預工藝孔對整體式窗框門內板的回彈優化分析
2021-02-26 11:29:10張國威
模具工業 2021年1期
張國威
(上汽大眾汽車有限公司,上海 201805)
0 引 言
門內板是車身重要的支撐板件,也是大多數車門附件的安裝體。整體式窗框門內板的窗框部分和門內板主型面部分采取一體式沖壓成形,其特點是車門剛性好且便于設置兩道密封條,提高了車身密封性能。整體沖壓的門內板密封面,有利于尺寸匹配的一致性[1,2],對窗框位置的匹配精度也提出了更高的要求。由于窗框位置造型起伏較大,內側拔模角較小,成形后易出現扭轉和較大回彈,影響尺寸穩定性,這是影響門內板質量的主要原因。通常需要在窗框位置進行大范圍的型面補償,數據分析和型面補償制作的難度大,導致模具設計和制造的周期較長。現基于數值模擬分析,通過優化窗框內部預工藝孔[3,4],減小此處的回彈量,優化數據分析和補償方法,提升零件成形質量和縮短模具開發周期。
1 零件結構及沖壓工藝
圖1 所示為某車型后門內板造型,其中窗框位置的密封面寬度約2 mm,公差要求±0.5 mm,匹配精度較高。門框內側的拔模角僅2°,成形時易開裂,通常在窗框內部工藝補充面區域設置預工藝孔,改善板料拉深時的受力狀態,實現成形的強弱區轉換,提高零件的成形性[5]。拉深完成后,窗框位置后續工藝如圖2所示。
2 回彈補償分析及優化
2.1 夾持方案分析
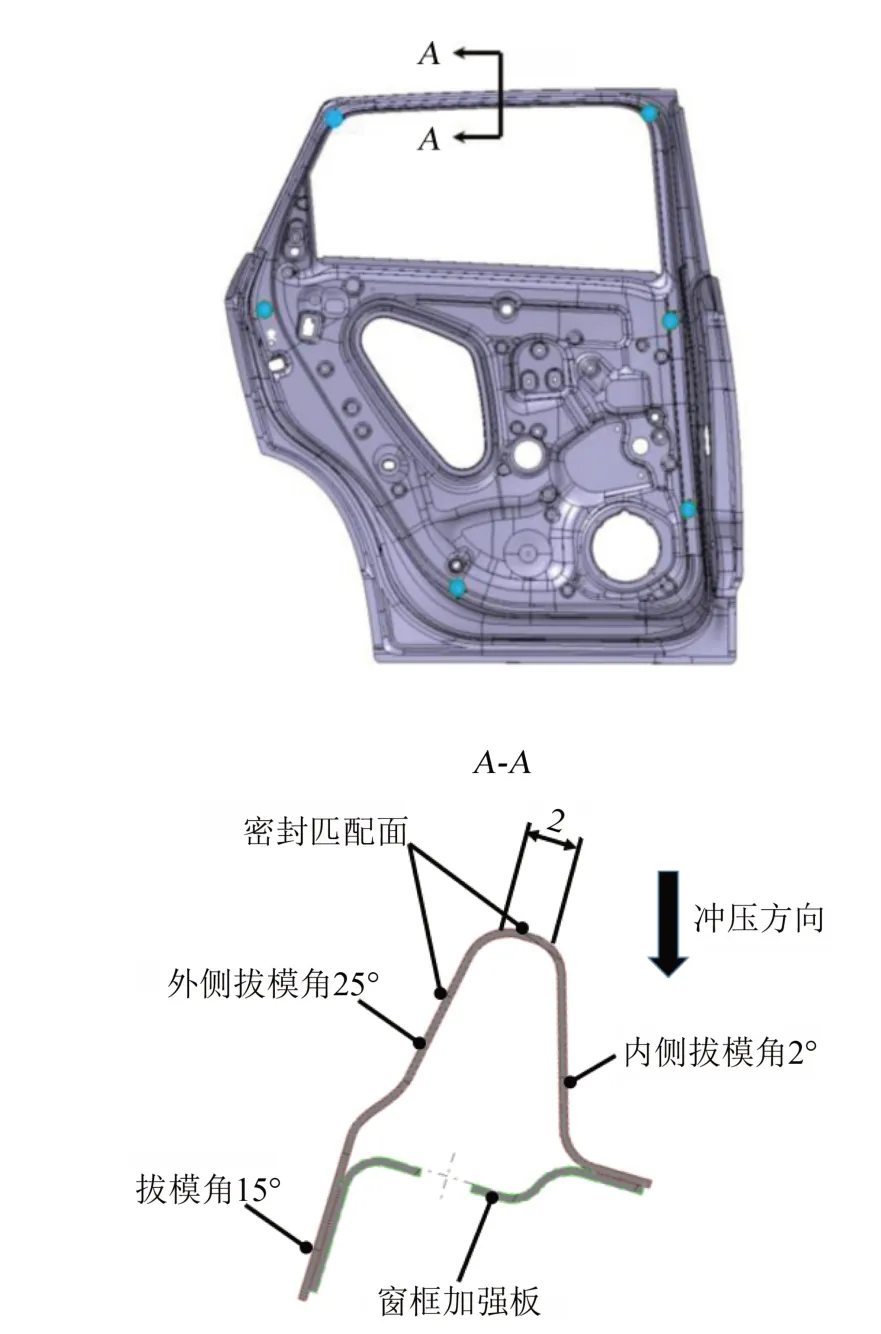
圖1 門內板造型
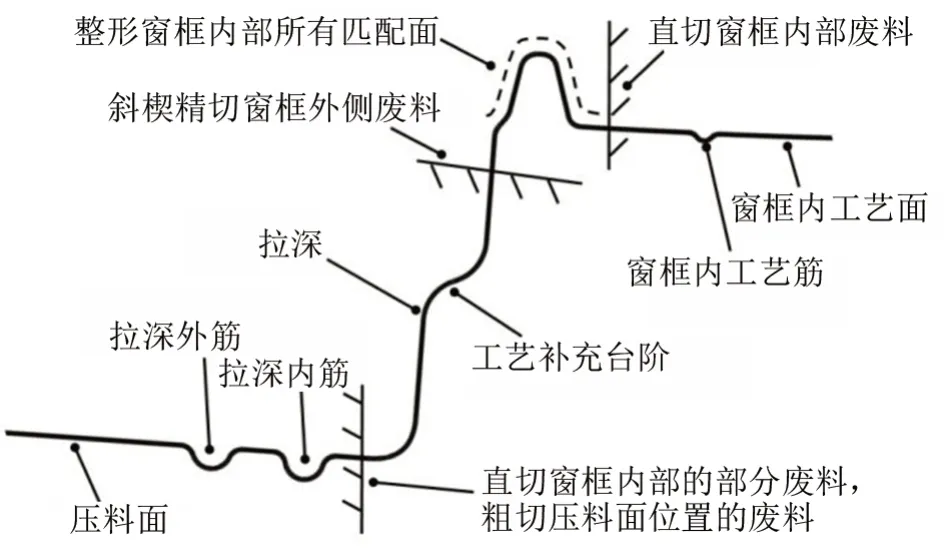
圖2 窗框區域工藝排布
零件在檢具上的測量方案為車身方向旋轉90°平放檢測,因此在制定回彈補償方案前,需要基于零件檢測狀態分析制定夾持方案[6]。按照以往經驗[7],窗框位置的回彈較大,在夾持時會出現扭轉現象,影響零件分析和測量的準確性。因此在數值模擬分析回彈時,通常夾持門內板主型面位置回彈較小的4 個RPS 點(基準點系統),放開窗框位置的2個RPS夾頭,僅做下部支撐進行回彈評估。
2.2 回彈補償分析
回彈補償分析前,需要在CAE 中得到成形穩定的零件。對于整體式窗框門內板,通常在窗框內部設置多個預工藝孔,其附近材料處于平面應力狀態,周圍材料受到豎直方向的拉應力和工藝孔附近的徑向拉應力,如圖3 所示。與不開設預工藝孔相比,改變了此區域僅受單向拉伸的狀態,且預工藝孔越大,距離風險區越近,則優化開裂風險的效果越明顯,保證了成形的穩定性。在窗框內部4 個轉角各設置1個直徑為φ60 mm 的工藝孔,同時在窗框中部拔模角最小的區域設置1 個直徑為φ90 mm 的工藝孔,料片形狀預工藝孔布置如圖4所示,實線為料片輪廓,虛線為拉深成形后工序件輪廓。模擬得到的零件成形性如圖5 所示,其中窗框內的工藝筋在到底3 mm左右成形,對預工藝孔的整個擴展過程影響不大,零件未出現開裂和起皺現象,滿足回彈補償的前提條件。
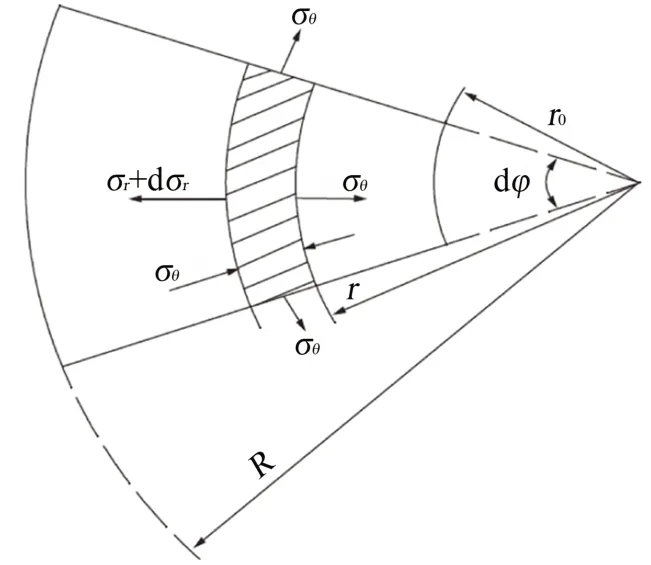
圖3 微元體受力
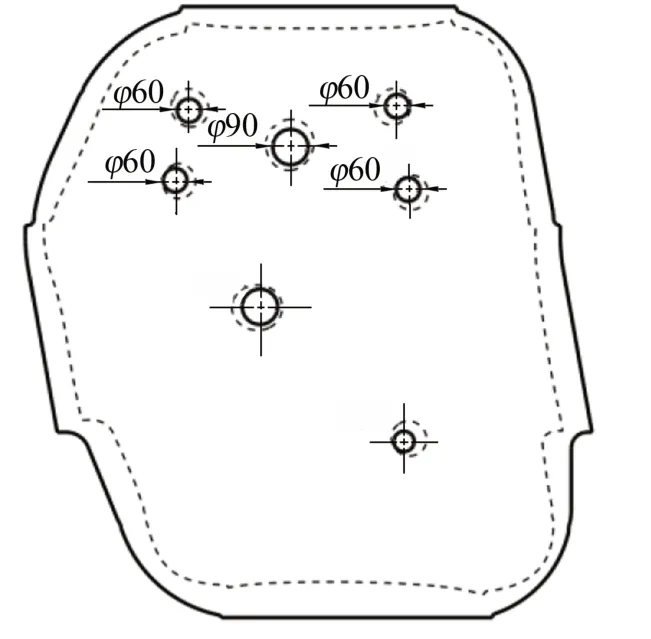
圖4 窗框區域5個預工藝孔
夾持主型面內的4 個RPS 點,取消激活窗框位置的2個PRS 點,受重力影響,窗框尺寸呈現整體負向超差,如圖6 所示。窗框處2 個RPS 點位置的尺寸落差約為2 mm,表示零件在檢具上夾持時,當窗框后側的RPS 夾頭閉合后,窗框前側的RPS 還有2 mm 懸空,夾頭夾緊時必然導致窗框前側出現一定程度的向內扭轉,導致尺寸失真。因此在窗框位置型面補償前,應當消除RPS 位置的型面落差,再進行法蘭邊的型面補償。窗框位置的型面落差補償方案如圖7 所示,窗框后部轉角的最高點增加2 mm,向兩側過渡到零位,再結合法蘭邊的回彈狀況,將C 柱上部的法蘭邊向內翻轉1.5°,根部最大補償量約0.8 mm。由于門內板在拉深時將所有型面都成形到位,且在最后工序的模具對窗框內所有匹配面做矯形,補償方案僅在拉深工序實施。
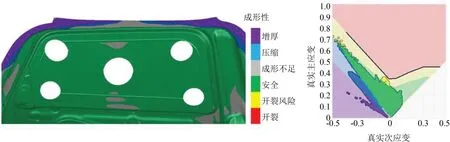
圖5 窗框內5個預工藝孔拉深成形性
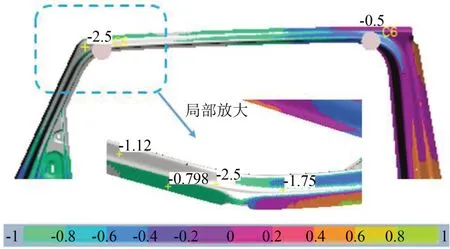
圖6 窗框RPS面尺寸落差
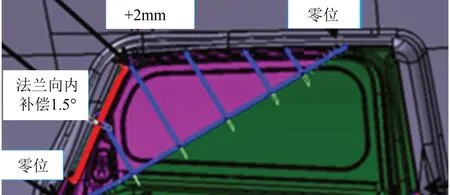
圖7 窗框型面補償方案
2.3 預工藝孔對回彈的優化
以上補償方案在窗框區域需要重構的型面約占整個窗框的一半左右,補償范圍和補償量較大。尤其對于幾字形窗框結構,內外均有匹配面,數據制作時除了需要關注曲面質量,還需要重點關注變形后匹配面之間的形位關系和拔模角變化,數據制作難度和工作量較大。若補償效果不能滿足生產需求,模具零件返工時需要進行大面積的加工才能置零,存在一定的風險,因此需要研究型面補償范圍較小的優化方案。
由于窗框位置的預工藝孔可以改變材料的受力狀態,考慮優化預工藝孔,使窗框位置的材料受雙向拉伸應力的比例提高,成形后殘余應力釋放更均勻,窗框RPS 區域的型面落差減小,改善其在檢具上的夾持扭轉變形。將窗框處的預工藝孔優化成2 個直徑為φ130 mm 的圓孔,同樣獲得成形穩定的零件,如圖8所示。按照相同的夾持方案,窗框位置2 個RPS 點的型面落差小于0.5 mm,此時窗框夾持時不會出現明顯的型面扭轉,尺寸穩定性提高,為后續型面補償提供了可靠依據,如圖9 所示。結合其他區域法蘭邊的回彈狀態,最終確定的型面補償方案僅在拉深工序將C柱上部的法蘭邊向內翻轉1.5°,數據變形制作難度和型面重構量降低,如圖10所示。
補償后的數據進行模擬計算,考慮檢具上的實際狀態,窗框位置的RPS 進行底部支撐。窗框位置的尺寸如圖11 所示,其中靠近C 柱的法蘭邊尺寸在0~0.4 mm,窗框上部的法蘭邊尺寸大部分位于零位,靠近B柱的法蘭邊尺寸在-0.2~0.2 mm,整體滿足設計要求。
3 測量驗證
為了檢驗拉深工序型面補償的效果,將拉深件進行藍光掃描后與理論數據進行擬合,窗框位置2個RPS 的落差在0.4 mm 以內,與設計預期一致,滿足測量和生產要求,如圖12所示。窗框位置的尺寸測量結果如圖13 所示,其中靠近C 柱的法蘭邊尺寸在0~0.6 mm,個別點輕度超差但不影響與密封條的匹配,沒有裝車返修情況。靠近B 柱的法蘭邊尺寸大多在-0.4~0 mm,窗框上部的法蘭邊尺寸在0~0.4 mm,整體測量結果與模擬基本一致,達到了預期的補償效果。
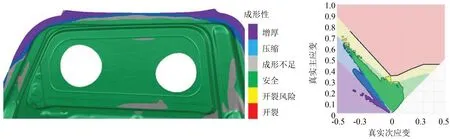
圖8 窗框內2個預工藝孔的拉深成形性

圖9 預工藝孔優化后的窗框RPS面尺寸落差
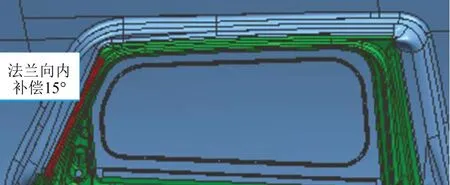
圖10 預工藝孔優化后的窗框型面補償方案
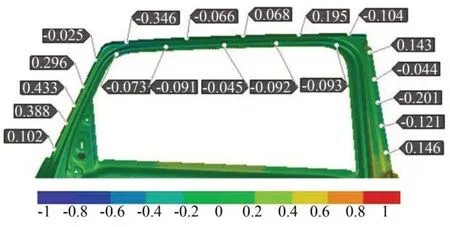
圖11 補償后窗框位置的模擬尺寸
4 結束語
通過調整預工藝孔的方式對后門內板窗框區域的回彈補償方案進行分析和優化,得出以下結論。
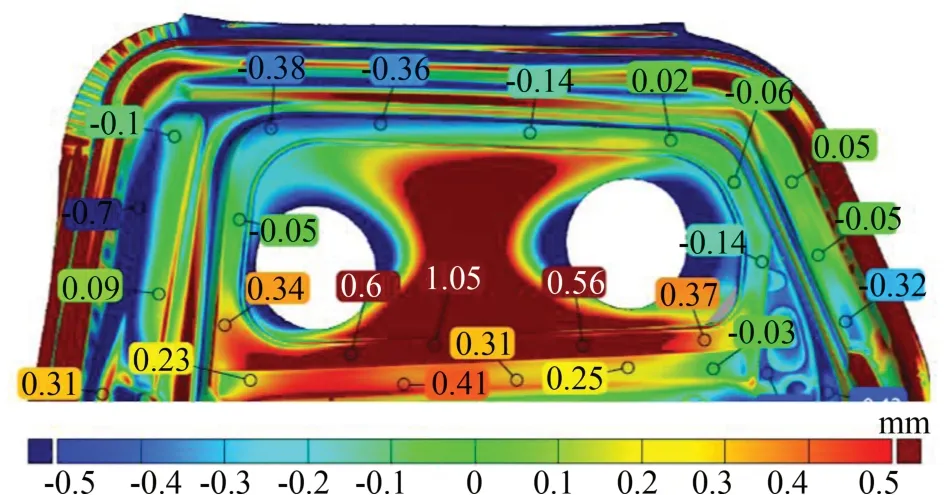
圖12 拉深件掃描擬合結果
(1)整體式窗框門內板在窗框位置的回彈較大,夾頭夾持時易出現扭轉,影響零件的分析和測量結果。回彈分析時通常將窗框位置的夾持點僅做底部支撐,避免零件扭轉對補償方案的干擾。
(2)窗框內的預工藝孔在成形時能改善板料的受力狀態,側壁材料由單向拉伸變為近似的雙向拉伸變形更充分。不同的預工藝孔設置能改變材料中受雙向拉伸的比例,因此可以通過優化預工藝孔方案改善窗框處的回彈狀態,減小型面補償量。
(3)相較于窗框內部多個預工藝孔的方案,2 個預工藝孔的方案邊緣開裂的趨勢降低,成形穩定性更高,且有利于提高板料和工序件的剛度。切邊后殘余應力釋放更均勻,減小了窗框位置的扭轉變形和回彈量,降低了補償難度,對類似零件的工藝設計和回彈補償具有指導意義。
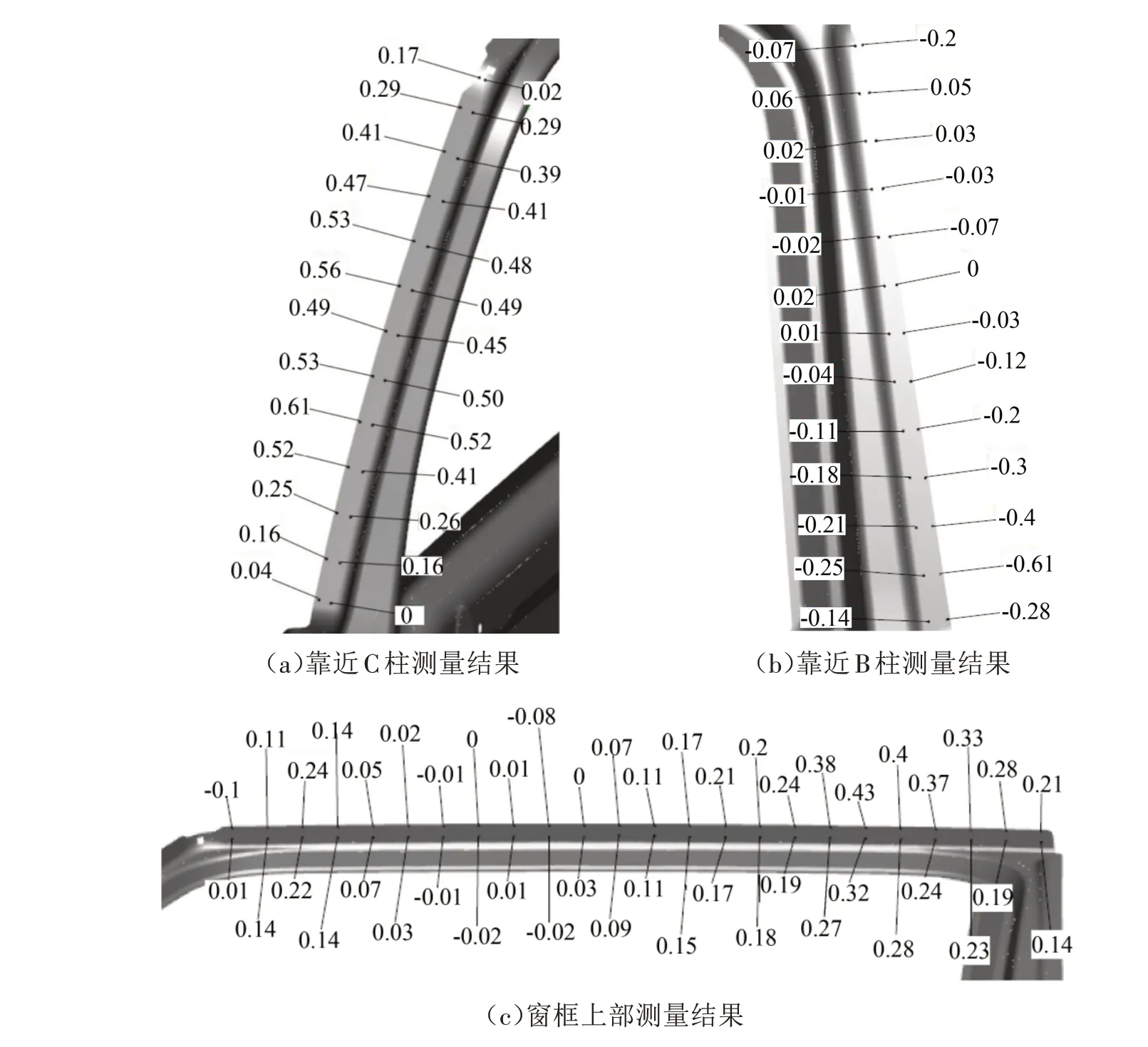
圖13 窗框位置尺寸測量結果
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
