工頻感應(yīng)爐加熱工藝對(duì)7A04合金管材裂紋影響因素的分析
2021-03-01 07:52:50
金屬加工(熱加工) 2021年2期
關(guān)鍵詞:裂紋
西北鋁業(yè)有限責(zé)任公司 甘肅隴西 748111
1 序言
感應(yīng)加熱主要用于熔煉、焊接、熱處理、熱鍛件、鑄錠加熱、金屬加工前預(yù)熱等熱加工工藝,這種加熱技術(shù)也適用于包裝和固化的許多其他應(yīng)用領(lǐng)域。由于工頻感應(yīng)爐采用了電磁場(chǎng)、熱場(chǎng)數(shù)字化計(jì)算技術(shù),可編程控制器集中監(jiān)控技術(shù),因而具有電熱總效率高,可滿足不同鋁合金錠加熱溫度的要求,溫度控制方便,且加熱溫度控制精度高,易于實(shí)現(xiàn)自動(dòng)化等優(yōu)點(diǎn)。目前,工頻感應(yīng)加熱技術(shù)已大量應(yīng)用于工業(yè)生產(chǎn),而且隨著感應(yīng)加熱理論和技術(shù)的不斷進(jìn)步,自動(dòng)化的感應(yīng)加熱成套設(shè)備已經(jīng)大量涌現(xiàn),展示了越來越廣泛的應(yīng)用前景[1]。
但是隨著工頻感應(yīng)加熱爐在空心鑄錠加熱生產(chǎn)中的不斷應(yīng)用,感應(yīng)加熱暴露出了箱式電阻加熱爐所不存在的缺陷。例如,在生產(chǎn)7A04合金,φ95mm×25mm管材時(shí),鑄錠經(jīng)感應(yīng)加熱后沿長度方向上出現(xiàn)尾端溫度高于前端溫度,以及表面裂紋、過燒等大量廢品;在低倍試片上存在明顯的色差,嚴(yán)重時(shí)試片上有許多像年輪一樣的環(huán)形紋路,產(chǎn)生許多環(huán)形不合層,以及低倍裂紋等缺陷,已嚴(yán)重影響到產(chǎn)品質(zhì)量和企業(yè)的生產(chǎn)效益。通過對(duì)感應(yīng)加熱爐的生產(chǎn)操作,加熱功率選擇、加熱及保溫時(shí)間等工藝參數(shù)進(jìn)行工藝研究,找出不同的工藝參數(shù)對(duì)產(chǎn)品質(zhì)量的影響因素。
2 試驗(yàn)方法
本試驗(yàn)選用36MN鑄錠工頻感應(yīng)加熱爐,直徑為320mm的感應(yīng)圈進(jìn)行試驗(yàn)研究。該感應(yīng)圈有效長度1400mm,分6個(gè)加熱區(qū),每區(qū)可獨(dú)立調(diào)功能,可以實(shí)現(xiàn)平行加熱和梯度加熱。一般情況,從進(jìn)料端到出料端,1~3區(qū)設(shè)定為預(yù)加熱區(qū),4~6區(qū)設(shè)定為加熱區(qū);加熱爐具有9檔功率可調(diào),隨加熱檔位(1~9檔)增大,加熱功率減小;最大加熱功率為500kW;允許加熱鑄錠最高溫度550℃;在鑄錠出料端由邊緣和中心兩只熱電偶進(jìn)行控溫,控溫精度為±5℃。通過選擇不同的加熱檔位和加熱保溫時(shí)間,考察工藝參數(shù)對(duì)鑄錠質(zhì)量的影響。
實(shí)測(cè)鑄錠溫度,用TES1310TYPE-K型手持式表面溫度計(jì)測(cè)量。
試驗(yàn)所用材料為7A04合金,化學(xué)成分符合GB/T 3190—2008《變形鋁及鋁合金化學(xué)成分》要求。鑄錠規(guī)格為φ312mm×97mm×650mm,在455~465 ℃下均勻化處理24h。擠壓管材為φ95mm×25mm。
感應(yīng)加熱后的鋁錠均采用相同的擠壓工藝參數(shù):擠壓速度0.5~2mm/s,擠壓筒溫度400~450℃,鑄錠設(shè)定溫度430℃;同時(shí)對(duì)所試驗(yàn)的管材100%進(jìn)行低倍組織檢驗(yàn)。在試驗(yàn)過程中,對(duì)鑄錠加熱后發(fā)現(xiàn)表面有裂紋及過燒鑄錠未進(jìn)行擠壓。
3 試驗(yàn)結(jié)果
3.1 不同加熱檔位對(duì)管材質(zhì)量的影響
分別選用加熱檔位為4、5、6、7檔,加熱保溫時(shí)間為20~32min進(jìn)行試驗(yàn)(為保證不同檔位加熱溫度一致,設(shè)定不同檔位的加熱時(shí)間不一致),當(dāng)儀表顯示鑄錠內(nèi)外溫差≤20℃時(shí)出爐。試驗(yàn)結(jié)果見表1。從表1中可以發(fā)現(xiàn),當(dāng)加熱檔位≤5檔時(shí),加熱后鑄錠表面或管材低倍組織出現(xiàn)裂紋。
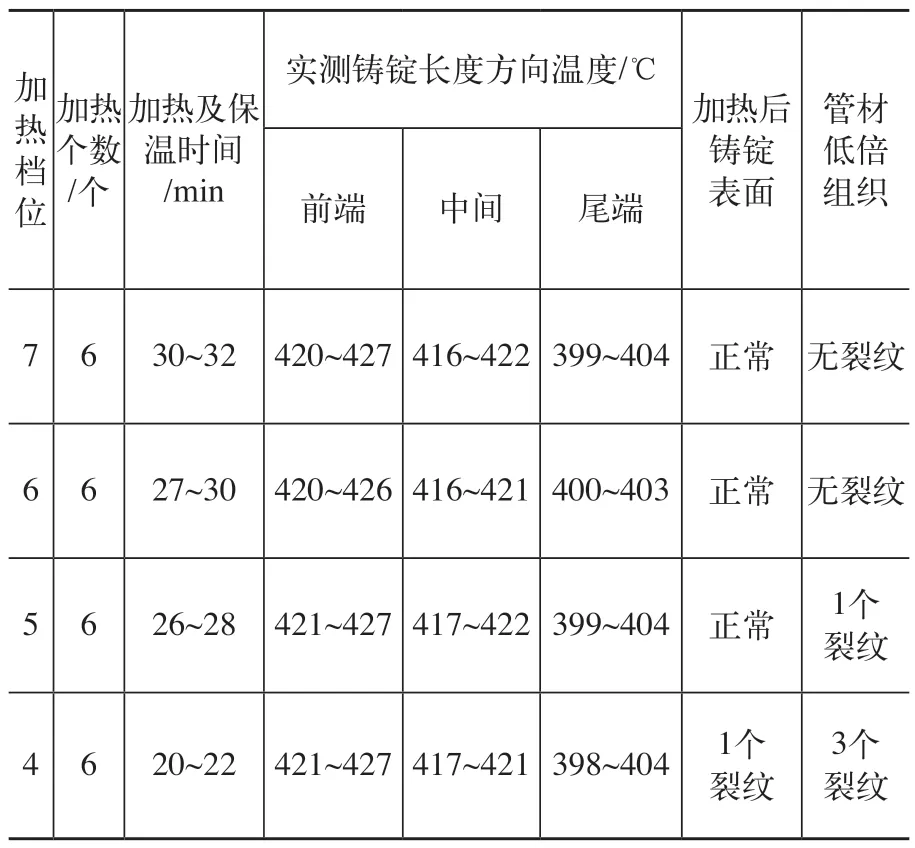
表1 不同加熱檔位對(duì)應(yīng)的試驗(yàn)結(jié)果
當(dāng)鑄錠在4檔加熱時(shí)出現(xiàn)了表面裂紋,其鑄錠加熱后的裂紋如圖1所示中箭頭指向區(qū)域。管材低倍組織中內(nèi)壁圓周出現(xiàn)環(huán)形裂紋(見圖2a)或放射性裂紋(見圖2b),且裂紋在內(nèi)壁5mm處開始出現(xiàn)環(huán)形裂紋。
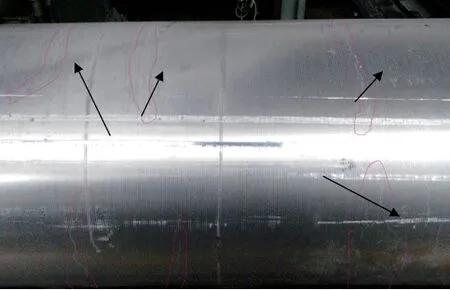
圖1 鑄錠加熱裂紋
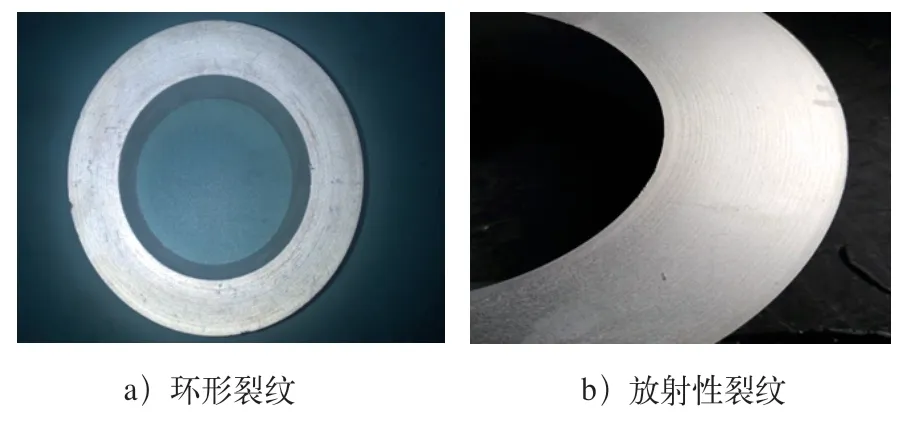
圖2 管材低倍裂紋
3.2 不同保溫時(shí)間對(duì)管材表面質(zhì)量的影響
加熱檔位選用方案一中優(yōu)選出的最佳加熱檔位6檔,在其他工藝條件不變的情況下,改變加熱保溫時(shí)間進(jìn)行試驗(yàn)。一是為了驗(yàn)證其加熱檔位的穩(wěn)定性;二是考察加熱保溫時(shí)間與鑄錠斷面上以及低倍組織中存在的色差、多層環(huán)形紋路、多層環(huán)形開裂等缺陷產(chǎn)生的關(guān)系,試驗(yàn)結(jié)果見表2。從表2可看出,加熱時(shí)間≤5min,管材低倍組織有色差;當(dāng)加熱時(shí)間>20min時(shí),管材低倍組織出現(xiàn)年輪狀或開裂;當(dāng)加熱時(shí)間>50min時(shí),鑄錠表面局部熔化,出現(xiàn)過燒。
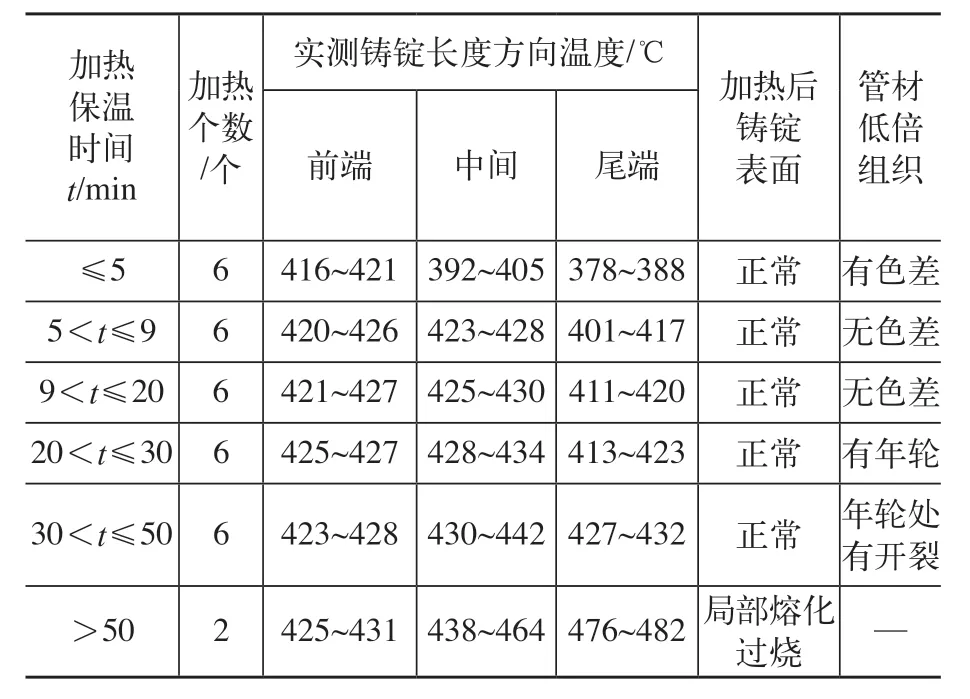
表2 不同的保溫時(shí)間試驗(yàn)結(jié)果
保溫時(shí)間為1min時(shí),管材低倍試片中顯示在邊緣≤8mm寬度范圍顏色發(fā)白,其余顏色發(fā)暗,即存在加熱不透現(xiàn)象,其低倍組織情況如圖3a所示。當(dāng)鑄錠保溫時(shí)間≤5min時(shí),擠壓的管材低倍試片銑床加工后還沒有進(jìn)行酸洗,能夠明顯的看到色差,如圖3b所示。
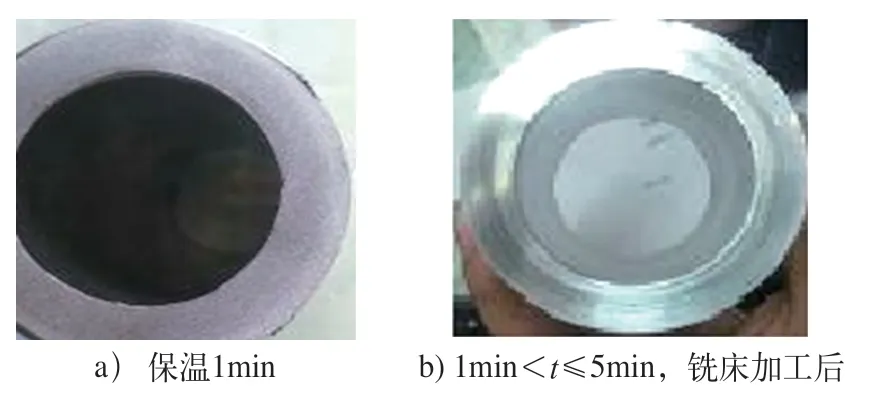
圖3 鑄錠保溫
從低倍試片中看到其色差隨著保溫時(shí)間的延長中間黑色部分逐漸縮小,當(dāng)加熱保溫時(shí)間9min<t≤20min時(shí),低倍試片上看不到色差,如圖4a所示。
當(dāng)加熱保溫時(shí)間在20min<t≤30min時(shí),低倍試片上又出現(xiàn)新的缺陷。該缺陷的外形特征為像年輪一樣的許多環(huán)形紋路,且環(huán)形紋路隨著保溫時(shí)間的延長層數(shù)越來越多,但不是沿圓周均勻分布,只有在距內(nèi)壁邊部5~10mm存在,其余部分沒有該缺陷,如圖4b所示。
當(dāng)鑄錠保溫時(shí)間超過30min時(shí),鑄錠經(jīng)長時(shí)間的反復(fù)加熱保溫,鑄錠內(nèi)部溫度高于邊緣溫度,沿長度方向上中間溫度開始高于前端溫度,尾端溫度接近于前端溫度。由于鑄錠加熱保溫時(shí)間過長,導(dǎo)致鑄錠溫度過高,所以擠壓后的鑄錠尾端分層更加嚴(yán)重,可看到明顯的環(huán)狀開裂,如圖4c所示。
在生產(chǎn)中加熱到溫的鑄錠,由于設(shè)備故障導(dǎo)致無法正常生產(chǎn)時(shí),在爐內(nèi)停放長達(dá)1h,中途反復(fù)加熱、保溫2次,當(dāng)鑄錠出爐后,發(fā)現(xiàn)尾端已過燒,第二個(gè)鑄錠的頭端也已過燒。
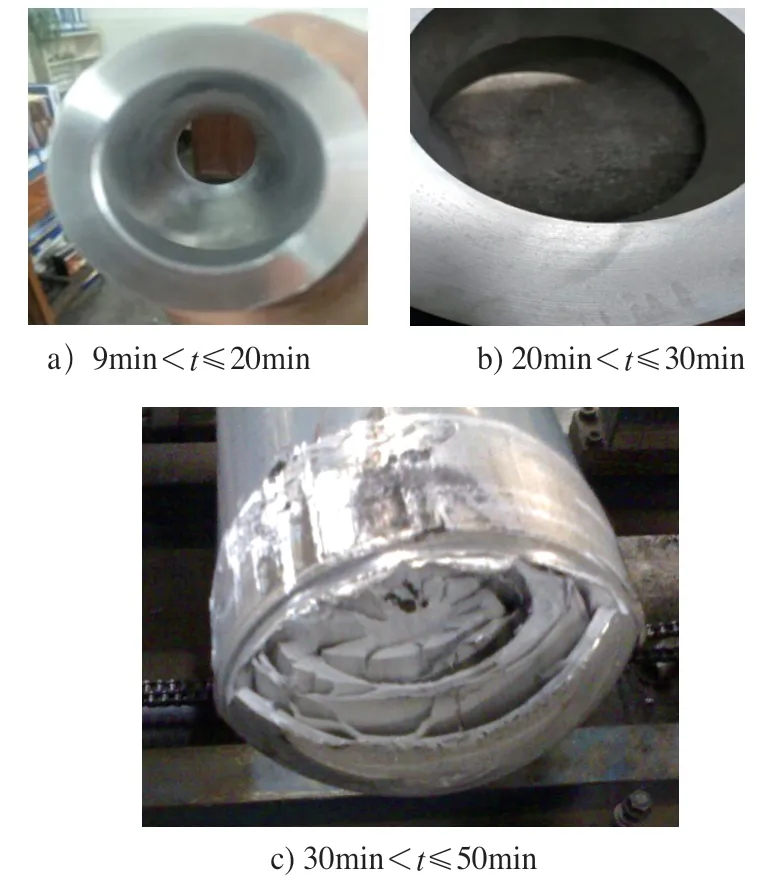
圖4 不同保溫時(shí)間對(duì)應(yīng)的鋼管、鑄錠
4 結(jié)果分析
4.1 不同的加熱檔位(功率)對(duì)產(chǎn)品質(zhì)量的影響
從前述結(jié)果可以看出,當(dāng)加熱檔位≤5檔時(shí),就出現(xiàn)了低倍組織裂紋,以及鑄錠表面裂紋。其加熱檔位≥6檔時(shí)低倍組織中沒有發(fā)現(xiàn)裂紋。從表1中還可以看出,隨著鑄錠加熱檔位的降低,其相應(yīng)的加熱功率也就變大了,在同樣的工藝條件下,加熱功率越大,內(nèi)外表溫差到達(dá)≤20℃所用的時(shí)間越短,即其加熱速度越快。因此加熱功率的大小和加熱速度的快慢成正比,為了防止鑄錠和低倍組織裂紋,對(duì)7A04合金鑄錠加熱時(shí)不能采用快速加熱,只能選用不小于6檔的加熱功率進(jìn)行加熱。
通常選擇加熱功率主要考慮兩個(gè)因素:生產(chǎn)能力(生產(chǎn)效率)和所需溫度及均勻性,其中材料的生產(chǎn)能力,直接決定整個(gè)加熱功率的大小;加熱過程中溫度的均勻性受電源頻率和功率兩方面的影響。從試驗(yàn)情況來看,加熱功率的大小還要考慮鋁及鋁合金的特性。
鑄錠裂紋產(chǎn)生的主要原因是由于鑄錠放到感應(yīng)器內(nèi),在通入工頻(50Hz)交流電的空心銅管纏繞的線圈中產(chǎn)生交變磁場(chǎng),故在鑄錠中產(chǎn)生出同頻率的感應(yīng)電流。這種感應(yīng)電流在鑄錠中的分布是不均勻的,在表面強(qiáng),而在內(nèi)部很弱,到心部接近于0,利用趨膚效應(yīng)[2],可使工件表面迅速加熱,而心部溫度靠熱傳導(dǎo)進(jìn)行升高,其升高的速度與表面相比很小。由于內(nèi)外表面溫差較大,所以擠壓時(shí)金屬流動(dòng)不一致產(chǎn)生了裂紋。加熱功率越大、鑄錠直徑越大、合金化程度越高,裂紋傾向性就越大,其表面和心部的溫度差越大,越容易產(chǎn)生鑄錠開裂。
4.2 鑄錠加熱保溫時(shí)間對(duì)低倍組織的影響
鑄錠置于感應(yīng)加熱爐進(jìn)行加熱時(shí)要經(jīng)過升溫、均溫和保溫三個(gè)階段。在加熱檔位、擠壓速度、擠壓溫度設(shè)定相同的情況下,從表2、圖3、圖4可以看出,保溫時(shí)間過短,制品會(huì)有色差存在;當(dāng)鑄錠在感應(yīng)爐內(nèi)經(jīng)過多次升溫和均溫,鑄錠處于長時(shí)間的保溫,停止加熱,再加熱、保溫,加熱及保溫時(shí)間超過50min時(shí),還會(huì)導(dǎo)致鑄錠局部過燒,其過燒部位在鑄錠的尾端,其緊靠的第二個(gè)鑄錠的前端也發(fā)生了過燒。因此,鑄錠加熱保溫時(shí)間的長短,對(duì)7A04的低倍組織影響很大。保溫時(shí)間過長或過短都不利于產(chǎn)品質(zhì)量,只有在6~20min的區(qū)間內(nèi)才能夠保證其制品質(zhì)量。
管材在距內(nèi)壁5mm范圍內(nèi)產(chǎn)生環(huán)形裂紋,應(yīng)該與其感應(yīng)加熱的趨膚效應(yīng)和透入深度有關(guān)[3]。渦流的理論透入深度△(單位:cm)為
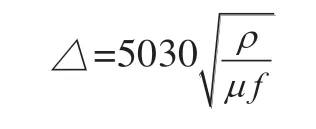
式中ρ——材料的實(shí)時(shí)電阻率(Ω·cm);
μ——材料的相對(duì)導(dǎo)磁率;
f——工作頻率(Hz)。
由此可知,其感應(yīng)電流高度集中在鑄錠表面的一定深度內(nèi),鑄錠加熱主要在透入深度△范圍內(nèi)進(jìn)行,在△深度以外,感應(yīng)電流及其產(chǎn)生的熱量都很小,鑄錠直徑越大,在靠近中心部位時(shí)已經(jīng)遞減為零。鑄錠心部溫度是靠從鑄錠的表面到中心,逐漸傳導(dǎo)過來的。
鋁屬于非磁性材料,即鋁錠的相對(duì)導(dǎo)磁率μ=1,工頻感應(yīng)加熱爐的工作頻率50Hz。由上式可知,鑄錠加熱深度主要是由合金的實(shí)時(shí)電阻率來決定的,其透熱深度是隨著電阻率的大小在不斷變化的。感應(yīng)加熱透入深度隨著鋁錠材料的電阻率的增加而增加的,鋁的電阻一般隨溫度的增加而增加。因此,當(dāng)鑄錠心部和表面溫度達(dá)到基本均勻一致后,鑄錠還處于長時(shí)間的保溫加熱會(huì)形成多層環(huán)形缺陷,當(dāng)溫度恒定在一定值時(shí),其有效透入深度也就恒定,此時(shí)繼續(xù)長時(shí)間的反復(fù)加熱,將會(huì)導(dǎo)致分層現(xiàn)象產(chǎn)生。
5 結(jié)束語
1)防止鑄錠和低倍組織裂紋,對(duì)7A04合金鑄錠加熱時(shí)不能采用大功率加熱,只能選用小功率進(jìn)行加熱;考慮生產(chǎn)效率最大化,7A04合金加熱時(shí)應(yīng)選用的加熱檔位應(yīng)≥6檔。
2)在感應(yīng)加熱鑄錠時(shí),除了考慮生產(chǎn)效率、加熱溫度及均勻性外,還要考慮不同合金的特性。
3)合理控制加熱保溫時(shí)間,才能保證產(chǎn)品質(zhì)量,其保溫時(shí)間應(yīng)控制在6~20min。
4)當(dāng)設(shè)備發(fā)生故障不能及時(shí)進(jìn)行擠壓生產(chǎn)時(shí),感應(yīng)爐應(yīng)立即停止加熱;另外,鑄錠在爐內(nèi)停放不應(yīng)超過1h以上。
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
Asian Journal of Urology(2018年2期)2018-04-19 05:38:26
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38