基于PRESSCAD的FOX儀表面板沖孔落料復(fù)合模設(shè)計
2021-02-28 10:25:00匡和碧
模具制造 2021年1期
匡和碧
(深圳職業(yè)技術(shù)學(xué)院機(jī)電工程學(xué)院,廣東深圳 518055)
1 引言
隨著國內(nèi)模具設(shè)計與制造水平的提高,沖壓模具設(shè)計手段也得到了不斷的改進(jìn)。由最初的手工繪圖,逐步發(fā)展到采用Autocad軟件繪圖。由于Autocad只是一個繪圖軟件,設(shè)計人員在設(shè)計沖壓模具時,依然需要花費大量時間去繪制模具圖紙。在此背景下,很多專業(yè)軟件公司及大型模具企業(yè)通過對Autocad進(jìn)行二次開發(fā),推出了很多沖壓模具設(shè)計外掛。其中被業(yè)界廣為使用的是臺灣省統(tǒng)贏公司的PRESSCAD,該外掛實現(xiàn)了沖壓模具設(shè)計的參數(shù)化、標(biāo)準(zhǔn)化。本文以FOX儀表面板沖孔、落料復(fù)合模設(shè)計為例,介紹采用PRESSCAD軟件設(shè)計沖壓模具的方法。
2 FOX儀表面板沖孔落料復(fù)合模設(shè)計
2.1 沖裁工藝分析與工藝計算
FOX儀表面板制件如圖1所示。
通過研讀圖紙,可以了解到:①繪圖尺寸單位為mm、沖壓件材質(zhì)為GI料(熱浸鍍鋅鋼板)、厚度為1mm;②制件上有4種沖孔:包括圓孔、矩形孔、腰形孔、鍵槽形孔;③制件的長寬尺寸分別為500.8mm、330mm;④未注沖裁圓角半徑為R2mm;⑤最小孔徑φ5.4mm;⑥φ8.0mm兩孔的中心距最小,為16.97mm;⑦φ5.4mm的孔邊距最小,為12.3mm。
由于制件內(nèi)、外形,孔徑,孔間距、孔邊距均滿足沖裁工藝要求,因此,可以采用沖裁模具生產(chǎn),并且制外形尺寸較大,故確定采用沖孔落料復(fù)合模。
使用PRESSCAD設(shè)計沖壓模具時,只有公差縮放需要手工完成,所謂公差縮放,就是對零件圖上帶公差的尺進(jìn)行換算。對磨損后會變大的尺寸,取接近該尺寸的最小極限尺寸;對磨損后會變小的尺寸,取接近該尺寸的最大極限尺寸;對磨損后不變的尺寸,則取公差中間尺寸。當(dāng)尺寸沒有標(biāo)注公差時,無須進(jìn)行公差縮放。
由于圖1所示的制件圖未注公差,因此,不需要進(jìn)行公差縮放,該制件可以直接導(dǎo)入到PRESSCAD軟件進(jìn)行沖裁模具設(shè)計。
2.2 模具結(jié)構(gòu)設(shè)計
(1)模具結(jié)構(gòu)型式。
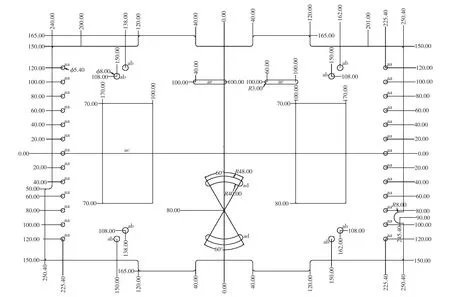
圖1 FOX儀表面板零件圖
如圖2、圖3所示,在PRESSCAD軟件中,通過“模具種類”、“模具型式設(shè)定”對話框,可以選擇模具種類及模具結(jié)構(gòu)。
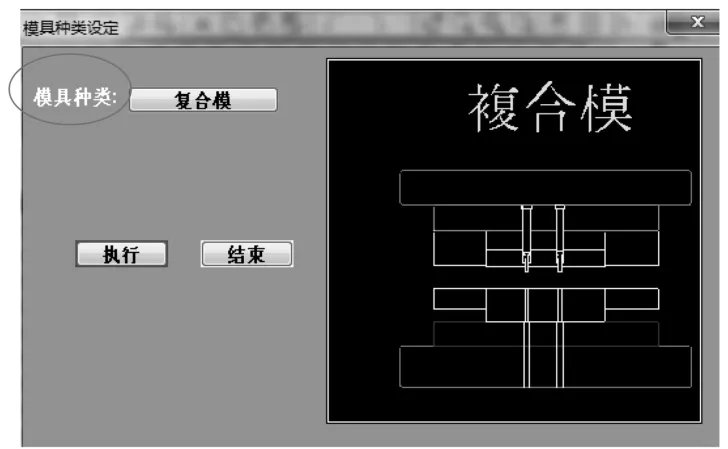
圖2 “模具種類”對話框
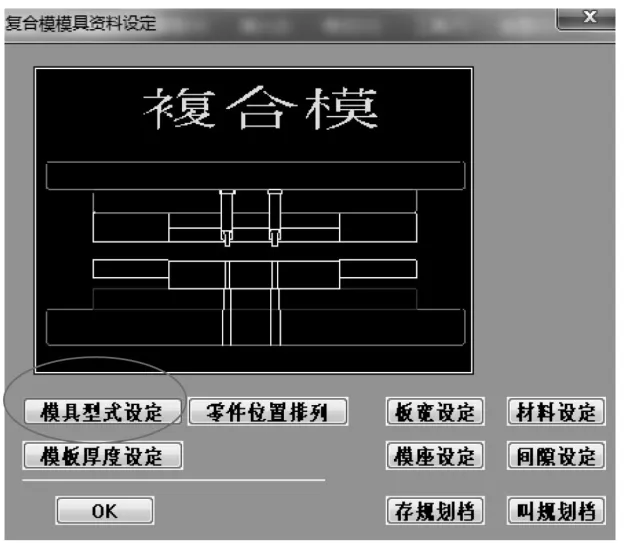
圖3 “模具型式設(shè)定”對話框
(2)模板厚度。
如圖4所示,通過“模板厚度及材料設(shè)定”對話框,可以設(shè)定模板的厚度、材質(zhì)、熱處理要求。當(dāng)不需要某塊模板時,可將該模板厚度設(shè)為零即可。同時,在該對話框中可以設(shè)定內(nèi)、外脫是否共用,上、下模是否共用。當(dāng)設(shè)定為共用時,共用的兩塊模板的零件圖繪制在同一視圖上。
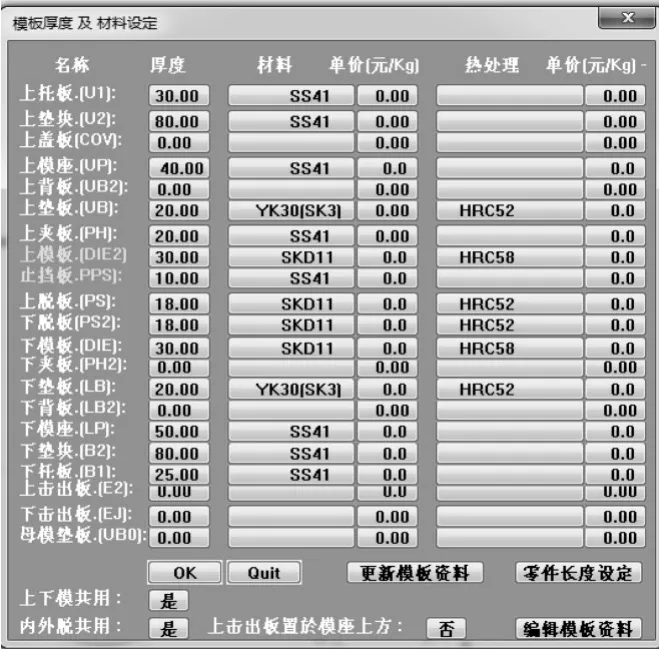
圖4 模板厚度及材料設(shè)定對話框
(3)零件長度。
如圖5所示,通過“零件長度設(shè)定”對話框,設(shè)定開模時外脫突出高、內(nèi)脫突出高、有效沖切長(閉模時,凸模進(jìn)入凹模的深度)、脫料板導(dǎo)引長等參數(shù)。這些參數(shù)不但確定了沖孔凸模、內(nèi)導(dǎo)柱、等高套筒的長度,還確定了打板行程、模具閉合高度等參數(shù)。
(4)模座備料尺寸及吊模螺絲規(guī)格、位置。
通過圖6所示的“模座尺寸設(shè)定”對話框,可以設(shè)定模座與模板的尺寸關(guān)系,吊模螺絲孔的位置及規(guī)格,同時,也可在該對話中設(shè)定外導(dǎo)柱的類型及排布形式。本次設(shè)計不在該對話框中設(shè)定外導(dǎo)柱的類型及安裝排布型式,將在標(biāo)準(zhǔn)件的選用中介紹。
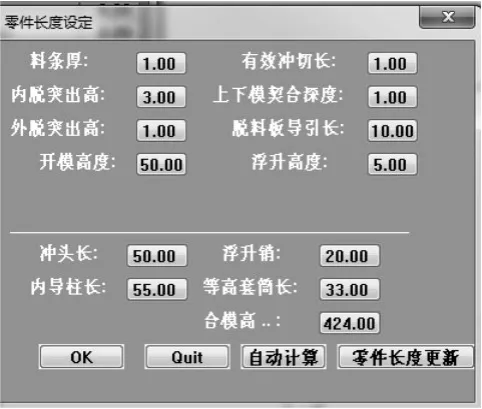
圖5 零件長度設(shè)定
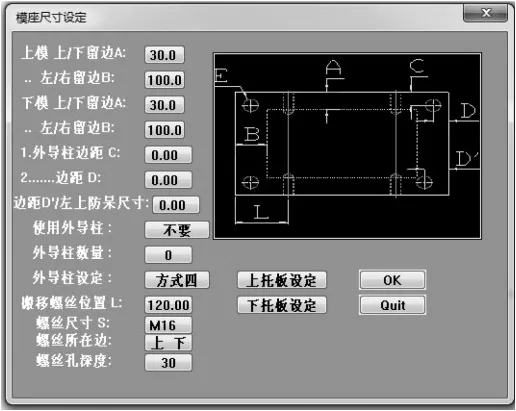
圖6 模座尺寸設(shè)定
(5)托板、墊腳備料尺寸及墊腳排布方式。
通過圖7所示的“上托板、墊高塊輔助設(shè)計”、圖8所示的“下托板 墊高塊輔助設(shè)計”對話框,可以設(shè)定上、下墊腳的寬度、位置、數(shù)量、排布方向以及托板、墊腳、模座的聯(lián)結(jié)型方式。

圖7上托板、墊高塊輔助設(shè)計

圖8下托板、墊高塊輔助設(shè)計
(6)模板繪制。
通過“模板繪制”命令,并輸入料邊留寬值,軟件根據(jù)沖壓零件尺寸及留寬值繪制出模板(上、下墊板,上夾板,外脫料板,母模板(上模板))、模座、墊腳的平面重疊圖,如圖9所示。
2.3 工作零件(凸模、凹模)設(shè)計
對于圓形凸模,通過圖10所示的對話框設(shè)定凸模固定方式、凸模類型(A沖或B沖)、模板線割間隙,再選定沖壓零件圖上的圓孔,PRESSCAD軟件就能在圓孔位置建立圓形凸模并在相關(guān)模板形成凸模過孔。
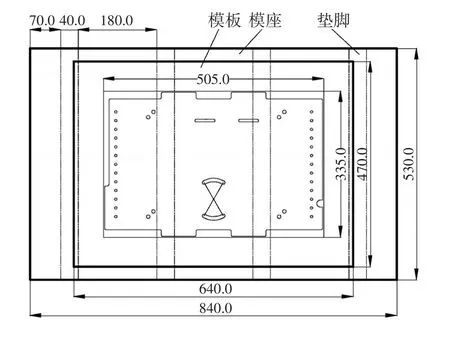
圖9 模板重疊圖
對于異形凸模,通過圖11所示的對話框設(shè)定相關(guān)參數(shù),再選定沖壓零件圖上的異形孔,PRESSCAD軟件就能在異形孔位置建立異形凸模并在相關(guān)模板形成凸模過孔。

圖10 圓形凸模對話框
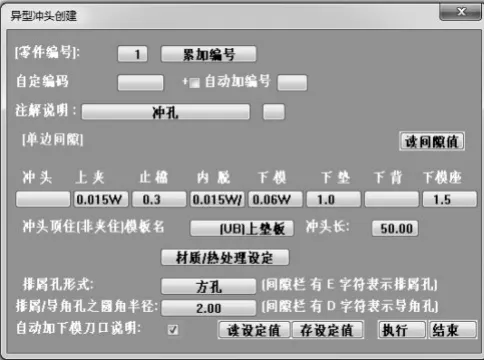
圖11 異形凸模對話框
對于復(fù)合模中的落料凸模、落料凹模,PRESSCAD軟件根據(jù)沖壓零件圖及設(shè)定的線割間隙自動完成設(shè)計,毋須手工操作。
工作零件設(shè)計結(jié)果如圖12所示。
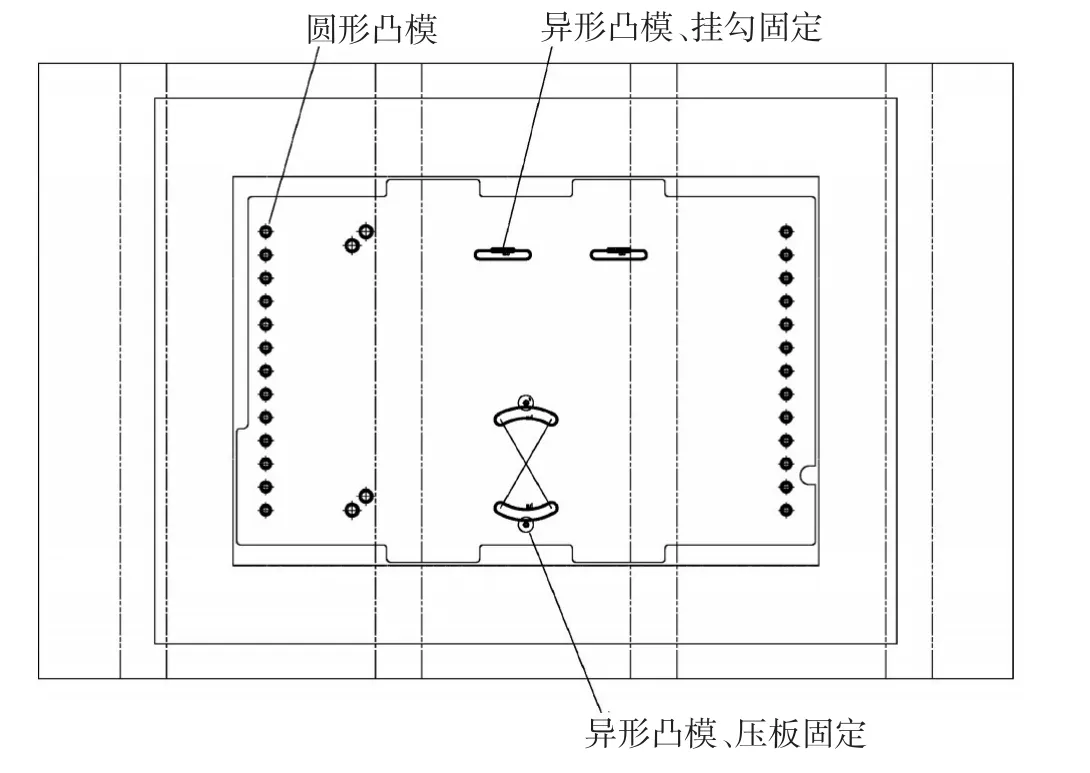
圖12 工作零件設(shè)計
2.4 標(biāo)準(zhǔn)件選用
PRESSCAD軟件的標(biāo)準(zhǔn)件選用對話框如圖13所示,復(fù)合模的標(biāo)準(zhǔn)件包括導(dǎo)向零件(外導(dǎo)柱、內(nèi)導(dǎo)柱),緊固零件(上模螺絲、下模螺絲、凸模固定螺絲、上模合銷、下模合銷),坯料定位零件(活動定位銷),壓料、卸料零件(等高套筒、彈簧、頂料銷)等。

圖13 標(biāo)準(zhǔn)件選用對話框
下面介紹導(dǎo)向零件的選用與排布。
(1)外導(dǎo)柱、外導(dǎo)套的選用與排布。
通過圖14所示的“外導(dǎo)柱資料設(shè)定”對話框設(shè)定外柱固定方式、導(dǎo)柱直徑,系統(tǒng)自動計算出外導(dǎo)柱長度、配套外導(dǎo)套長度、外導(dǎo)柱及外導(dǎo)套安裝孔尺寸。點擊該對話框中的“執(zhí)行”按鈕,再指定外導(dǎo)柱的平面位置,系統(tǒng)在指定位置建立外導(dǎo)柱、外導(dǎo)套,并根據(jù)設(shè)定的線割間隙,在上、下模座形成外導(dǎo)柱、外導(dǎo)套安裝孔。
(2)內(nèi)導(dǎo)柱的選用與排布。
通過圖15所示的“內(nèi)導(dǎo)柱資料設(shè)定”對話框設(shè)定內(nèi)柱固定方式、內(nèi)導(dǎo)柱直徑,系統(tǒng)自動計算出內(nèi)導(dǎo)柱長度、安裝孔尺寸。點擊該對話框中的“執(zhí)行”按鈕,再指定內(nèi)導(dǎo)柱的平面位置,系統(tǒng)在指定位置建立內(nèi)導(dǎo)柱,并根據(jù)設(shè)定的線割間隙,在下墊板、外脫板、上模板上形成內(nèi)導(dǎo)柱安裝孔、過孔。
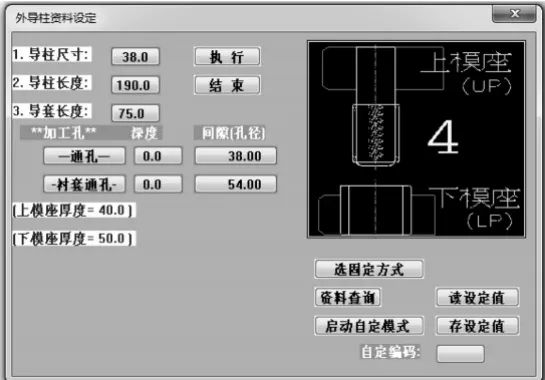
圖14 外導(dǎo)柱資料設(shè)定

圖15 內(nèi)導(dǎo)柱資料設(shè)定
導(dǎo)向零件的選用與排布結(jié)果如圖16所示。
由于篇幅所限,緊固零件,坯料定位零件,壓料、卸料零件等標(biāo)準(zhǔn)件的選用及排布僅給出設(shè)計結(jié)果,如圖17所示。
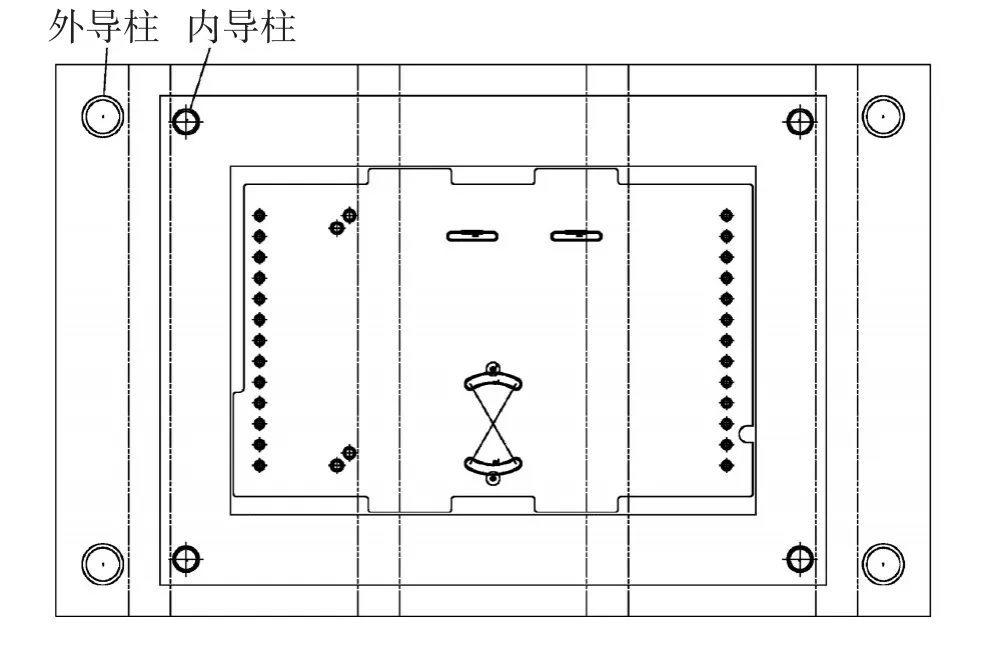
圖16 導(dǎo)向零件的選用與排布
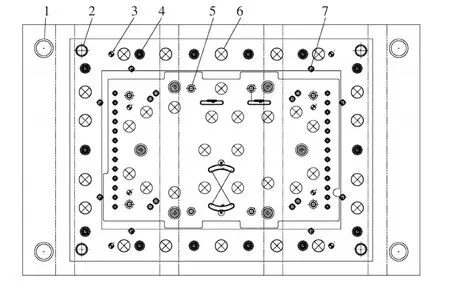
圖17 緊固零件,坯料定位零件,壓料、卸料零件的選用及排布
2.5 模具結(jié)構(gòu)圖及模板加工零件圖和標(biāo)準(zhǔn)件清單的制作
(1)通過“開模組立圖”命令,并按提示選擇欲輸出的零件,系統(tǒng)自動繪制開模組立圖如圖18所示。
(2)通過“模板分離”命令,系統(tǒng)繪制出所有模板及異形凸模的零件圖。限于篇幅,在這里只列出上模板的零件圖,如圖19所示。
(3)通過“料表清單”命令,系統(tǒng)自動統(tǒng)計出所有標(biāo)準(zhǔn)件的規(guī)格及數(shù)量并繪制出標(biāo)準(zhǔn)件清單。標(biāo)準(zhǔn)件清單如圖20所示。
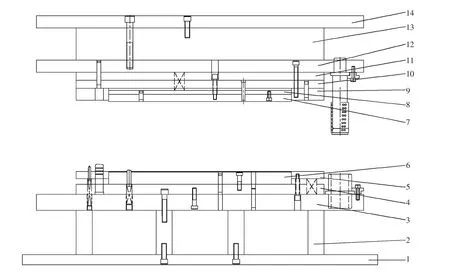
圖18 模具結(jié)構(gòu)圖

圖19 上模板的零件圖
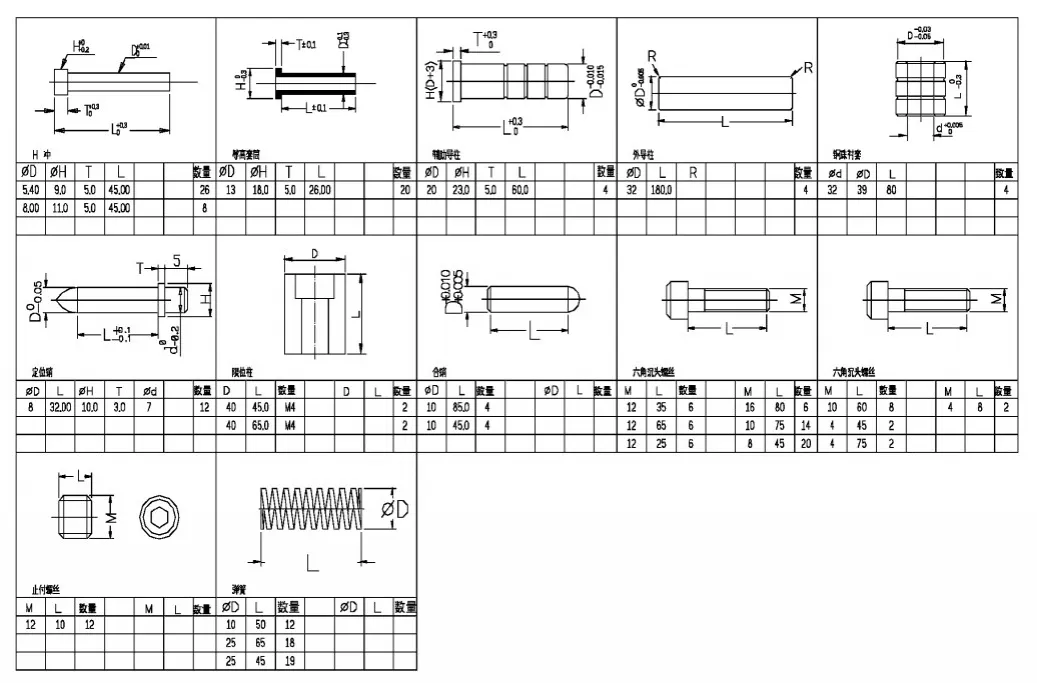
圖20 標(biāo)準(zhǔn)件清單
3 結(jié)語
本文介紹了使用PRESSCAD軟件設(shè)計FOX儀表面板沖孔、落料復(fù)合模的過程、方法。在合理設(shè)定相關(guān)參數(shù)后,系統(tǒng)能自動完成模具組立圖、模板加工零件圖、非標(biāo)零件加工圖的繪制、標(biāo)注,能自動形成標(biāo)準(zhǔn)件清單。設(shè)計結(jié)果表明,該軟件不但可以提高設(shè)計效率,減少出錯率,還可使模具設(shè)計過程標(biāo)準(zhǔn)化、規(guī)范化。
