新型復合塑料管在加油站輸油管道中的應用
2021-03-01 02:46:04曹建鷗曹嘉璇
機電工程技術 2021年1期
曹建鷗,曹嘉璇
(江西省群力鋼結構工程有限公司,南昌 331717)
0 引言
現今國內大部分加油站在工程建設中對輸油管道材料的應用還是傳統的無縫鋼管,傳統加油站輸油管道采用金屬管道,容易因外部環境腐蝕性強及防腐層質量問題而產生腐蝕破壞,造成燃油泄漏,污染環境以及地下水。金屬管道連接方式為電弧焊,易產生明火,并且具有安裝復雜,壽命短,成本高等缺點。據統計,加油站泄漏事故中70%是來自管線腐蝕造成的泄漏,而國內加油站暫未應用雙層密閉無縫鋼管。
為了解決此問題,可在腐蝕嚴重的地區加油站使用聚乙烯復合管道新材料。加油站使用新型雙層復合塑料管,不會像無縫鋼管一樣發生銹蝕,減少了除銹防腐這必不可少的環節和施工工序,可以加快工期。如果輸油管線發生泄漏,泄露的油品會儲存在雙層管線的夾層里,不會直接泄漏到土壤中,避免對環境造成直接污染。隨著國內對環保要求的不斷提高,金屬管道已經逐步被塑料管道所替代。新型雙層復合聚乙烯塑料管道具有更清潔、更安全、更環保、更堅固、更快捷的特點,已在加油站輸油管道工程建設方面得到了大量推廣和應用。而歐美等發達國家的加油站輸油管道所用聚乙烯復合管所占比例為:美國100%,歐洲接近80%[1]。國內目前與歐美發達國家差距較大。
1 汽車加油站輸油管道系統的分類
(1)按照工作內容分,常規汽車加油站輸油管道系統是由卸油管道、出油管道、通氣管道、一次二次油氣回收管道組成的系統,如圖1所示。

圖1 出油管道示意圖
(2)按照管道材料分,可分為金屬管道和非金屬管道。
(3)按照管道結構分,可分為單層管道和雙層管道。單層輸油管道可以滿足加油站一般的應用需求,比如輸送液體燃油和油氣混合物,通常用于一次和二次油氣回收管道、通氣管道等[2];雙層輸油管道可以有效防止燃油滲透過管道壁向外擴散,一般用于卸油管道和出油管道。由于采用特殊的復合材料,管道可以確保油品輸送過程中靜電的安全導出,為油品輸送提供更加安全的保障。
(4)按照出油動力裝置分,可分為自吸泵出油系統和潛油泵出油系統。現今加油站均為潛油泵式系統,個別的老舊加油站還存在自吸泵系統,自吸泵式系統的管線布局較復雜,工作量也較多,但原理相同。
2 復合塑料材料輸油管道具體介紹
2.1 結構
復合塑料材料管道一般分為外層管體、粘結層、內層防滲層和導靜電內襯層。外層管體是由高強度高密度聚乙烯(HDPE)材料制成,以提高強度和穿刺性;粘結層是把聚乙烯和EVOH 粘結在一起;內層防滲層為EVOH(乙烯-乙烯醇共聚物),管道各層通過分子水平上的化學鍵接合在一起,能防止碳氫化合物在管壁上擴散,滲透率可以忽略不計;導靜電內襯層可以保證所接觸液體的內表面接地,防止靜電聚集,靜電可安全釋放至地下,從而完全消除靜電放電引發火災的相關風險。如圖2所示。
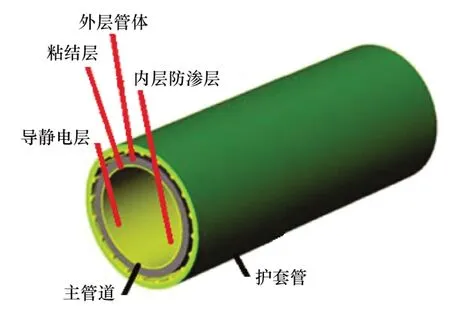
圖2 雙層復合塑料管道結構
為了加大安全系數,多層結構主管道外可套上一個大口徑的聚乙烯管道,內管和外管形成雙層同軸管道系統(管中管),該管道系統通過專用管件連通整個管道系統,可采用滲漏檢測儀檢測整個管道系統的滲漏情況。根據國家相關法規的要求,雙層復合管道采用在線監測系統。雙層復合管的內層主管和外層套管之間有一環形空隙,根據具體情況,可采用正壓法、真空法或液體傳感器法等技術對夾層空間進行監控,以實現在線監測的需要[3]。
加油站導靜電雙層輸油管是用多層熱塑擠出工藝生產的。管子適用于多種油品的壓力式輸油管、自吸式輸油管、卸油管道、通氣和油氣回收管道和化學品的輸送管道。管子的半柔性結構確保了管子的強度和耐用性,同時也使管子容易安裝。
2.2 特點
(1)在EN14125 標準下復合塑料管道在-40~50 ℃的工作溫度范圍內使用,達到零滲漏,且其工作壓力超過了4 MPa,使管道系統保持了極高的強度和安全性。
(2)使用先進安全高效的電熔焊工藝,使管材與配件連接成一個完全封閉無滲漏的管道系統。
(3)杜絕了從埋地油罐-加油機連接的所有輸油管道系統的滲漏,防止地下水滲入管道系統內,也防止了燃油從管道系統滲透至地下環境,保護了地下土壤,極大增強了環保安全價值。
(4)復合塑料管道可與各類燃油、乙醇混合物以及添加劑兼用,確保適用于全球可能遇到的所有燃料組型。經過測試并證明可在最高為10 個標準大氣壓(bar)的壓力下用于碳氫化合物、乙醇燃料混合物以及生物燃料。
(5)復合塑料管道的制造結構上對回填砂的質量以及對動荷載負荷具有較大的抗沖擊性,經測試證明未發生過材料質量事故。
(6)大量試驗研究證明復合塑料管材在靜電放電危險方面有很大的安全性,不容易成為火源。
(7)豐富的電熔焊接配件可方便變換管道方向和變徑處理,對管道布局提供更大程度的靈活性和控制力。
2.3 優勢
(1)復合塑料管具有獨特的結構。有防滲層和導靜電性能。
(2)復合塑料管在施工中能減少工序。采用聚乙烯為主要材料,減少了除銹防腐環節;具有導靜電內襯,減少了管線靜電接地和跨接的施工。
(3)復合塑料管質量較輕。管材質量是同規格鋼制管道的5%,管材運輸和吊裝方便快捷。
(4)復合塑料管柔韌性強。盤管的自然彎曲可用于改變管道方向,在長輸油管線上使用盤管,可減少管件接頭的數量;對于較短的管線使用直管道,可以最佳入口角度進入設備。
(5)復合塑料管降低水錘作用。當從復合塑料輸油管道系統中加油時,管道系統內的壓力會隨著閥門開啟和關閉或油泵的啟動或停止,達到峰值和出現波動。復合塑料管道的性能明顯優于鋼制或玻璃纖維管道[4]。
(6)復合塑料管能降低氣穴現象。氣穴現象指輸送的燃油中存在氣穴或氣泡,這個問題主要存在于自吸泵式系統中,氣穴往往在低壓下或油泵吸入端出現,會引發震動、噪音,使管道輸送效率下降;容易使燃油產生氣化。復合塑料管道比鋼管傳熱少,能降低氣穴作用[4]。
3 復合塑料管道在加油站管道系統中的應用
3.1 管道管溝的要求
(1)管溝坡度應為1∶100(加油機至埋地油罐),管溝寬度至少1 200 mm (加油機底槽位置至少1 500 mm),深度至少800 mm,雙層管在管溝轉彎位置要有足夠的轉彎半徑,一般的轉彎半徑應設置為2 m。
(2)管溝底部要求:在安裝管道前,在管溝底部應先回填15 cm厚的沙子并夯實,在管子底部和周圍不允許是空的。
3.2 管線的敷設
(1)鋪設管子時,管與管之間的間距為最大管子的管徑。管道工藝布置時盡量減少管子交叉,若有交叉的地方盡量布置在不過車位置,做好管子間的分隔,避免直接接觸。如圖3所示。

圖3 復合塑料輸油管道的敷設
(2)當管子路徑大于12 m 時,要采用蛇形敷設,減少埋地接頭數量,管子轉彎時要有足夠的轉彎半徑。
(3)管子鋪設完畢后,檢查管與管的間隔,管子與管溝壁的間隔,確保管溝回填后管子的四周都是沙子。
3.3 管線的熱熔焊接
復合塑料管線的焊接采用電熔焊的方式連接,焊接時環境溫度應在-15~45 ℃之間。復合塑料管的焊接原理是加熱焊接管件表面下的電阻絲到200 ℃左右,融化管件內側和管道外側的聚乙烯材料,由于聚乙烯傳熱慢,只有電阻絲附近的材料被融化。在溫度和壓力作用下,熔化區域內的聚乙烯膨脹,而周圍的低溫聚乙烯材料阻止熔化區域繼續擴大,這樣管道就均勻結實地焊接在一起了。熱熔焊接原理圖如圖4所示,焊接工藝如下。
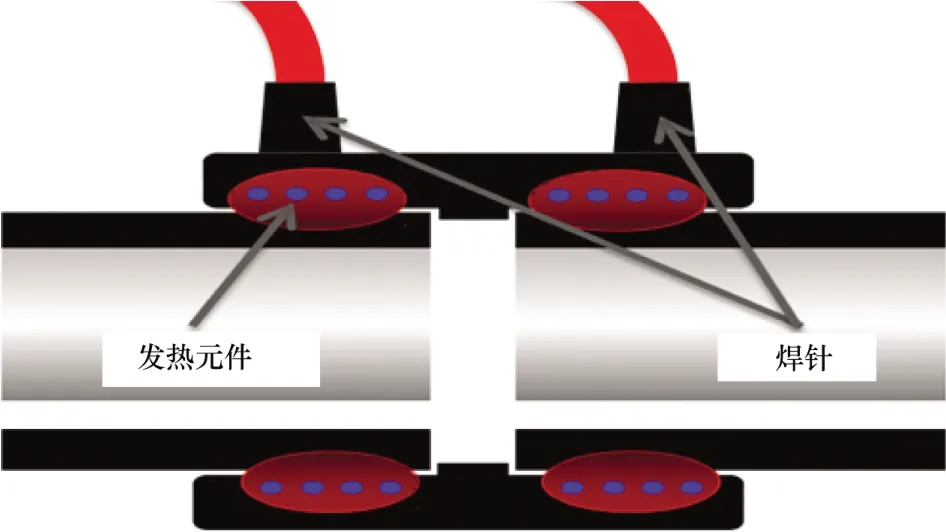
圖4 熱熔焊接原理圖
(1)使用夾緊工具將需要焊接的接頭固定好,防止接頭受到外力;將管道推進至焊接接頭底部。
(2)確保焊接電纜線的插座規格尺寸與焊接接頭的插針尺寸一致。在單層模式下進行,可同時焊接多個單層管件,電阻值之和不能超過10;管件用跨接導線串聯在一起進行焊接;單層/雙層管件不能串聯焊接。安裝雙層管道系統時,總是從操作井內或固定端開始,與轉換接頭連接的內管和外管應該是彼此固定的。焊接過程中不要對焊接管件和管道施加外力。如果是導靜電管道,必須在所有管道連接處安裝導靜電接頭。
(3)焊完后應檢查焊接機是否顯示焊接正確;管件上指示針是否彈起,進行外觀檢查,對焊接接頭進行標記標明完成焊接和檢查。拆除固定設備前至少需要等待20 min,讓管件接頭冷卻至環境溫度,通常焊接2 h后焊接部位可以達到最大強度。
(4)在焊接過程中,如因特殊原因突然中斷,不要繼續焊接。先讓該管件冷卻至環境溫度后,才可以重焊一次。不能趁熱焊接管件,否則可能會發生火災,材料容易從焊接區域噴射傷人。若在試壓過程中,在某處管件發現泄漏,可對該管件重復焊接一次,若重復焊接后仍存在泄漏,更換該管件。
3.4 管線的測試
管線系統的測試有3方面:(1)管道系統的承壓檢測,承壓檢測強度測試應在安裝和焊接完成后,回填前進行,向主管道加壓至520 kPa 并保持30 min,檢測結果管道無變形為合格;(2)檢測管道系統的滲漏性,滲漏性檢測可使用水、空氣或氮氣為介質,向主管道加壓至70 kPa并保持30 min,管道所有接頭處均涂刷肥皂水,檢測結果管道無滲漏為合格;(3)檢測管道系統的導靜電層是否接通,導靜電測試應采用兆歐表,應連續測量管線表面電阻以獲取何時達到最大所允許的電阻值,或檢查出管道系統是否出現短路。
4 結束語
對多個加油站工程采用新型復合塑料輸油管道的施工技術經驗進行總結,證實新型復合塑料輸油管道具有以下優良的性能優點:耐腐蝕;不會有金屬屑進入油品;無需減震裝置;不會造成碰撞后彎曲變形;接頭少,安裝方便,無需庫存接頭等部件;靜摩擦因數低(0.15~0.20);優良的耐油性能;使用壽命長;成熟的電熔焊接工藝;優異的導靜電性;節能環保;安裝施工安全、高效;減少施工工序,節省施工工期;承壓能力大,堅韌性強。因此應該在加油站輸油管道系統和各種類型的石油化工管道系統中大力推廣新型復合塑料管材料,為國家工程建設創造良好的經濟效益和社會效益。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中國特種設備安全(2022年2期)2022-07-08 01:58:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
廣東石油化工學院學報(2016年3期)2016-05-17 05:16:51
中國儲運(2015年3期)2015-11-22 08:57:28
河南科技(2014年24期)2014-02-27 14:19:29