數(shù)控機(jī)床中心冷卻壓力自動(dòng)調(diào)整的方法
2021-03-01 07:16:14
金屬加工(冷加工) 2021年2期
河南平原光電有限公司 河南焦作 454001
1 序言
我公司多臺(tái)數(shù)控加工中心設(shè)備采用發(fā)那科0iC系統(tǒng),具備中心冷卻功能,為深孔加工的冷卻與排屑起到了很好的作用,極大提高了鉆深孔的加工效率,降低刀具損耗成本。由于冷卻泵的最大流量和提供的壓力是固定的,當(dāng)?shù)毒叩睦鋮s孔孔徑越大時(shí),切削液的流量會(huì)相應(yīng)增大,所以切削液的壓力也必然會(huì)減小。此設(shè)備冷卻壓力靠操作人員手動(dòng)調(diào)節(jié),當(dāng)采用直徑相差很大的刀具時(shí),為防止刀具因冷卻孔過(guò)小而壓力增大造成的冷卻泵過(guò)載,以及避免深孔加工冷卻孔大時(shí),壓力變小不利排屑,需要頻繁地手動(dòng)調(diào)節(jié)冷卻泵的壓力,極其不方便。因此,如何設(shè)計(jì)出一種裝置,可以根據(jù)刀具直徑大小自動(dòng)控制切削液的壓力,是需要解決的問(wèn)題。
2 解決方案
通過(guò)與操作人員溝通,設(shè)置了3個(gè)直徑范圍,每個(gè)直徑范圍設(shè)定一個(gè)冷卻壓力值,基本可以滿(mǎn)足加工需要。為此修改冷卻回路,保證3種壓力,分成3個(gè)支路,通過(guò)電磁閥控制冷卻支路的開(kāi)通或關(guān)閉,手動(dòng)穩(wěn)壓閥調(diào)整壓力。
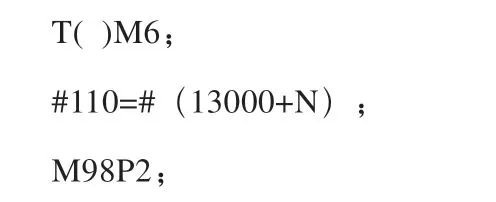
修改冷卻回路,用3個(gè)電磁閥分別控制3種壓力。在控制時(shí),用原來(lái)不使用的M93、M94和M95指令分別控制3個(gè)電磁閥,根據(jù)刀具半徑補(bǔ)償值的大小來(lái)確定哪個(gè)電磁閥打開(kāi)。在加工程序中,換刀后,把刀具半徑補(bǔ)償值給變量#110,也就是#110=#(13000+N),如果參數(shù)6000#3為1,則13000改為12000。其中N為刀具半徑補(bǔ)償號(hào),程序格式為:
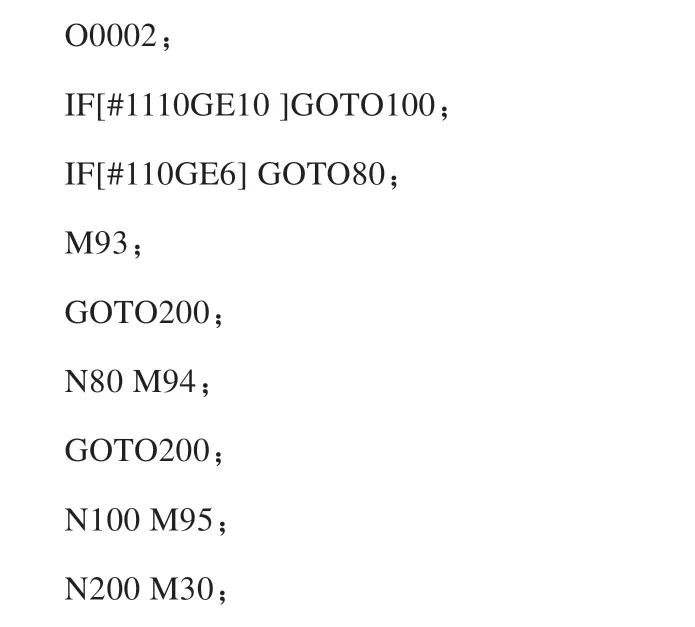
程序O0002為打開(kāi)電磁閥的子程序,以刀具半徑>10mm、6~10mm 和<6mm分別打開(kāi)不同壓力的回路:
修改PMC程序,加入M93、M94和M95指令的有關(guān)PMC指令。
圖1中M93、M94和M95是為了輸出3個(gè)指令的完成信號(hào)。圖2是泵起動(dòng)梯形圖,R0251.0、R0251.1和R0251.2是保證只有在電磁閥打開(kāi)下才能起動(dòng)泵,防止泵損壞。圖3中Y0004.5、Y0004.6和Y0004.7為PMC控制電磁減壓閥的輸出指令。圖4中P為水泵出水壓力,P4為進(jìn)行調(diào)壓后冷卻刀具壓力,3個(gè)電磁閥控制3種壓力,用手動(dòng)穩(wěn)壓閥調(diào)整壓力,溢流閥是為了保證在當(dāng)電磁閥或調(diào)壓閥沒(méi)有正常工作時(shí),防止冷卻泵憋壞。
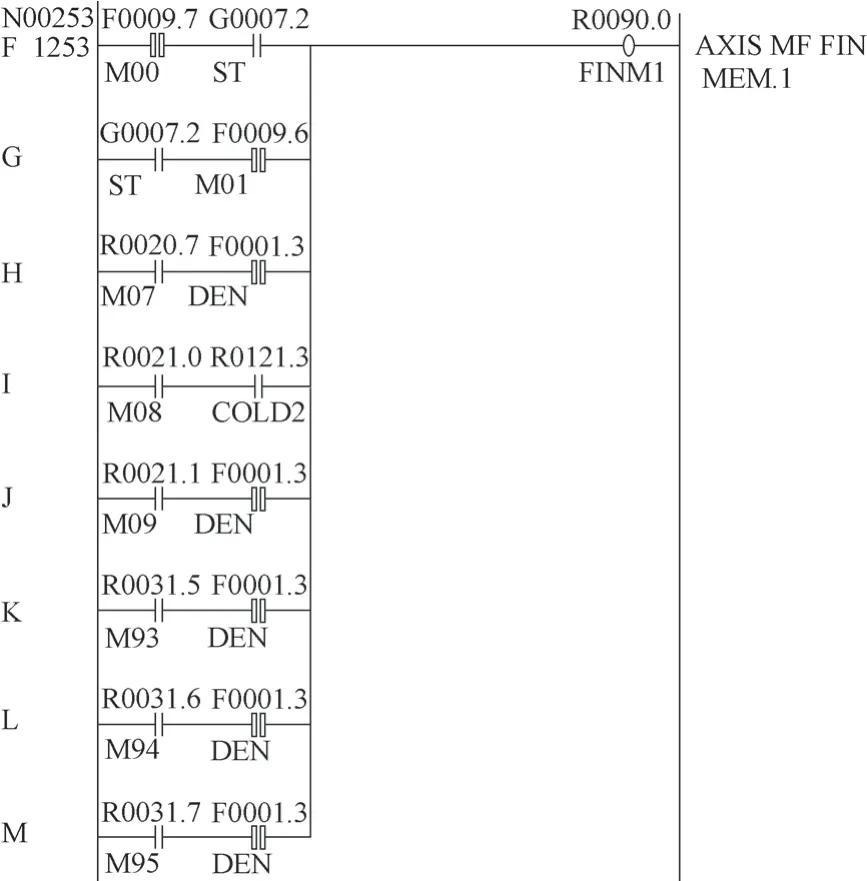
圖1 PMC程序
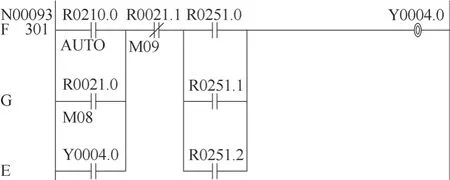
圖2 泵起動(dòng)梯形圖
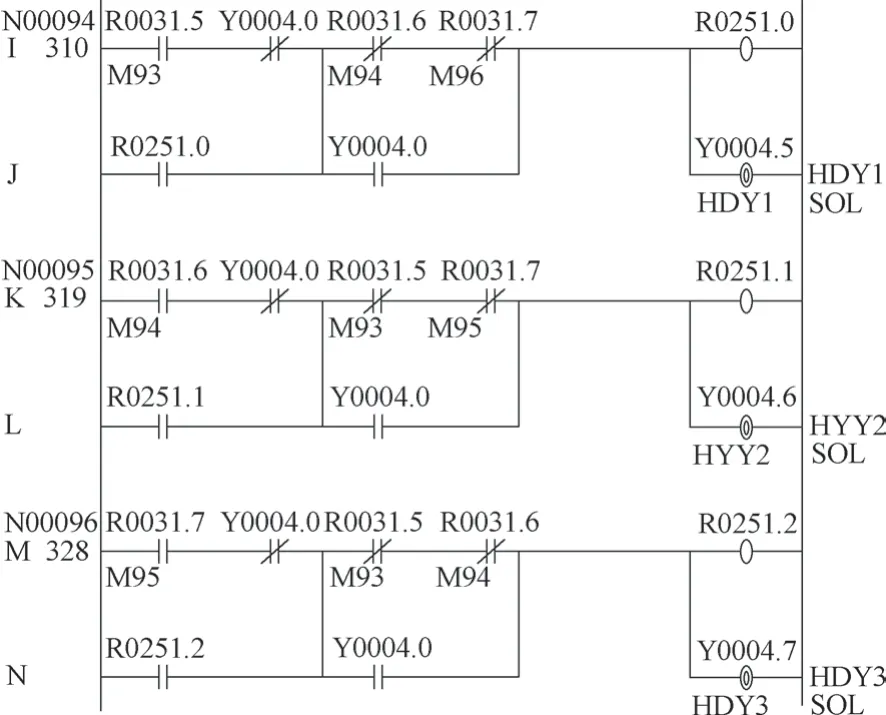
圖3 PMC控制電磁減壓閥的輸出指令
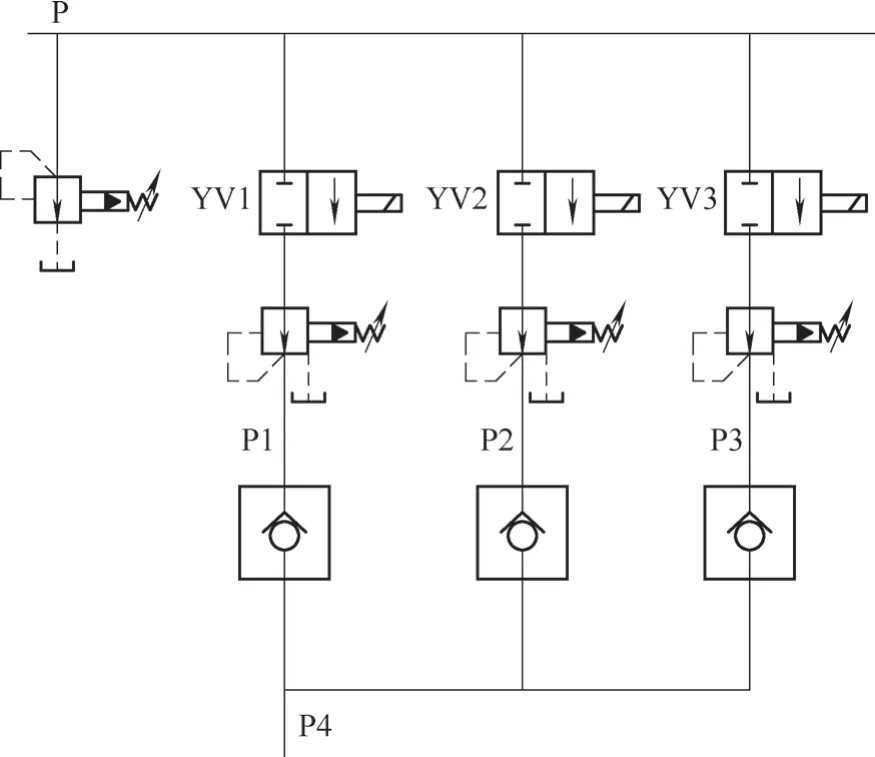
圖4 閥壓力指令示意
3 結(jié)束語(yǔ)
經(jīng)過(guò)增加自動(dòng)調(diào)整冷卻泵壓力功能后,操作人員基本不用根據(jù)加工刀具直徑的大小再反復(fù)調(diào)整切削液的壓力來(lái)控制流量大小,利用宏程序功能自動(dòng)調(diào)整機(jī)床切削液的壓力,極大地降低了操作人員的人為干預(yù),節(jié)約了人力成本。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
人大建設(shè)(2019年12期)2019-05-21 02:55:44
測(cè)控技術(shù)(2018年5期)2018-12-09 09:04:26
電子測(cè)試(2018年18期)2018-11-14 02:30:34
中山大學(xué)法律評(píng)論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
電信科學(xué)(2016年10期)2016-11-23 05:11:56
中國(guó)衛(wèi)生(2015年3期)2015-11-19 02:53:32
西安航空學(xué)院學(xué)報(bào)(2014年5期)2014-07-13 01:27:52