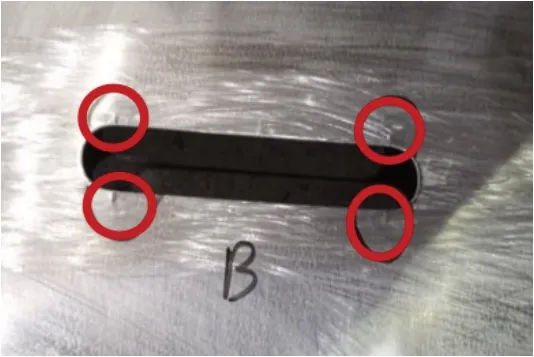
圖3 漆后缺陷狀態(tài)
2 原因分析
根據(jù)制件沖壓工藝,車門隱藏式把手孔經(jīng)過拉深、修邊沖孔、翻邊工序完成。車門外板厚度t=0.7 mm,翻邊間隙C=(0.98~1.02)t,翻邊高度H=3 mm,原翻邊凸模如圖4 所示,翻邊目的是提高此處板料的剛度,以支撐裝配后的門把手,高點(diǎn)缺陷在右翻邊工序產(chǎn)生。此處翻邊分為圓弧翻邊和直線翻邊,材料分為不變形區(qū)、圓弧過渡區(qū)和主變形區(qū),如圖5所示。

圖4 原翻邊凸模
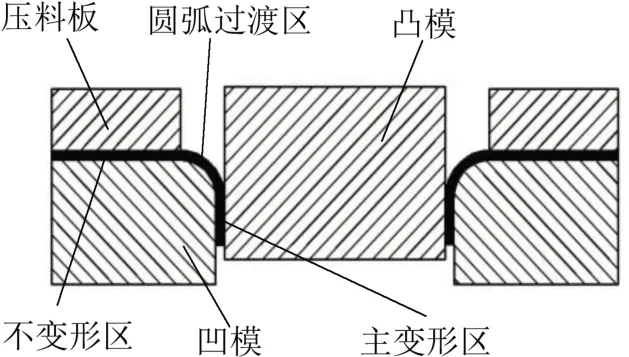
圖5 翻邊變形區(qū)域
直線翻邊部分:主變形區(qū)受單向拉應(yīng)力作用,主應(yīng)力F為-Y方向,產(chǎn)生-Y方向應(yīng)變力。圓弧翻邊部分:主變形區(qū)受雙向拉應(yīng)力作用,主應(yīng)力為周向應(yīng)力F1和-Y方向應(yīng)力F2,產(chǎn)生周向應(yīng)變和-Y方向應(yīng)變,在翻邊凸模的作用下應(yīng)力F2促使制件翻邊,半圓弧翻邊與直線翻邊交接A處在F1作用下,向直線翻邊部分產(chǎn)生分力,使A處表面材料受擠壓變形,在壓料板抬起翻邊凸模回程后,由于回彈使制件產(chǎn)生表面高點(diǎn)缺陷,如圖6所示。
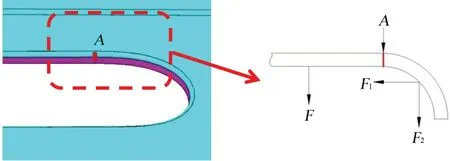
圖6 翻邊所受應(yīng)力方向
綜合分析造成該缺陷的主要原因:半圓弧翻邊與直線翻邊交接處由于周向應(yīng)力的作用產(chǎn)生回彈,回彈部位突起產(chǎn)生變形,制件隆起高點(diǎn),經(jīng)油石打磨,高點(diǎn)凸顯。
3 解決方案
由于翻邊回彈是受翻邊面上的周向應(yīng)力作用產(chǎn)生,當(dāng)周向應(yīng)力發(fā)生改變時(shí),回彈也發(fā)生改變,通過改變翻邊時(shí)序和翻邊角度抵消半圓弧翻邊周向應(yīng)力的作用。
如果改變直線翻邊與圓弧翻邊交接面A處凸模形狀,如圖7 所示。當(dāng)翻邊時(shí)產(chǎn)生力F3、F4,F(xiàn)3和F4的分力F5和F7為水平方向,且方向相反,相互抵消,分力F6和F8豎直向下,而豎直向下的力剛好可以控制回彈,抵消了周向應(yīng)力的作用,控制了半圓弧翻邊與直線翻邊交接處產(chǎn)生的回彈高點(diǎn)。
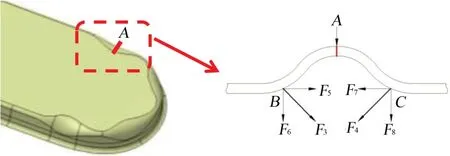
圖7 改善后翻邊的合力
3.1 改變翻邊刃入時(shí)序及刃入方向
改變車門隱藏式把手孔翻邊凸模的造型,并更改整體凸模的翻邊時(shí)序,由原來的同時(shí)翻邊更改為中間部分直線翻邊不變,兩側(cè)半圓弧區(qū)域呈波浪形翻邊。
利用AutoForm 軟件對(duì)翻邊模進(jìn)行回彈分析,經(jīng)過多次試驗(yàn),發(fā)現(xiàn)直線部分圓角R1 mm 不變,波浪形式翻邊圓角為R1 mm 與R4 mm 交替形狀,通過Surface Lows模擬油石打磨,發(fā)現(xiàn)兩側(cè)半圓弧區(qū)域與直線相交處高點(diǎn)消除,如圖8所示。
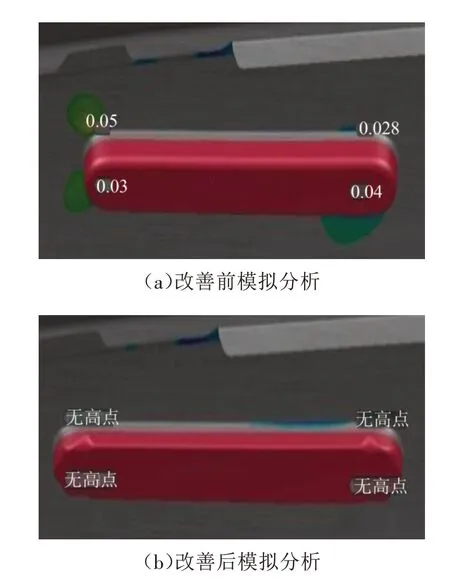
圖8 改善前后模擬分析制件狀態(tài)對(duì)比
3.2 方案實(shí)施
根據(jù)上述分析結(jié)論,對(duì)原翻邊凸模半圓弧翻邊圓角打磨拋光,使其呈R1 mm 與R4 mm 交替波浪形狀,如圖9所示。
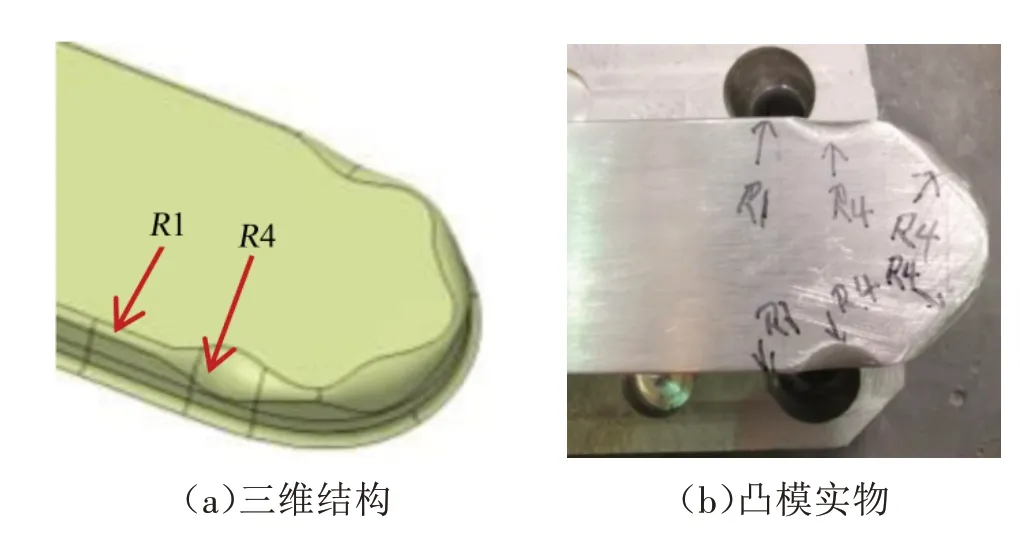
圖9 凸模改善后結(jié)構(gòu)
4 效果驗(yàn)證
采用波浪翻邊的車門隱藏式把手孔漆前表面狀態(tài)如圖10 所示,漆后表面狀態(tài)如圖11 所示,漆前用油石打磨制件無缺陷,漆后燈光隧道光線折射無散射,回彈高點(diǎn)問題得到解決。

圖10 漆前無表面缺陷

圖11 漆后無缺陷
5 結(jié)束語
通過對(duì)車門隱藏式把手孔翻邊凸模形狀由圓角全部為R1 mm 更改為R1 mm 和R4 mm 交替,改變了翻邊刃入時(shí)序和翻邊角度,解決了翻邊后把手孔周邊回彈引起的表面高點(diǎn)缺陷,提升了整車外觀質(zhì)量,為后續(xù)車型隱藏式把手孔的設(shè)計(jì)提供了參考和依據(jù)。
