菲迪亞K211機床電主軸無法高速旋轉故障分析與處理
2021-02-27 03:13:22李軍鋒
金屬加工(冷加工) 2021年1期
李軍鋒
昌河飛機工業(集團)有限責任公司 江西景德鎮 333002
1 序言
我公司一臺菲迪亞K211高速加工中心采用FIDIA C20系統,使用的是GAMFIOR E13799型號的電主軸,功率為27kW,最高轉速為24 000r/min。電主軸采用PARVEX伺服驅動控制,使用旋轉變壓器作為速度檢測元件,該類型電主軸類似于同步電動機,需要調整機械角度與電氣角度重合,電主軸才能保證最大扭矩輸出。
2 故障現象
菲迪亞K211高速加工中心更換備用電主軸后,在0~2 000r/m i n內能正常旋轉,當轉速>2 000r/min時,電主軸無法旋轉,機床出現“Spindle Drive Fault”報警,無法正常使用。
3 故障分析及處理
該電主軸是經過修理的備用電主軸,在0~2 000r/min內能正常旋轉,當轉速>2 000r/min時,電主軸無法旋轉,如圖1所示。從故障現象上看,可能存在機械和電氣等方面的問題。
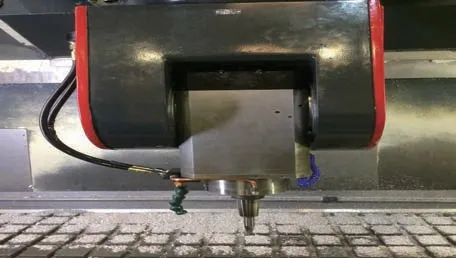
圖1 菲迪亞K211高速加工中心電主軸
3.1 機械故障導致電主軸無法高速旋轉的可能性
該電主軸采用直聯主軸,中間沒有齒輪或其他減速機構,其基本結構如圖2所示。影響電主軸無法高速旋轉的原因可能是電主軸軸承損壞。
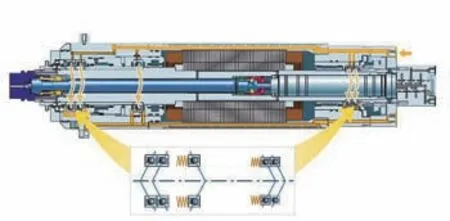
圖2 電主軸基本結構
對于電主軸軸承損壞的可能性,我們用標準檢驗直棒檢測電主軸近端跳動為0.005mm(電主軸出廠此項精度要求為≤0.008mm);檢測電主軸遠端跳動為0.010m m(電主軸出廠此項精度要求為≤0.015mm);檢測電主軸端面跳動為0.005mm(電主軸出廠此項精度要求為≤0.010mm),如圖3所示。并且手動旋轉電主軸,電主軸轉動靈活,無異響,因此可以排除電主軸軸承損壞的可能。
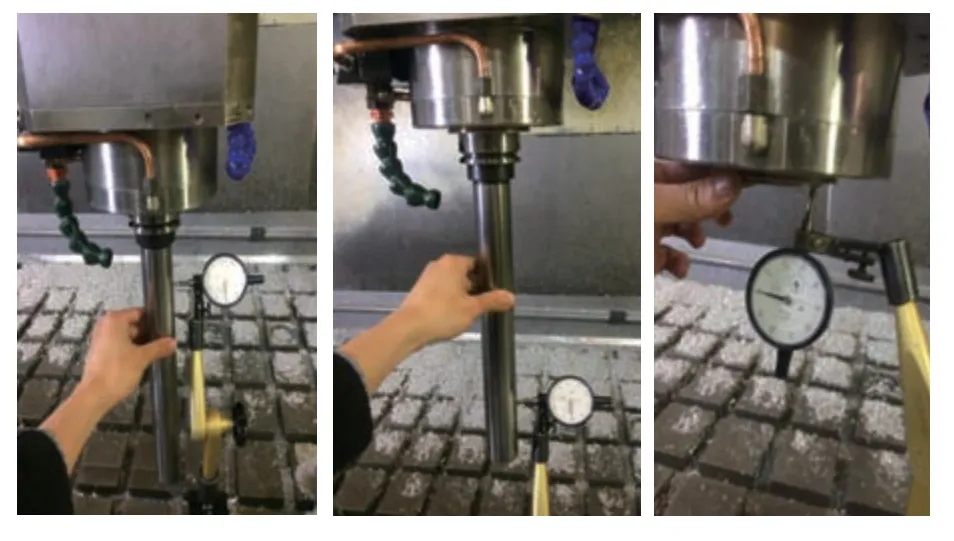
圖3 電主軸精度檢測
3.2 電氣故障導致電主軸無法高速旋轉的可能性
電氣故障導致電主軸無法高速旋轉的可能性有:①電主軸動力電纜有問題。②電主軸控制單元PARVEX伺服驅動存在故障。③電主軸旋轉變壓器角度不對。
電主軸動力電纜有問題導致電主軸無法高速旋轉的原因有:電主軸動力電纜接頭接觸不良,接觸電阻增大或電主軸動力電纜三相兩兩之間電阻不平衡。這兩種情況都會導致電主軸電流減小,從而導致電主軸能旋轉,但無法高速旋轉。檢查電主軸動力電纜的接頭,發現動力電纜接頭緊固良好,無松動、燒蝕現象,因此排除電主軸電纜接觸不良的可能性。用萬用表檢查電主軸動力電纜三相兩兩之間電阻值均為0.8Ω,且三相均對地電阻無窮大。因此排除電主軸動力電纜有問題導致電主軸無法高速旋轉的可能性。
如果電主軸控制單元PARVEX伺服驅動存在故障,IGBT性能下降,內阻增大,那么PARVEX伺服驅動還是能夠進行逆變,輸出電流,但是由于內阻變大,輸出電流將變小,就無法滿足電主軸高速旋轉。由于現場不具備檢測IGBT性能條件,我們就對其PARVEX伺服驅動進行新備件更換測試,測試結果表明電主軸還是無法高速旋轉。因此也排除電主軸控制單元PARVEX伺服驅動存在故障的可能性。
將電主軸后端蓋拆卸,在電主軸末端能看到旋轉變壓器,松動固定旋轉變壓器的3個固定螺栓,旋轉變壓器就可以沿圓周方向移動,注意不需要拆除螺栓,通過旋轉電主軸就可以調整旋轉變壓器的角度,如圖4所示。

圖4 電主軸旋轉變壓器拆卸
電主軸旋轉變壓器角度調整具體方法如下。
第一步,在機床系統里安裝用于調整此類型電主軸電氣角度所需要的Parvex Motion Explorer(PME) 軟件,該軟件原本屬于使用軟盤安裝,由于機床系統升級后,無法使用軟盤,可以將軟盤disk1~disk5的內容拷貝到硬盤上,注意一定要存放在C盤根目錄下,然后啟動disk1中的install軟件,一直到安裝完成。
第二步,軟件安裝完成后,在程序中有Parvex Motion Explorer名稱,開啟該軟件,出現圖5所示窗口。
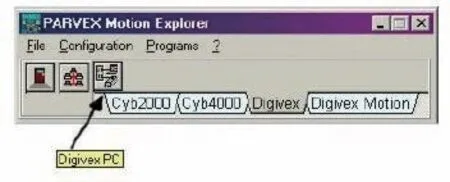
圖5 起始界面
第三步,建立PME軟件與電主軸PARVEX伺服驅動通信。由于該機床CNC控制臺主機上只有一個COM口,而力士樂坐標軸驅動、PARVEX電主軸伺服驅動都是使用COM口進行通信,正常情況下,COM口被IIB板引出的COM線占用,當需要對電主軸進行參數調整時,需要將IIB板的COM線拔除。
注意:COM口不允許帶電拔插,容易燒壞端口,需要關機斷電后,再進行拔插。再將PARVEX電主軸伺服驅動的C O M線連接到菲迪亞主機的COM口,一定注意這個COM口不是在IIB板上,是在計算機主機的COM口。當電纜連接正確,COM口設置正確(根據實際主機上COM口位置設定),傳輸率設置為9 600B。當以上條件滿足后,在圖1所示起始界面上,單擊選擇連接PC的圖標后,出現圖6所示界面。

圖6 啟動界面
第四步,在啟動界面上,單擊菜單中的Connection菜單,會出現提示菜單,問是否讀取驅動中的參數,選擇“是”后,出現讀取參數進度提示界面,等待參數讀取完成,期間不要做其他動作,如圖7所示。
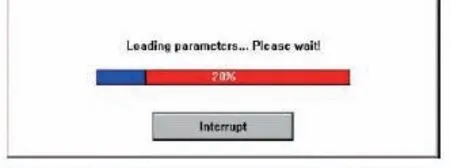
圖7 讀取參數進度提示界面
第五步,當連接成功后,菜單中的Connection選項會變成Disconnection,說明連接成功,然后在Parameters→Resolver→ Adjustment,對旋轉變壓器角度進行調整(見圖8)。
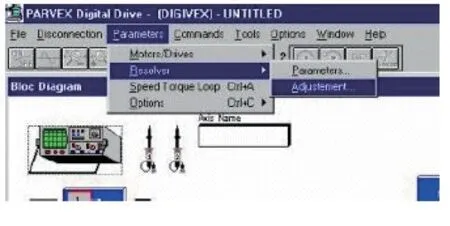
圖8 校準旋轉變壓器菜單選擇
第六步,單擊Adjustment菜單后出現以下界面,選擇Start按鈕,進入校準界面,旋轉OK按鈕退出此界面,如圖9所示。
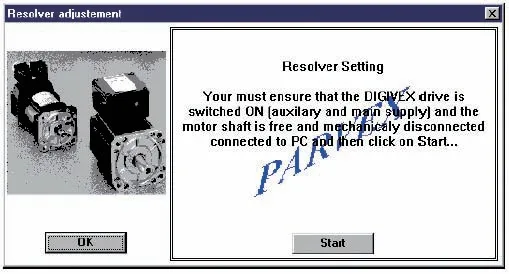
圖9 是否進行旋轉變壓器校準界面
第七步,選擇Start按鈕后,出現圖10所示界面。

圖10 旋變調整界面
第八步,進入此界面后,就可以對電主軸的旋變角度進行調整,具體做法為:單擊ON按鈕,電主軸會旋轉一下,用于將電主軸機械角度定住,這時電流會達到80A左右,一定要在機床上電的情況下,單擊ON按鈕。保持ON的狀態,調整旋轉變壓器的定子線圈角度,直到內圈與外圈的兩條紅線重合,角度顯示在0.1°以內,如圖11所示。
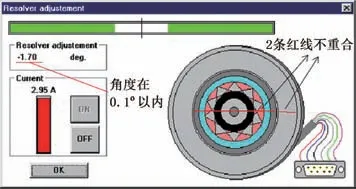
圖11 旋變角度調整
第九步,單擊OFF按鈕,轉動電主軸上的刀柄讓外圈紅線移動120°左右,手離開刀柄,單擊ON按鈕,這時電主軸會慢速轉動,直到內外2條紅線重合,角度顯示在0.1°以內。如果角度顯示過大,重復第八步操作,直到刀柄轉動120°后,單擊ON按鈕后,角度也自動回到0.1°以內。
第十步,單擊O F F按鈕,轉動電主軸上的刀柄,讓外圈紅線移動-120°左右,重復第九步操作,直到刀柄轉動-120°后,單擊ON按鈕,角度也自動回到0.1°以內。
通過以上電主軸旋轉變壓器角度調整,使電主軸機械角度與電氣角度重合后,測試電主軸高速旋轉功能正常,能達到最高轉速24 000r/min,且電主軸溫升正常,電主軸可以正常使用。
4 結束語
對于電主軸無法高速旋轉故障,進行故障排查時,要從機械、電氣等方面進行分析,列出可能導致問題出現的各種原因,然后分別對各自的可能性進行排查,才能最終找到故障原因,排除故障,取得比較好的效果,使機床恢復正常運行。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
中學生數理化(高中版.高考理化)(2020年11期)2020-12-14 07:36:08
當代陜西(2020年13期)2020-08-24 08:22:02
通信電源技術(2018年3期)2018-06-26 06:33:30
制造技術與機床(2017年5期)2018-01-19 02:49:17
濰坊學院學報(2016年2期)2016-12-01 13:00:11
現代工業經濟和信息化(2016年4期)2016-05-17 05:35:38
通信電源技術(2016年3期)2016-03-26 07:13:46
新聞傳播(2015年11期)2015-07-18 11:15:04