基于運動控制卡的點位控制系統設計
2021-03-01 05:41:36徐長春張元良周慶貴
中國新技術新產品 2021年1期
關鍵詞:系統
徐 陽 徐長春 鄭 楠 張元良 周慶貴
(1.連云港中復連眾復合材料集團有限公司,江蘇 連云港 222005;2.江蘇海洋大學,江蘇 連云港 222005)
0 引言
旋耕機作為現代農業機械裝備中的主要裝備,其可以達到疊加一般犁耙幾次作業的碎土效果,縮短了整理農田的時間,在市場中有較大的需求。在其制造過程中,旋耕機刀軸和刀具間的焊接工藝水平對整機的產品質量有較大影響。國內的絕大多數小型企業采用人工手動的方式對旋耕機刀軸與刀具進行焊接,勞動強度大,工作效率低,刀軸質量得不到保證。
該文提出了1 種基于運動控制板卡的旋耕機刀軸與刀具焊接工序數字點定位控制系統,該系統價格較低,特別適合中小企業使用。該焊接系統的定位控制采用通用軟件平臺(VB)開發的監控平臺,其適用于中小型監控系統,具有系統開發周期短和工藝適應性強等特點,并且它還適用于一些有特殊功能性要求的運動控制系統中。
1 硬件構成
1.1 ADT8949控制卡介紹
ADT8949 是32 位PCI 總線式運動控制器,它可以做到即插即用,并實現四軸脈沖控制,脈沖輸出頻率為5 MHz。四軸編碼器反饋,頻率高達4 MHz,可以選擇A/B 相脈沖輸入。其有32 位計數和4 倍率,支持硬件序列號。 DSP+FPGA 專用運動芯片技術可以提供高速、高性能、軌跡平滑和優化速度的保障。 脈 沖 輸 出 類 型包括脈 沖 + 方 向 (PUL+DIR) 和雙 脈 (CW+CCW)。抗干擾方面采用了36 路全部光耦隔離的數字輸入,32 路集電極開路輸出。2 路DA 模擬量輸出信號范圍為0 V~10 V ,精度為0.01 V。
該運動控制板卡是1 種基于PCI 總線的板卡,可以插入計算機的PCI 擴展槽,通過接口板與驅動器和外部控制信號端子連接,在PC 機上基于通用軟件VB 開發的控制軟件可以實現插補運算和邏輯信號處理,從而控制工作平臺的運動。采用通用編程語言(例如VB)時,調用函數庫內的函數就可以控制驅動器及驅動電動機,同時還可以控制工作臺的運動。
1.2 系統接線圖
系統的參考電氣接線圖,如圖1 所示。控制系統硬件由PC、ADT8949 運動控制卡、ADC-9192 接線板、步進電機驅動器、步進電機、I/O 開關信號和交流轉直流電源變換器等組成。ADT8949 運動控制卡安裝于計算機的PCI總線插槽中,ADT8949 運動控制卡外接ADC-9192 接線端子板,接線板上的端子與步進電機驅動器、I/O 開關信號以及位置傳感器相連,實現對設備的點動、自動和保護控制[1-2]。
2 軟件設計
2.1 運動指令函數調用
基于VB 編程環境建立的應用工程,由于VB 不能直接訪問硬件的物理地址,因此,在執行外部的輸入輸出信號時,需要通過調用函數來實現程序的各種功能;在編程時,還需要聲明控制卡的動態鏈接庫函數。應用運動控制板卡時,需要調用板卡的指令庫函數,在上位機PC 建立與運動控制板卡的通信后,在通用語言編程環境中調用相關運動形式的指令函數就可以實現對直線和圓弧等軌跡的控制。
在VB 編程開發環境中,應用運動控制板卡實現系統控制還要在調用函數前將“adt8949lib.bas”模塊文件添加到所開發的工程中,否則在軟件編譯時會報錯[3]。函數adt8949_initial(void)是初始化控制卡函數,該函數主要用于檢測控制板卡的運行狀態,通過讀取該函數的返回值,就可以實現對系統報警信息的處理[4]。其中返回值為-1 時,表示沒有安裝端口驅動;當返回值為-2時,表示PCI 存在故障;當返回值為-3 時,表示DSP 程序下載錯誤;當返回值為-4 時,表示硬件異常。
板卡初始化函數在工程中調用示例如下[3,5]。

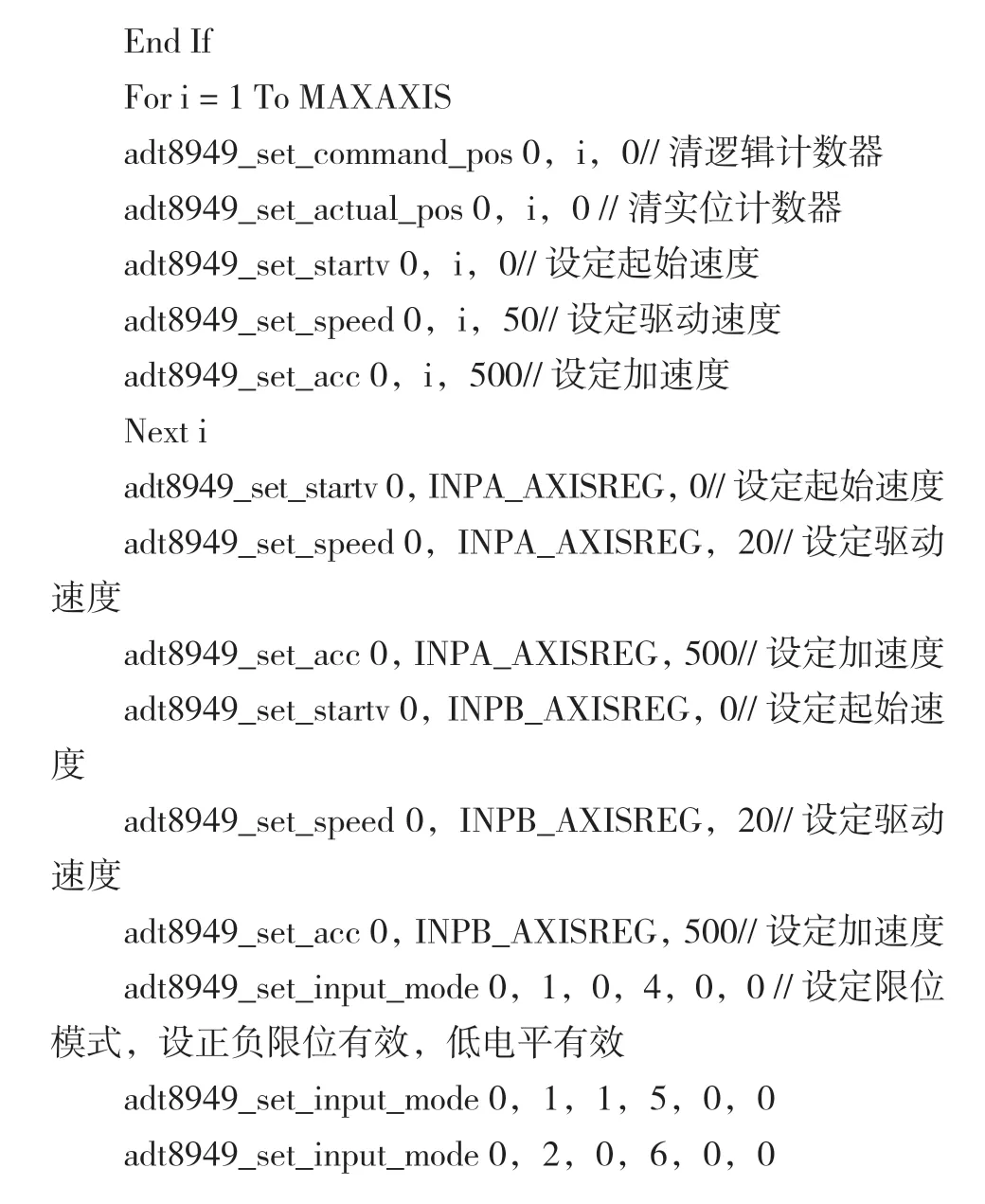
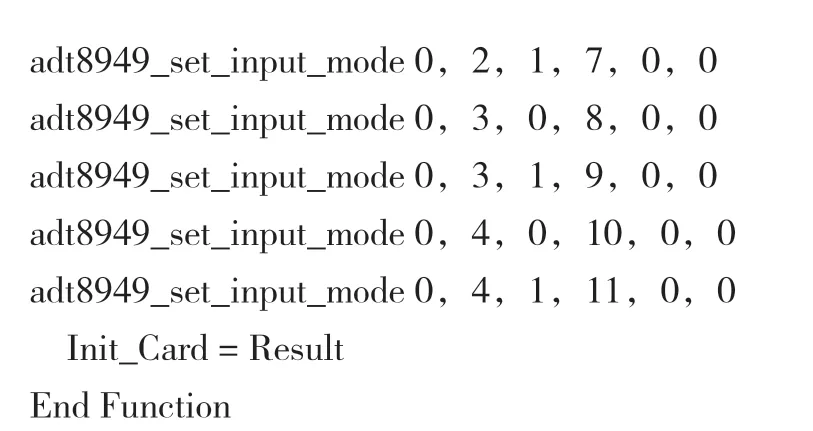

圖1 系統接線圖
上述代碼的主要功能是在板卡初始化程序中,實現設置相應軸的起始速度、運行速度、加速度已經正負限位模式等坐標軸運行參數。
2.2 參數設置界面
設置界面如圖2 所示。參數設置界面的主要功能是在控制系統的新工藝運行前或系統維修后重新設置每個軸的有關運動控制的參數(例如初始運行速度、加速度、驅動運行速度、齒輪比、脈沖當量、速度類型以及對位置參數的選擇。為了方便系統的調整維護,還可以選擇在調整工作方式下采用直線插補或圓弧插補的運動形式來檢驗點位控制的工藝精度等性能。
3 故障檢測與調試
基于運動控制卡的控制系統在實際運行和調試中,經常會發生電機不能轉動或者電機運行中產生異常響聲的情況,出現上述情況主要有以下2 個原因。
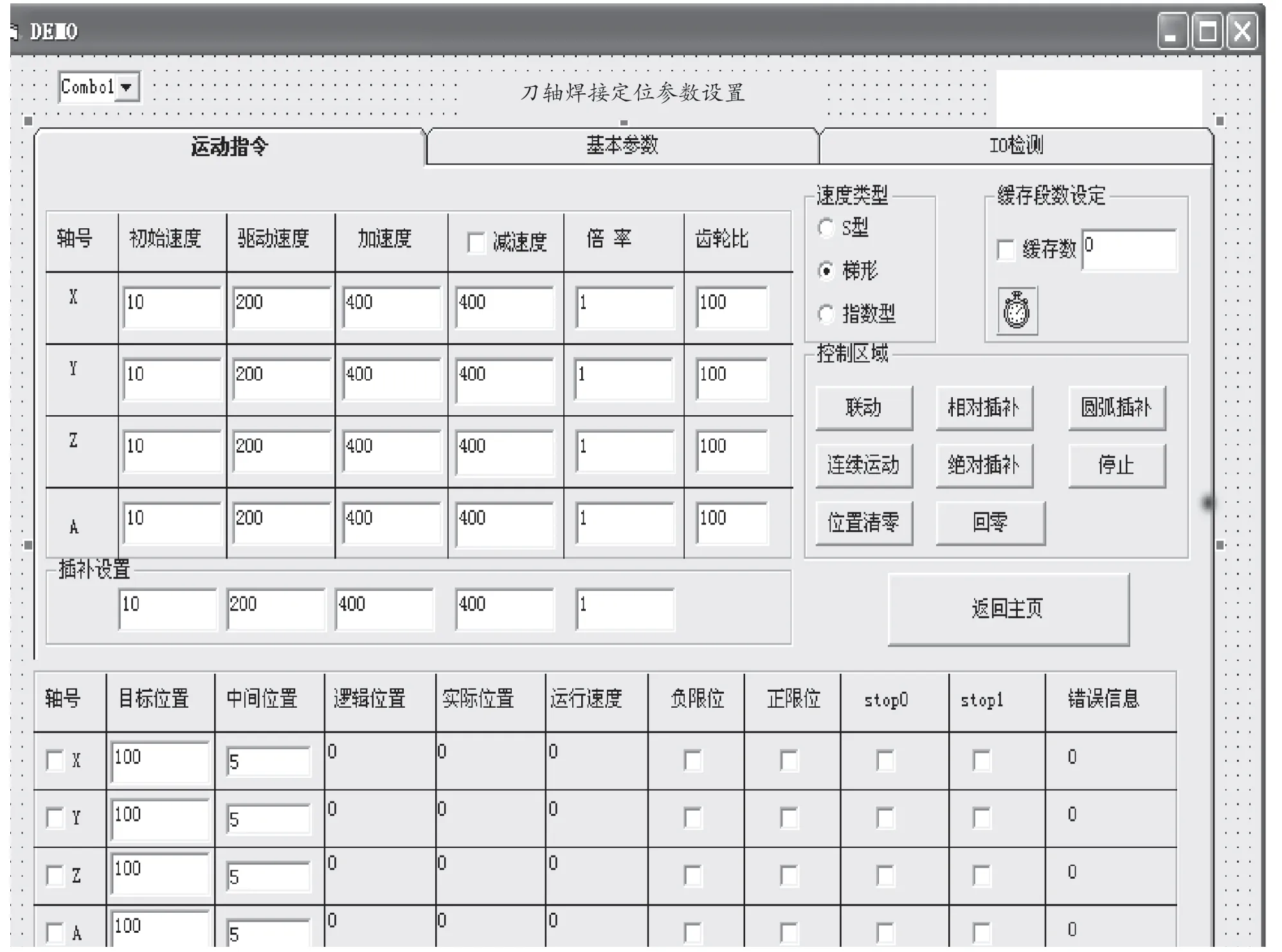
圖2 參數設置界面
3.1 電機有信號,運轉時發出異常聲響
電機運轉時有異常響聲,說明電機有控制信號,但出現了失步現象。出現該現象的主要原因有:1) 步進電機的機械部件卡死或聯軸器損壞。2) 傳輸給驅動器的脈沖信號頻率過高。3) 起始始速度過高或者過低。4) 驅動器的電流設置不正確。
3.2 電機不轉
運動控制卡發出有效脈沖時,電機不運動,其主要原因有:1) 運動控制卡和端子板的連接線沒有接好或出現松動。2) 驅動器的脈沖PU 和方向DR 信號線與端子板出現問題。3) 電機驅動器和步進電機沒有+24 V 電源。
4 結論
基于VB 編程環境,采用運動控制板卡和PC 相結合所組成的硬件形式,解決了小型企業對旋耕機在生產過程中刀軸與刀具焊接關鍵工序的點到點定位控制性能的要求,提高了焊接工藝的穩定性,降低了工人的勞動強度。該文主要介紹了該系統的組成原理,所闡述的系統控制方法具有性能可重構、易于實現特殊數據處理和滿足特定工藝路徑的特點。經實際生產性驗證,整個系統控制軟件與硬件操作正常,控制穩定精度高,對于工業生產領域具有類似點定位控制要求的生產設備有較高的參考應用價值。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32