翼子板沖壓回彈優化方法及應用
2021-02-26 11:29:10閆巍,張健,王剛,李悅
模具工業 2021年1期
閆 巍,張 健,王 剛,李 悅
(一汽模具制造有限公司,吉林 長春 130013)
0 引 言
板材沖壓CAE 分析技術已廣泛應用于汽車沖模行業,近年來在開發周期持續被壓縮、客戶對質量要求逐漸提高的背景下發揮了重要的作用。模具設計階段,利用CAE 分析技術進行前期工藝分析,指導工藝設計、零件結構變更、工藝優化及回彈補償,減少甚至避免調試階段的整改;模具調試階段,利用CAE 分析技術進行虛擬試模,再現現場調試問題,并驗證整改方案的有效性,避免鉗工試錯法的調試導致問題無法解決及制造周期長等弊端[1-5]。
眾多汽車覆蓋件中,翼子板與側圍、門板、發動機罩、前保險杠、燈具零件都有匹配關系,如圖1 所示,其尺寸精度要求高,部分企業要求匹配尺寸精度為±0.3 mm,且零件形狀復雜,成形難度大,尺寸精度較難控制,表面質量要求高,因此翼子板與側圍并稱為汽車白車身上的關鍵部件。能否獨立開發高檔轎車側圍、翼子板的模具成為衡量沖模企業能力的重要標準之一[6]。
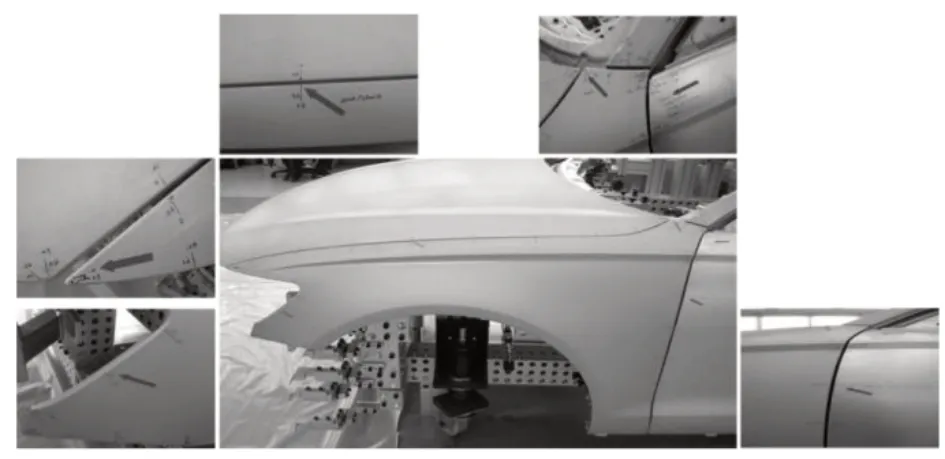
圖1 翼子板匹配示意圖
基于上述原因,利用AutoForm 模擬軟件及光學掃描檢測技術[7]對翼子板沖壓回彈分析及回彈補償過程中涉及的減小回彈量的工藝優化方法進行介紹,并結合實際案例對工藝優化效果進行驗證。
1 回彈產生機理
板料沖壓成形屬于塑性變形,材料拉伸曲線表明:塑性變形伴隨彈性變形階段,而彈性變形是產生回彈的根本原因,具體包括:平面拉伸應力回彈、彎曲回彈、拉伸疊加彎曲應力回彈(拉伸應力+純彎曲應力)。拉伸應力回彈:板料厚度方向應力分布均勻,僅在平面方向受拉伸或壓縮,載荷釋放后產生的彈性恢復。彎曲應力回彈:彎曲變形,中性層一側受拉、另一側受壓,卸載后兩側彈性恢復產生的回彈[8,9]。
汽車覆蓋件多為拉伸應力回彈疊加彎曲應力回彈,如圖2所示。
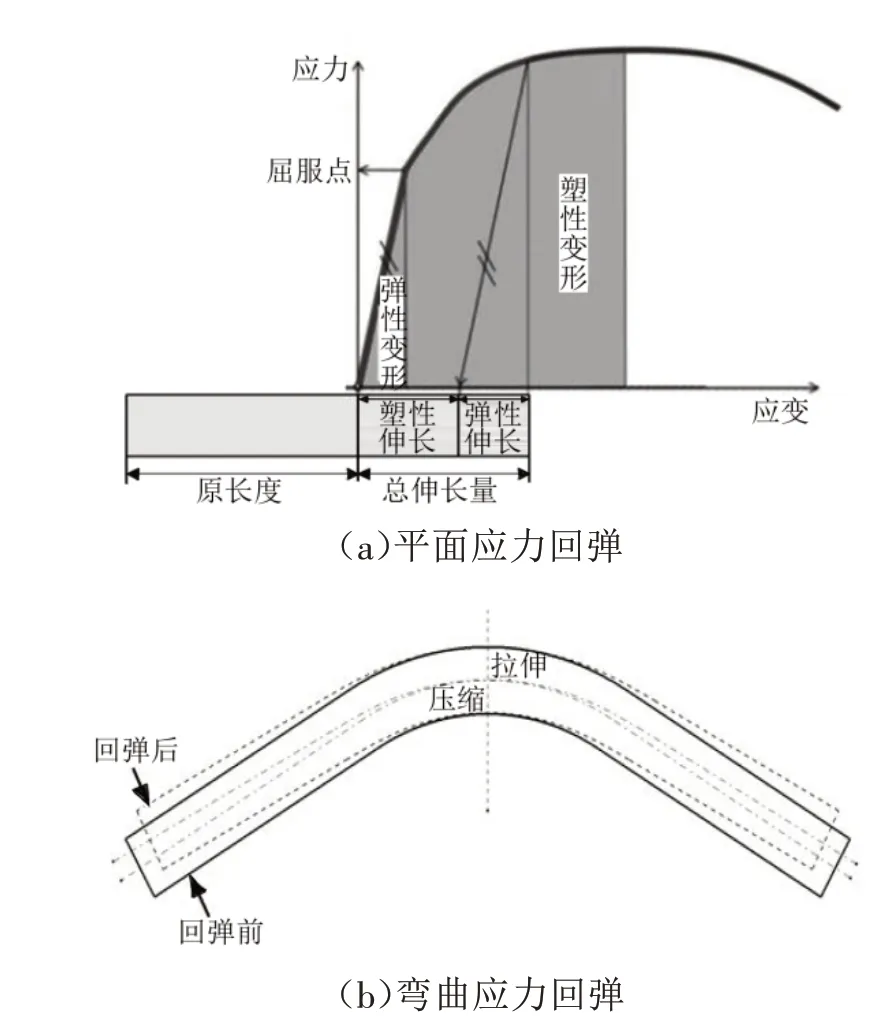
圖2 回彈產生原因
不同材料在相同的工藝條件下,因彈性模量和材料強度的不同,所產生的回彈量也不同,如高強鋼與普通鋼相比,彈性模量相同,但高強鋼強度高,回彈量也更大。鋁板與低碳鋼板相比,彈性模量小,即使兩者達到相同的應變值,鋁板彈性應變和回彈量也更大,如圖3所示。
2 翼子板回彈工藝優化方法
翼子板沖壓成形包括拉深、修邊、翻邊整形等工序,且每個工序都會產生回彈,通過分析各工序件的回彈變化,確定回彈產生的原因,才能有效制定回彈優化方案。回彈控制方法主要包括兩方面:一是通過工藝優化方法改善零件應力分布以減少回彈;二是對型面數據進行補償。但是對于表面質量要求高的外覆蓋件,在回彈量較大時,為保證表面質量,回彈補償量和補償效果難以達成一致。因此在回彈補償前應通過工藝優化手段減少回彈,降低回彈補償。
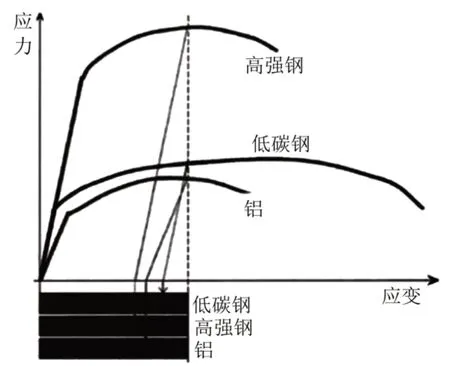
圖3 不同材料的回彈量
翼子板回彈主要來自于翻邊、整形工序,非均勻翻邊,即“多料少料”翻邊是導致零件主型面回彈的主要原因,圖4所示為翻邊面多料狀態。

圖4 翻邊面多料狀態
一般情況翼子板向下翻邊時,多料翻邊存在中間低、兩端高的現象,少料翻邊時則中間高、兩端低;向上翻邊時則相反。表1 所示為整理的主型面形狀與翻邊輪廓形狀匹配后的多料、少料狀態。
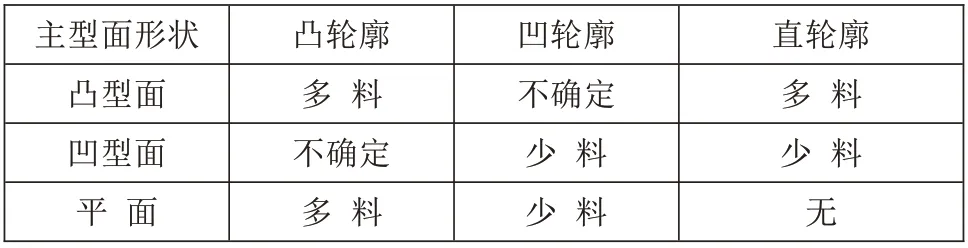
表1 下翻邊輪廓形狀多料少料翻邊狀態
翼子板與其他零件匹配主要位置如圖5 所示,一區為門板匹配區,二區為輪口匹配區,三區為發動機罩匹配區。
2.1 一區工藝優化方法
一區的主型面為凸型,翻邊輪廓近似為直輪廓,在直翻邊時為多料翻邊,導致主型面呈中間低、兩端高,后工序斜翻邊時則為少料翻邊,主型面又變為中間高、兩端低的趨勢,且這種少料趨勢會因零件翻邊高度的增加而變得更明顯,因此控制一區回彈的主要工藝優化方法如下。

圖5 翼子板零件匹配位置
(1)在拉深工序的工藝補充上增加存料,直翻邊時不過多消耗凹坑里的存料,為后工序斜翻邊預留材料。圖6所示為工藝補充增加翻邊存料前后的回彈對比。
(2)改變拉深工藝補充深度,即改變后工序直翻邊高度,實現門側平面度改善,如圖7所示。

圖6 增加存料坑前后回彈對比

圖7 改變工藝補充深度前后回彈對比
(3)調整零件結構面側壁筋數量,控制主型面高低變化,如圖8所示。
(4)更改直翻邊深度,如圖9 所示,翻邊深度減小后,回彈高低差從5.4 mm降至3.3 mm。
2.2 二區工藝優化方法
二區為翼子板輪口區,翻邊輪廓為凹形,一般情況為少料翻邊,會導致主型面中間高、兩端低。另外有些車型翼子板此處棱線銳利、零件高低差大,為避免拉深時零件開裂,需要放大此處圓角,后工序再進行整形處理,這樣會導致此處回彈不易控制。控制二區回彈的主要工藝優化方法如下。
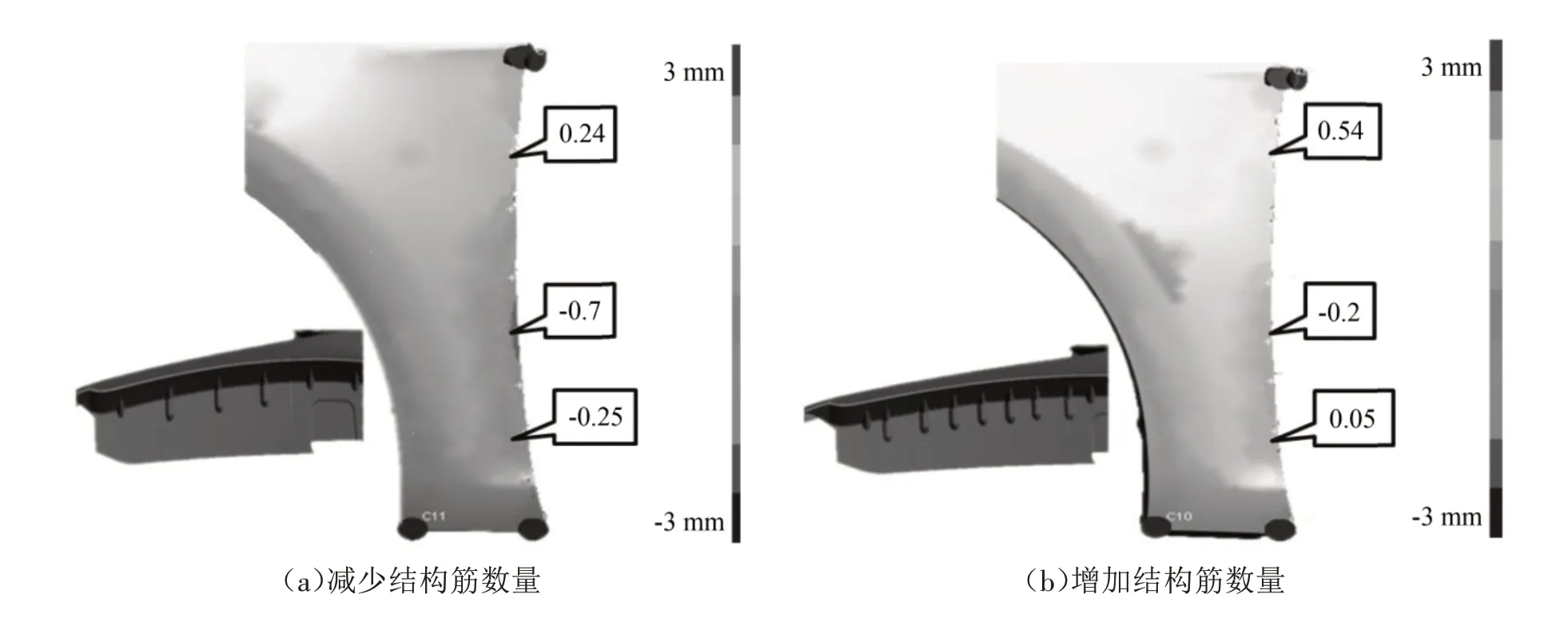
圖8 調整結構面側壁筋數量

圖9 更改直翻邊深度
(1)輪口斜翻邊改為正翻邊,圖10 所示為更改3°翻邊角度前后的回彈對比,回彈量從0.67 mm 降至0.25 mm,滿足公差要求。

圖10 翻邊角度更改
(2)拉深成形盡量達到最終零件形狀,減少整形量,減少因整形量過大造成翻邊工序貼模性差及最終成形零件回彈量大的情況,如圖11所示。
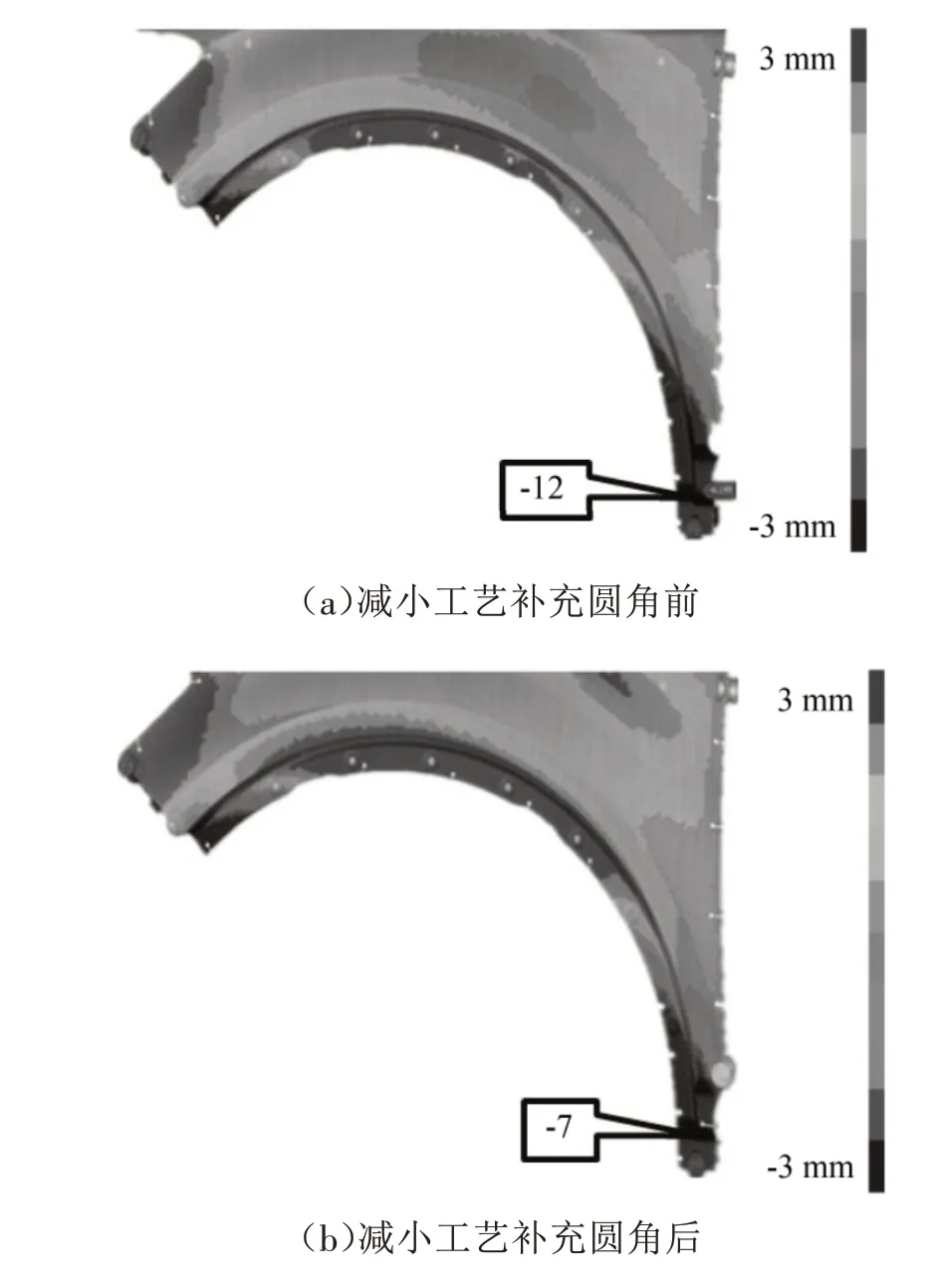
圖11 減少整形量
(3)拉深增加存料包,為后工序翻邊預留材料,如圖12所示。
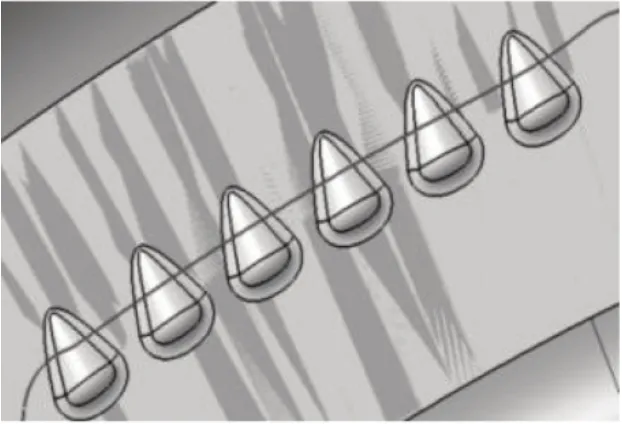
圖12 增加存料包
(4)直翻邊、側翻邊改為壓料翻邊,使翻邊過程中翻邊面板料受控,如圖13所示。
(5)根據翻邊時的多料、少料狀態進行不同時翻邊,即聚料位置先翻邊。
2.3 三區工藝優化方法
三區為與發動機罩匹配區,控制方法如下所述。

圖13 壓料翻邊
(1)拉深成形盡量達到最終零件形狀,減少整形量,如圖14所示。

圖14 減少整形量
(2)工藝補充加存料坑,為后續翻邊存料,改善主型面平面度,如圖15所示。
翼子板其他區域,如與保險杠匹配的結構面,一般間隙偏大,因此需要整體向外偏移,一般偏移量為0.3 mm或根據CAE分析結果確定。
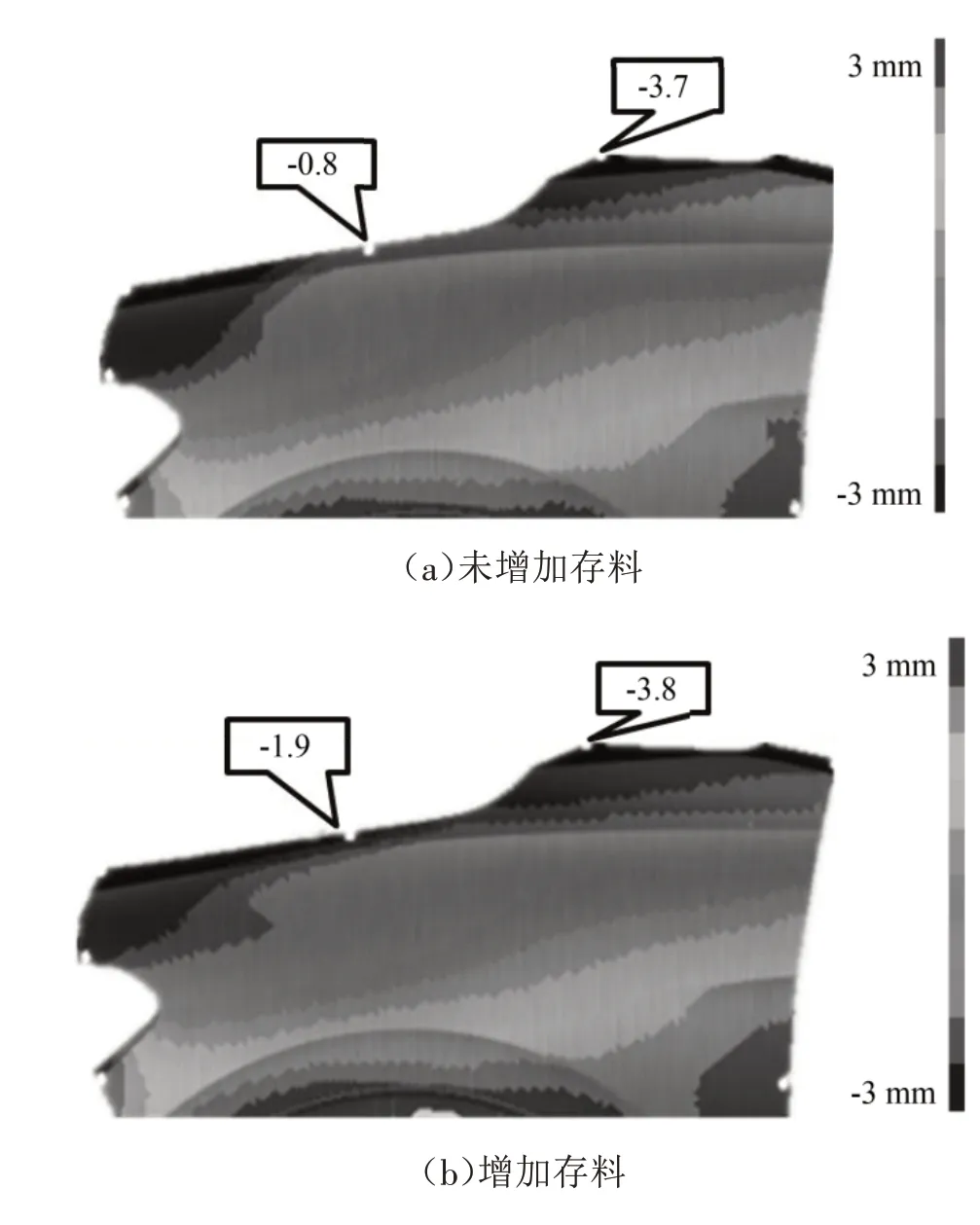
圖15 工藝補充增加存料
上述為翼子板回彈工藝優化方法,在工藝設計過程中應當進行嘗試,盡量通過工藝優化減小回彈,降低補償風險。
3 翼子板回彈工藝優化案例
某翼子板輪口位置工藝內容為過拉深處理,后工序進行翻邊整形,如圖16所示。
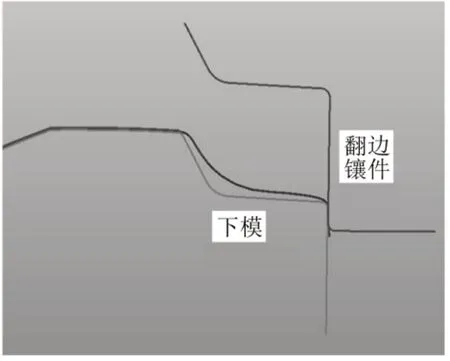
圖16 翻邊工藝形式
該工藝形式的CAE 分析結果顯示:輪口翻邊后,在翼子板角部位置會出現嚴重的扭曲現象,回彈量為-12.5 mm,如圖17 所示。同時因扭曲會導致前工序零件放置在后工序模具上不穩定的問題,最大間隙為5.5 mm,如圖18所示。

圖17 翻邊后回彈
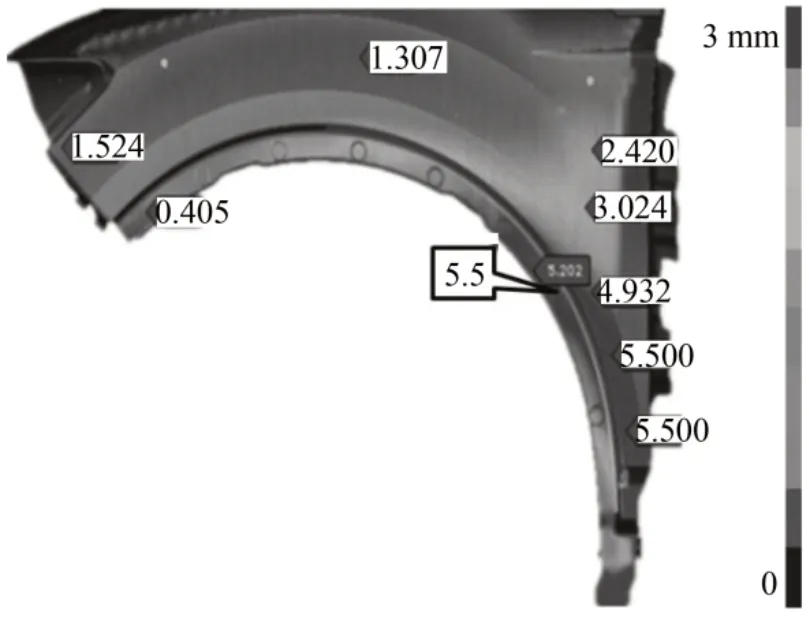
圖18 后工序放置工序件狀態
基于上述問題進行工藝優化,其方法與前述一致,主要包括拉深存料、先后順序翻邊、壓料翻邊等。經過多次優化分析,翼子板角部扭曲狀態沒有明顯改善。由于翼子板角部扭曲量過大,若進行A面區域整改,將導致表面質量無法保證,同時因模具開發周期限制,翼子板角部位置不進行回彈補償,待模具成形零件后,依據實際結果制定整改方案。實際成形的零件在檢測支架上未夾緊時,翼子板角部位置與夾緊點不貼合,存在成形零件扭曲,如圖19 所示。同時零件光學檢測結果與前期CAE分析結果一致,如圖20 所示,因此需要重新考慮此處尺寸回彈整改方案。
經過多次嘗試,最終確定的整改方案為取消輪口中間過拉深,結果如圖21所示。從CAE分析回彈結果看,翼子板角部扭曲改善明顯,但成形零件全夾持時,中間型面低,實際檢測結果與CAE 分析結果一致,如圖22 所示。對于輪口型面偏低的問題,后期經過裝車確認并無明顯影響,無需進一步整改。
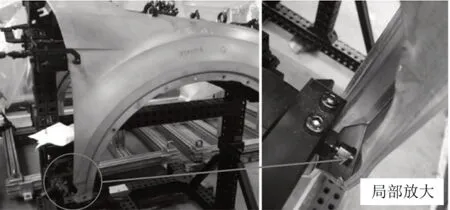
圖19 零件在檢測支架上

圖20 光學檢測與CAE分析回彈結果對比

圖21 整改前后對比
4 結束語
(1)在分析條件合理的前提下,板料成形CAE分析技術可對回彈進行有效判定。
(2)翼子板沖壓的回彈主要是由翻邊工序導致,因此控制翻邊過程的多料、少料狀態是優化該零件回彈的關鍵。
(3)盡量通過工藝優化方法減小回彈,降低回彈補償帶來的表面質量風險。
(4)工藝設計階段對回彈進行評估可避免前期問題遺留,造成后期整改代價較大。

圖22 整改后CAE分析與實際檢測結果
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
