鞍鋼170 mm厚鑄機大倒角結晶器優化生產實踐
2021-03-01 13:21:20高立超吳春杰王鵬飛杜林潘統領宋宇郭明源
鞍鋼技術 2021年1期
高立超,吳春杰,王鵬飛,杜林,潘統領,宋宇,郭明源
(1.鞍鋼股份有限公司煉鋼總廠,遼寧 鞍山 114021;2.西峽龍成特種材料有限公司,河南 南陽474550)
隨著冶金行業的快速發展,市場對產品質量的要求不斷提升,鋼鐵制造企業內部提質、降耗、增效成為企業生存的基礎。鞍鋼股份有限公司煉鋼總廠四分廠(以下簡稱“四分廠”)170 mm厚ASP連鑄機特點為短流程、高拉速、高作業率。鑄機弧形半徑為5 m(弧半徑/鑄坯厚度=29.41,低于常規≥40的設計理念),投產初期以生產常規低碳鋼普碳鋼品種為主,鑄坯質量能夠滿足要求。隨著市場需求的變化,產品結構隨之調整,微合金包晶鋼比率不斷增加,包晶鋼因含有Nb、V、Ti等微合金,鑄坯凝固過程中裂紋敏感性增加,因此鑄坯角部裂紋難以控制。鑄坯角部橫裂紋發生比率相應增加,包晶鋼角裂指數一度達到175,對鑄坯直裝影響較大。鑄坯清角既增加了清理費用,又降低了軋制成材率。為了解決鑄坯角部橫裂紋,確保連鑄坯能夠滿足直接裝爐的軋制需求,四分廠從設備精度入手,在保證工藝參數的前提下,2018年初上線使用大倒角結晶器設備。使用之初鑄坯角部橫裂紋缺陷明顯減少,僅出現偶發現象,但存在結晶器銅板下口角部磨損嚴重,結晶器壽命短,鑄坯角部縱向壓痕重的問題。本文通過優化工藝參數,提高了鑄坯質量和結晶器壽命,為鑄坯直裝提供了有力保障。
1 生產設備概況
1.1 鑄機工藝流程及參數
鞍鋼170 mm厚鑄機應用大倒角結晶器的工藝流程為:轉爐冶煉→精煉(LF、RH)→連鑄→切割。冶煉鋼種主要有超低碳鋼、低碳鋼、中碳鋼、包晶鋼和中高碳鋼等。鑄機主要參數見表1,除足輥處外二冷區均為氣水冷卻。
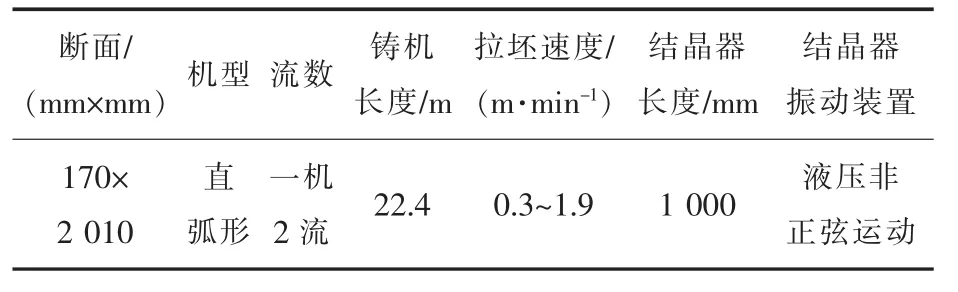
表1 鑄機主要參數Table 1 Main Parameters for Caster
1.2 大倒角結晶器基本參數
連鑄坯在彎曲、矯直段時,鑄坯存在兩個方向相反、間隔較短的受力區間,鑄坯應力積累強烈。特別是鑄坯角部溫度低,應力大,受直角結構影響,鑄坯矯直時角部區域極易產生橫裂紋缺陷。
大倒角結晶器的工作原理是通過改變結晶器窄面銅板的結構,在窄面銅板兩側各增加一個鈍角倒角,使原邊部直角位置的二維冷卻變為近一維冷卻,從而延緩鑄坯角部冷卻,提高鑄坯角部溫度。同時,相對于常規結晶器,大倒角結晶器由于具有物理結構的優勢,拉坯過程中角部應力集中問題能夠得到有效緩解。
鑄機厚度為170 mm,計算角部二維冷卻的低溫區延伸范圍一般在寬、窄面10 mm范圍內,倒角高度為20 mm,以此覆蓋原低溫區域。同時,鑄坯角部形狀改變會引起該處流場的變化,設計角部角度時為盡量減少此處的渦流狀態,使流場整體呈層流狀態,角度為60°,并且將結晶器角部進行冷卻深孔布置,提高同一截面鑄坯溫度的均勻性。
(1)倒角尺寸。大倒角結晶器窄側銅板截面尺寸見圖1。靠近結晶器寬面銅板直角邊長20 mm,倒角本體尖端夾角為60°。相同鋼種和參數條件下,大倒角結晶器與常規結晶器角部溫度場模擬圖見圖2。從圖2可以看到,大倒角結晶器角部頂端溫度區域收窄情況得到明顯改善,角部等溫線條變得更加圓滑。
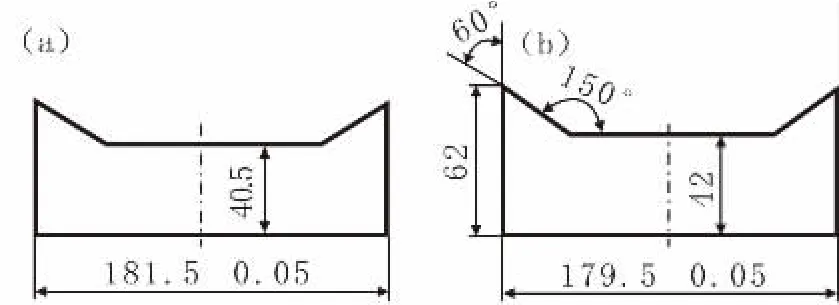
圖1 大倒角結晶器窄側銅板截面尺寸圖(單位:mm)Fig.1 Sectional Dimension for Copper Plates of Mould with Big Chamfer at Narrow Side(mm)
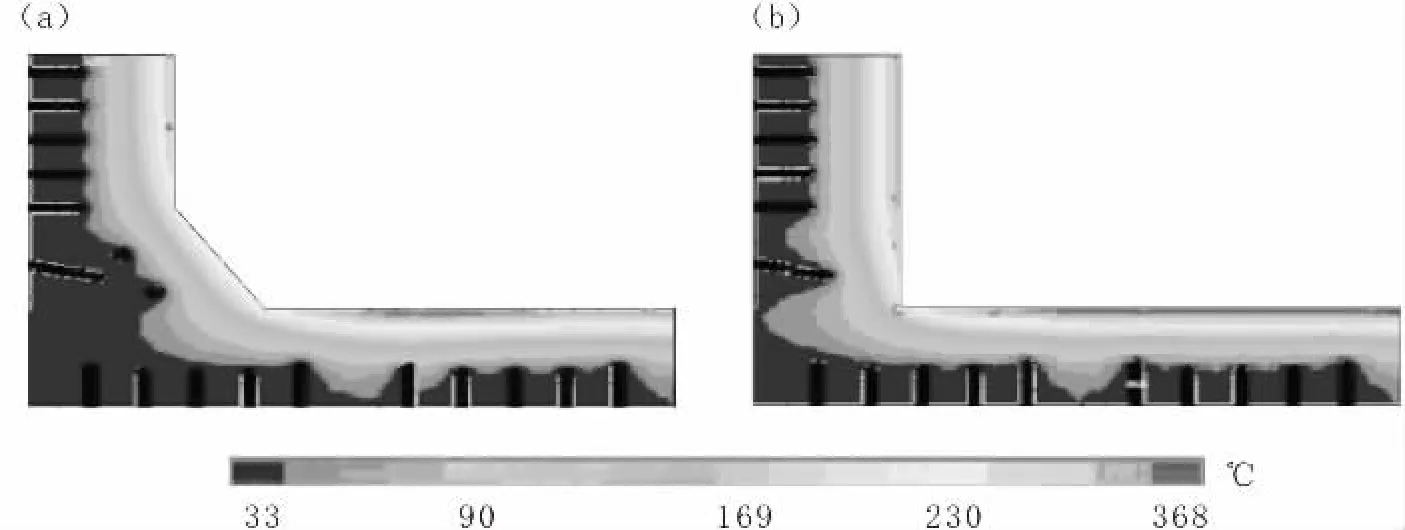
圖2 結晶器角部溫度場模擬圖Fig.2 Simulation Diagram for Temperature Field of Mould at Corner
(2)結晶器水流量。為了保證鑄坯角部冷卻效果,防止角部冷卻不足存在的鼓肚漏鋼風險,窄側銅板大倒角位置增加水縫,水流量比常規結晶器增加8%,結晶器寬面銅板水流量不變。窄側銅板水量增加后,鑄坯寬度方向收縮量增加,中碳鋼和包晶鋼寬度收縮系數設計比常規結晶器增加0.005%。
(3)二冷水流量。為了確保出結晶器鑄坯窄側坯殼厚度,防止窄側鼓肚風險,出結晶器窄側冷卻水采用強冷,二次冷卻水其它環路均采用常規動態水。
(4)錐度。大倒角結晶器窄側銅板錐度見表2。

表2 大倒角結晶器錐度表Table 2 Tamper Form for Mould with Big Chamfer %
(5)長度補尺。為了保證大倒角結晶器金屬量,根據大倒角尺寸,計算出大倒角結晶器生產鑄坯不足量,從鑄坯長度上面補足,統一規定補尺量=鑄坯長度×5.5 mm/m。
1.3 大倒角結晶器整備精度要求
大倒角結晶器足輥與窄側銅板的接弧要求為≤±0.10 mm。鑄坯出結晶器后,窄側坯殼失去結晶器銅板支撐,利用窄側足輥為窄側坯殼提供支撐作用,防止窄側鼓肚。
使用大倒角結晶器生產的鑄坯,近寬面鑄坯角部角度接近120°,近窄面接近150°,有效地減輕了鑄坯拉坯彎曲矯直過程中角部的應力集中。另外,紅外測溫得知,扇形段出口處大倒角鑄坯角部溫度較直角鑄坯的高50℃以上。
2 生產中存在的問題
2.1 鑄坯寬度超寬
針對不同鋼種組包括低碳鋼、包晶鋼、中碳鋼和高碳鋼,進行實物尺寸測量,每個鋼種測量10~20塊鑄坯。結果發現。中碳鋼Q235B鑄坯存在超寬現象,實測寬度與理論寬度的差值為11 mm,其它鋼種實際寬度均符合要求。
2.2 鑄坯表面質量問題
(1)合金包晶鋼生產期間偶發鑄坯角部橫裂紋,見圖3。該種缺陷只在包晶鋼(合金包晶鋼)鑄坯中發現,一般發生在澆鑄過程升降速位置,在倒角面的兩個頂端,嚴重的貫通倒角面,肉眼可見。火焰輕微清理后觀察,缺陷更加清晰。
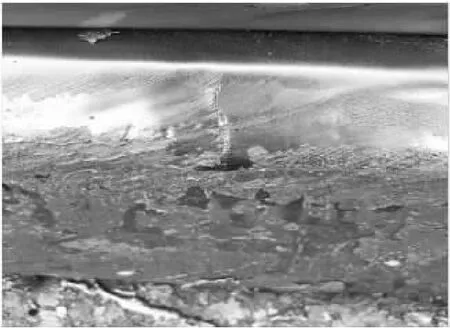
圖3 鑄坯角部橫裂紋缺陷Fig.3 Transverse Cracks at Corner of Casting Blank
(2)鑄坯角部壓痕缺陷見圖4。使用大倒角結晶器初期,中碳鋼、包晶鋼(合金包晶鋼)鑄坯角部多發縱向壓痕,一般是整澆次產生。超低碳鋼、低碳鋼鑄坯角部縱向壓痕缺陷比較輕微。
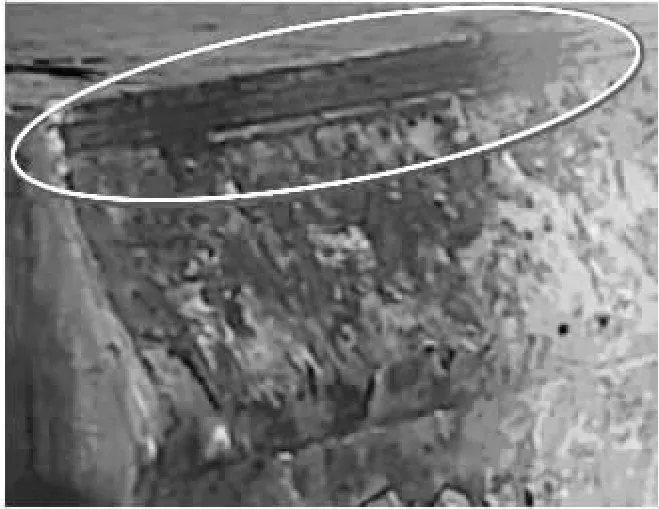
圖4 鑄坯角部壓痕缺陷Fig.4 Indentation Defect at Slab Corner
2.3 結晶器銅板下口角部磨損
結晶器銅板下口角部磨損嚴重,不能滿足使用周期要求。大倒角結晶器銅板下口角部磨損情況見圖5。大倒角結晶器使用1萬t左右時,窄側銅板出口處磨損非常嚴重,而結晶器窄側銅板錐度設計并未發現明顯異常。

圖5 大倒角結晶器銅板下口角部磨損情況Fig.5 Wear Condition at Lower Corner of Copper Plate of Mould with Big Chamfer
3 優化措施
3.1 優化結晶器窄側銅板與足輥接弧方式和接弧標準
3.1.1 優化接弧方式
大倒角結晶器窄側銅板面存在兩個錐度面,上部錐度較大,下部錐度較小,接弧尺的兩個接觸足點在銅板的上端和下端處,足點跨兩個錐度,接弧時接弧尺并非垂直,而是上部向銅板方向傾斜一定角度,接弧后足輥相對于銅板出口位置偏向結晶器中心線位置,實際生產必然造成足輥給窄側坯殼較大阻力,易發生鑄坯窄側和角部表面質量缺陷。
優化前后結晶器窄側銅板與足輥接弧方案的對比見圖6。如圖6所示,改變原來接弧尺跨結晶器銅板兩個錐度的接弧方式,采用平尺對大倒角結晶器銅板與足輥進行接弧。

圖6 優化前后結晶器窄側銅板與足輥接弧方案的對比(mm)Fig.6 Comparison of Programs for Arc Connection between Copper Plates and Foot Rollers of Mould at Narrow Side before and after Optimization(mm)
3.1.2 優化接弧標準
為了進一步提高結晶器銅板和足輥壽命,同時提高窄側銅板與足輥接弧精度要求,對原有接弧標準進行優化。
(1)平尺越過結晶器銅板上口400 mm,測量結晶器窄側下部600 mm部分與足輥的接弧情況;
(2)平尺接弧時按壓平尺的部位為銅板下口向上 100~200 mm;
(3)足輥接弧標準設定平尺與足輥間隙為0.15~0.30 mm。
3.2 調整窄側銅板錐度和窄側二冷水流量
針對包晶鋼 (合金包晶鋼)偶發的角部橫裂紋,進行如下調整:
(1)調整包晶鋼開澆時窄側銅板錐度,結晶器開澆窄側銅板錐度減小0.05%。
(2)調整窄側二冷水流量:生產期間出結晶器窄側二次冷卻水水量由100 L/min恢復為動態水。
3.3 調整鑄坯寬度收縮系數
針對Q235B鋼種鑄坯超寬問題,修正其寬度收縮系數,由1.015調整為1.010。
4 實施效果
優化接弧方案后,與兩點接觸式接弧相比,平尺接弧偏差減少0.50~0.60 mm,平尺接弧的鑄坯實物圖見圖7,鑄坯角部壓痕消失。而且鑄坯角部橫裂紋缺陷未再發生,鑄坯窄側無鼓肚現象發生,坯型正常。優化Q235B鋼種鑄坯寬度收縮系數后,該鋼種鑄坯寬度尺寸符合要求。大倒角結晶器銅板本體磨損減輕,通鋼量從最初的2.5萬t增加到4.5萬t以上,能夠滿足生產要求。

圖7 平尺接弧的鑄坯實物圖Fig.7 Photograph of Casting Blank after Arc Connection by Levelling Rule
大倒角結晶器工藝優化后,跟蹤包晶鋼及中碳鋼生產8澆次78罐,鑄坯不清角下送軋制,均未發現邊部質量缺陷。檢查低碳鋼、中高碳鋼鑄坯表面質量符合要求。常規結晶器、大倒角結晶器優化前后鑄坯軋后邊部裂紋情況對比見表3。
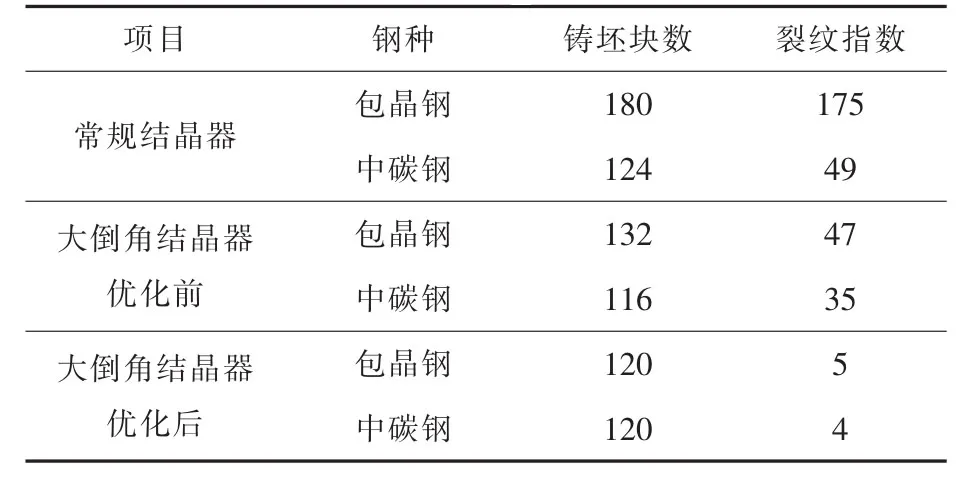
表3 常規結晶器、大倒角結晶器優化前后鑄坯軋后邊部裂紋情況對比Table 3 Comparison of Crack Defects at Edges of Casting Blanks Cast by Conventional Mould and Mould with Big Chamfer before and after Optimization after Rolled
由表3看出,大倒角結晶器比常規結晶器生產的鑄坯軋后邊部裂紋指數大幅下降,優化后的大倒角結晶器生產的包晶鋼鑄坯軋后邊部裂紋指數由47降至5,中碳鋼由35降至4。
5 結語
鞍鋼170 mm高拉速鑄機使用常規結晶器生產包晶鋼存在的角部橫裂問題,通過采用大倒角結晶器得到解決。針對大倒角結晶器使用初期存在的結晶器壽命短、鑄坯角部縱向壓痕及鑄坯角部偶發橫裂紋問題,優化了結晶器窄側銅板與足輥接弧方式和接弧標準,調整了窄側銅板錐度和窄側二冷水水量,優化了鑄坯寬度收縮系數,結果大倒角結晶器通鋼量從最初的2.5萬t增加到4.5萬t以上,優化后的大倒角結晶器生產的包晶鋼鑄坯軋后邊部裂紋指數由47降至5,中碳鋼由35降至4,能夠滿足常規鋼種鑄坯直裝需求。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
房地產導刊(2022年5期)2022-06-01 06:20:14
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
現代企業(2015年2期)2015-02-28 18:45:09
