低成本船用EH36高強鋼板的研制及其性能
2021-03-02 04:44:12吳榮華陳繼雄
理化檢驗(物理分冊) 2021年2期
胡 戰, 吳榮華, 陳繼雄
(寶鋼湛江鋼鐵有限公司, 湛江 524072)
船用高強鋼板用鋼對性能要求較高,需具有高強度和高韌性[1]。以前主要采用添加鈮、釩、鈦等元素來細化晶粒以提高鋼板性能。由于鈮、釩元素的價格較高,以前船用高強鋼板的生產成本也較高。
近年來,隨著熱機械控制工藝(TMCP)的發展,大大降低了高強鋼板的生產制造成本。在鋼板的軋制工藝結束之后,鋼板進入快速冷卻裝置,以較快的冷卻速率(5~50 ℃·s-1)冷卻至貝氏體轉變溫度之下,在快冷過程中,發生奧氏體向貝氏體的轉變,在較高的冷卻速率下,鋼的強度和韌性均大幅度提高。基于熱機械控制工藝的優點,筆者嘗試不添加鈮、釩元素,只添加鈦元素,以熱機械控制工藝來生產EH36 高強鋼板,并對其性能及組織進行了研究。
1 試驗方法
1.1 船用EH36高強鋼板的主要性能要求
船用EH36高強鋼板的主要性能要求見表1。
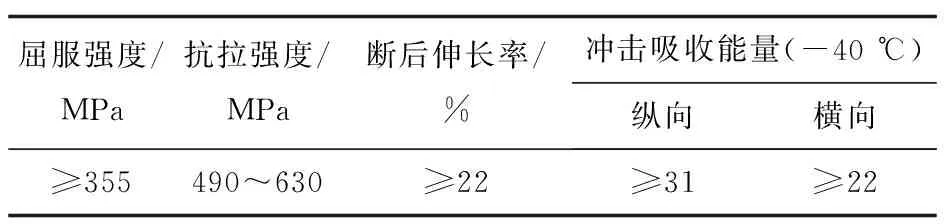
表1 船用EH36高強鋼板的力學性能要求Tab.1 Mechanical properties requirements of EH36 high strength steel plate for ship
1.2 船用EH36高強鋼板的化學成分設計
考慮成本因素,船用EH36高強鋼板成分設計采用在C-Mn鋼成分體系上添加鈦元素細化晶粒,且有報道表明微量的鈦對改善焊接接頭的韌性十分有效[2-3]。考慮-40 ℃下船用EH36高強鋼板的沖擊韌性要求,碳錳配比采用低碳高錳形式。碳元素通過固溶強化可提高鋼的強度,但對韌性、塑性和焊接性能有不利影響。錳元素主要起固溶強化的作用,補償碳含量降低引起的強度下降。錳元素也是擴大γ相區的元素,可降低鋼的γ→α 轉變溫度,有助于獲得組織細小的相變產物,可提高鋼的韌性、降低韌脆轉變溫度,在冶煉中還可以脫氧和消除硫元素的不利影響。硫元素的含量與煉鋼時加入的Si-Mn合金有很大關系,因此錳元素含量確定之后,硫元素質量分數為0.20%~0.50%。鋁元素在冶煉中是重要的脫氧劑,鋁元素在鋼中和其他元素形成細小彌散分布的難熔化合物AlN,起阻礙晶粒長大的作用,能夠細化晶粒,提高鋼的晶粒粗化溫度。磷元素和硫元素對船體結構用鋼是非常有害的元素,直接影響到鋼板的塑性和韌性,應當嚴格控制。同時也要嚴格控制氮、氫、氯元素的含量,游離氮元素會顯著降低低溫沖擊韌性。氯元素含量過高會使氧化物夾雜增加,影響鋼的純凈度。鈮元素能與碳、氮元素結合形成碳氮化物,這些化合物在高溫下會固溶到鐵基體中去,而在低溫下會析出,其作用可歸結為:加熱時阻礙原始奧氏體晶粒長大;在軋制過程中抑制再結晶及再結晶后的晶粒長大;在低溫時起到析出強化作用[4]。基于上述分析,設計出不添加鈮、釩元素的船用EH36高強鋼板的化學成分,如表2所示。
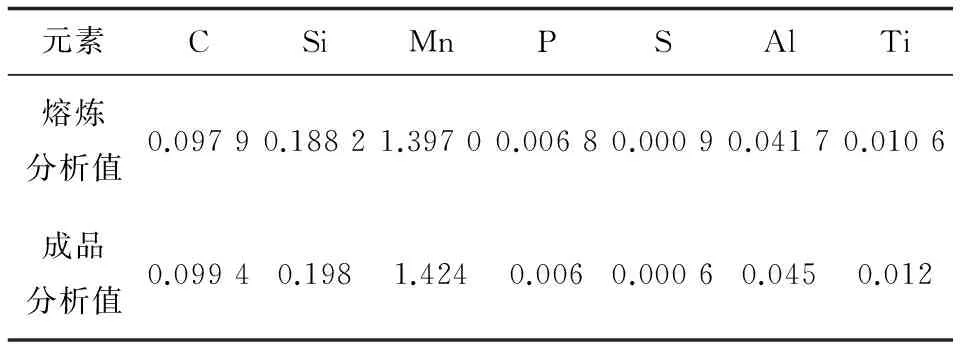
表2 船用EH36高強鋼板的化學成分(質量分數)Tab.2 Chemical compositions of the EH36 high strength steel plate for ship (mass fraction) %
1.3 生產工藝
1.3.1 生產工藝流程
該船用EH36高強鋼板的生產工藝流程為鐵液→鐵液預處理→轉爐→精煉→連鑄→堆冷→板坯檢查→二切→加熱→高壓水除鱗→粗軋→精軋→預矯→加速冷卻→熱矯→精整→鋼板檢驗。
1.3.2 冶煉工藝
為了保證板坯質量,要求鋼液中wP≤0.015%,wS≤0.002%,連鑄過程要求采用低過熱度澆鑄,其過熱度值為15~25 ℃。
1.3.3 軋制工藝
軋制坯料厚度為230 mm,船用EH36高強鋼板厚度為50 mm。板坯平均溫度達到980~1 080 ℃時保溫至少30 min出爐。因為板坯合金含量低,不含鈮、釩等元素,出爐溫度應不高于1 080 ℃,其主要目的是使加熱后γ相初始晶粒細化,相變前的γ晶粒越細,相變后的α晶粒也越細。軋制采用再結晶區和未再結晶區兩階段軋制,一階段的軋制在奧氏體再結晶區進行,通過奧氏體的反復再結晶進行晶粒細化,從而在γ→α相變后得到細小的α晶粒。高溫及大壓力下可使奧氏體再結晶完全,因此在設備允許的情況下,增加單道次的壓下率以細化晶粒。為了避免奧氏體臨界變形量軋制,造成混晶,每道次壓下率不得小于12%。二階段軋制在奧氏體的未再結晶區進行,獲得充分壓扁的變形奧氏體,積累位錯,創造更多的形核位置,促進相變后獲得細小的相變組織[5],每道次壓下率不得小于10%。采用成品厚度的1.6~3倍為中間坯厚度。由于壓下率較大,為防止板坯軋廢,精軋第一道次不可噴水除磷,待軋制長度大于5 m后再噴水除磷。軋制后立即進行加速冷卻,有效保留控軋過程中積累的位錯,通過控制冷卻速率和終冷溫度來控制組織。鋼板開始冷卻溫度越接近終軋溫度,奧氏體細化變形的效果越好,冷卻后最終所得顯微組織為細鐵素體+細珠光體+少量貝氏體及彌散的碳氮化物。該船用EH36高強鋼板的軋制工藝參數見表3。

表3 船用EH36高強鋼板的軋制工藝參數Tab.3 Rolling process parameters of the EH36 high strength steel plate for ship
2 試驗結果及分析
2.1 顯微組織與力學性能
2.1.1 顯微組織
在船用EH36高強鋼板上切取鋼板制成金相試樣,用4%(質量分數)硝酸酒精溶液浸蝕后,在金相顯微鏡下觀察其顯微組織,如圖1所示。可見其顯微組織為細鐵素體+細珠光體+少量的貝氏體。鐵素體為等軸狀細小晶粒,個別晶粒略微粗大,這是由于鋼板水冷出水后鋼板返溫,熱量向外擴散導致部分晶粒長大造成的,珠光體分布均勻,鐵素體附近可觀察到少量貝氏體析出。
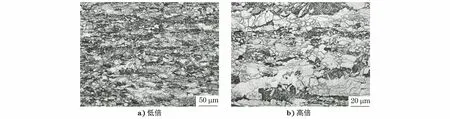
圖1 船用EH36高強鋼板的顯微組織形貌Fig.1 Microstructure morphology of the EH36 high strength steel plate for ship:a) at low magnification; b) at high magnification
2.1.2 拉伸性能
該船用EH36高強鋼板的橫向屈服強度為431 MPa,抗拉強度為544 MPa,斷后伸長率為26%;縱向屈服強度為427 MPa,抗拉強度為538 MPa,斷后伸長率為29%。可見其拉伸性能均滿足船用EH36高強鋼板的性能要求。
2.1.3 沖擊性能
2.1.3.1 不同溫度下沖擊性能
在船用EH36高強鋼板板厚1/4處取橫向及縱向試樣分別進行-20,-40,-60,-80 ℃的沖擊試驗,結果如圖2所示。可見該船用EH36高強鋼板的沖擊韌性良好,-40 ℃下的沖擊吸收能量數值穩定,有較大富余量。鋼板的韌性是表征其在彈性變形、塑性變形、裂紋形成和擴展過程中吸收能量的能力,隨著溫度的下降,鋼板的沖擊吸收能量也逐漸減小。由圖2還可知,該船用EH36高強鋼板的韌脆轉變點在-60~-80 ℃之間。
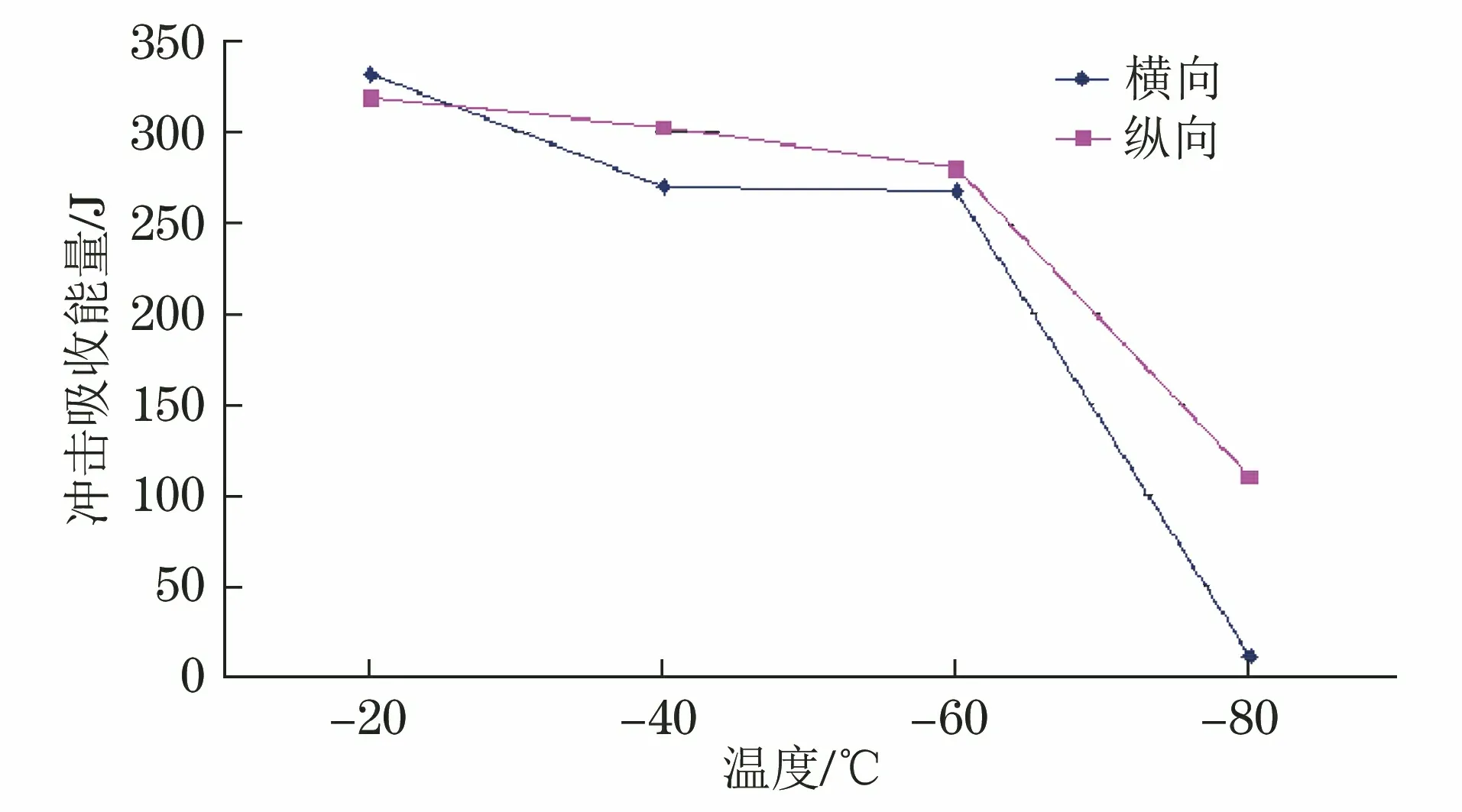
圖2 船用EH36高強鋼板在不同溫度下的沖擊吸收能量Fig.2 Impact energy absorption of the EH36 high strength steel plate for ship at different temperatures
2.1.3.2 應變時效態沖擊性能
取該船用EH36高強鋼板縱向試樣進行5%變形,在250 ℃下保溫1 h進行人工應變時效,然后在板厚1/4處取樣分別進行-20,-40,-60,-80 ℃的沖擊試驗,結果如圖3所示。可見經過人工應變時效后,研制出的船用EH36高強鋼板在-60 ℃下的沖擊吸收能量仍保持在150 J以上,說明該船用EH36高強鋼板具有良好的抗時效能力。由圖3還可知,船用EH36高強鋼板經時效后未有明顯突發韌脆轉變點,時效后韌脆轉變溫度仍低于-60 ℃,表明該船用EH36高強鋼板的純凈度高,氮含量低,脫氧程度好,這些有利因素為提高時效沖擊韌性創造了條件。
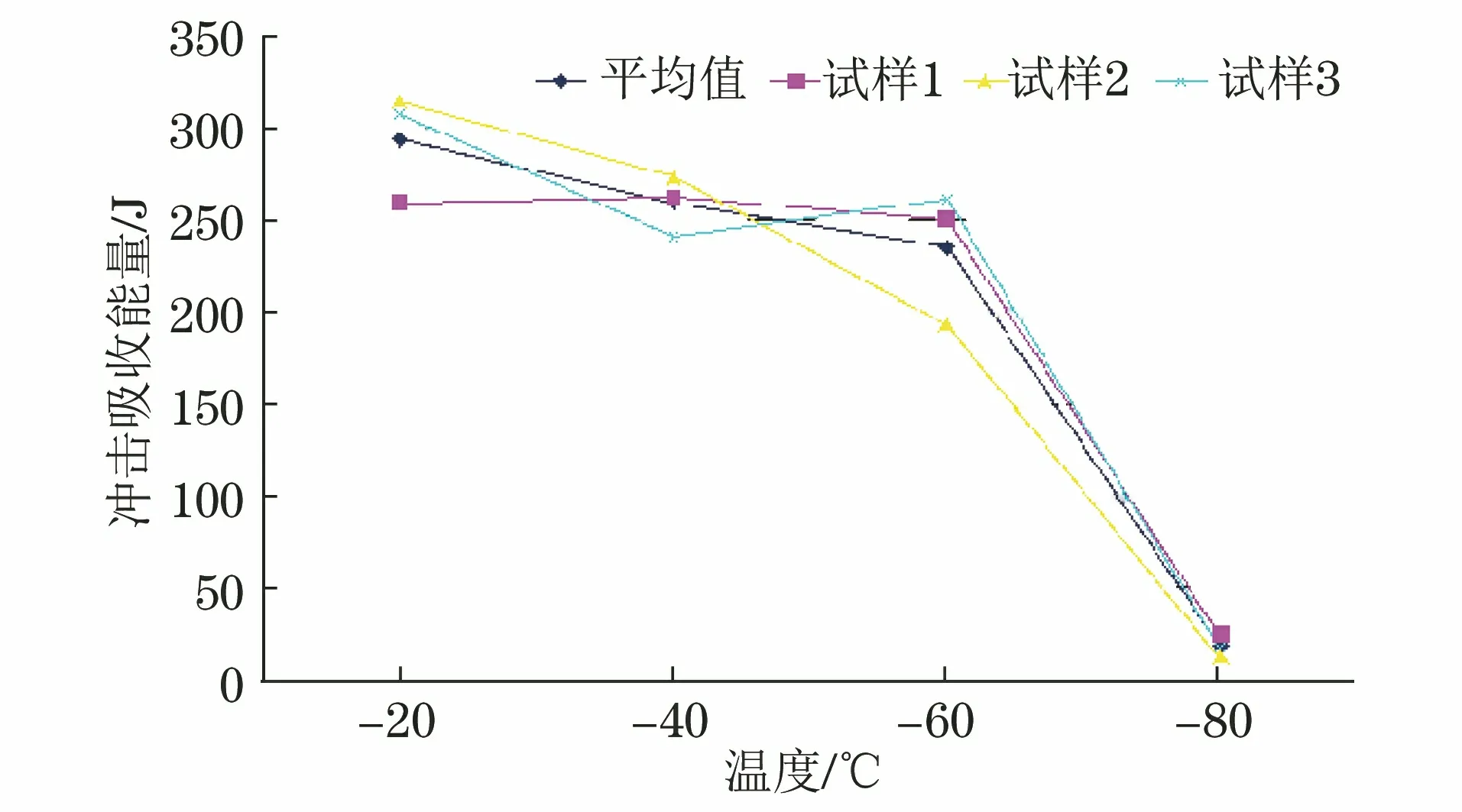
圖3 船用EH36高強鋼板人工應變時效后在不同溫度下的沖擊吸收能量Fig.3 Impact energy absorption of the EH36 high strength steel plate for ship after artificial strain aging at different temperatures
2.2 焊接接頭的力學性能
在該船用EH36高強鋼板上取300 mm(軋制方向)×1 200 mm(垂直軋制方向)全厚度樣板,其中1 200 mm邊部加工成1/2 V型缺口,分別進行50 kJ·cm-1及15 kJ·cm-1的兩種熱輸入焊接,焊后檢測焊接接頭的拉伸、彎曲性能及不同坡口位置-40 ℃下的沖擊性能。
2.2.1 拉伸及彎曲性能
上述焊接接頭的拉伸試樣及彎曲試樣的取樣示意圖如圖4所示,試驗結果見表4。兩種熱輸入下的焊接接頭抗拉強度均滿足母材的技術要求,且富余量很大,焊接熱輸入為50 kJ·cm-1的試樣斷裂位置在焊接接頭部位,焊接熱輸入為15 kJ·cm-1的試樣斷裂位置均在母材部位。側彎試驗均無裂紋產生。
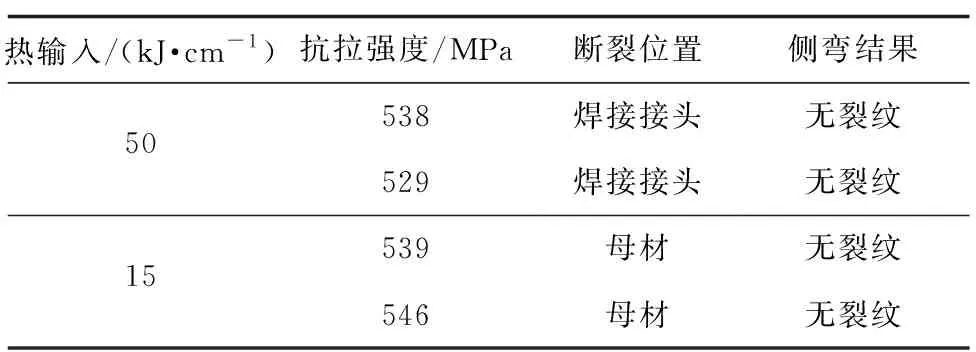
表4 船用EH36高強鋼板焊接接頭的拉伸及彎曲性能Tab.4 Tensile and bending properties of welded joint of the EH36 high strength steel plate for ship
2.2.2 焊接接頭不同部位的沖擊性能
焊縫的沖擊韌性比母材低, 比熱影響區也稍低, 因此焊縫的韌性成為整個焊接接頭最薄弱的環節[5]。對上述兩種焊接熱輸入的焊接接頭的上表面及根部的熔合線、熔合線+2 mm、熔合線+5 mm、熔合線+20 mm處沖擊坡口位置進行-40 ℃下的沖擊試驗,結果如圖5所示。可見熔合線+5 mm處坡口位置的沖擊吸收能量接近母材的,熔合線處、熔合線+2 mm處坡口位置沖擊吸收能量因焊接影響有波動,但均滿足標準要求,表明焊接接頭位置的韌性與母材的韌性相差不大。
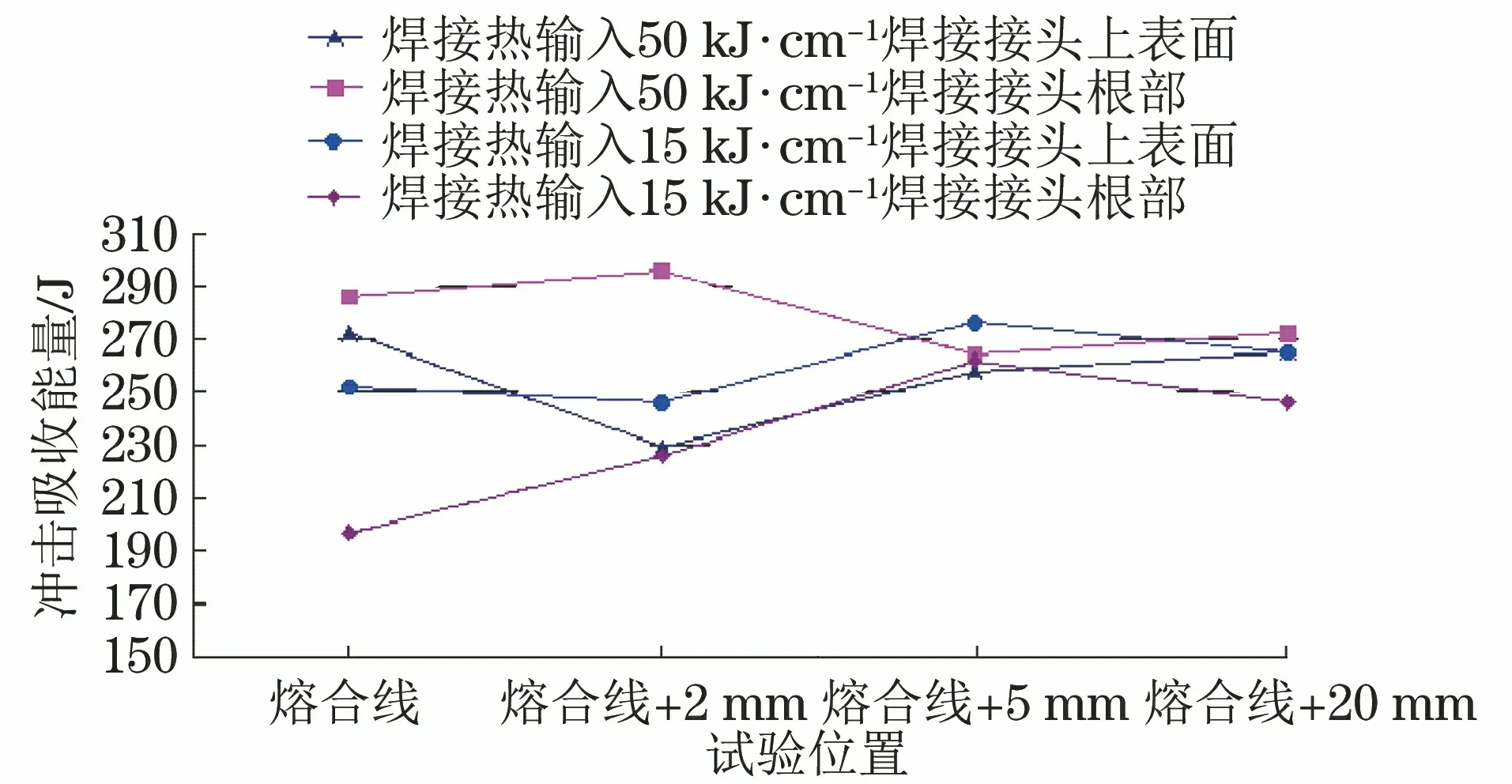
圖5 船用EH36高強鋼板焊接接頭不同部位在-40 ℃下的沖擊吸收能量Fig.5 Impact energy absorption of different parts of welded joint of the EH36 high strength steel plate for ship at -40 ℃
3 結論
(1) 通過在C-Mn鋼成分體系上添加微合金元素鈦,采用熱機械控制工藝,研制出低成本的船用EH36高強鋼板,其性能滿足標準要求,強度和韌性均有較大的富余量。
(2) 該船用EH36高強鋼板的顯微組織為細鐵素體+細珠光體+少量貝氏體,其具有良好的低溫沖擊韌性,韌脆轉變溫度在-60 ℃以下。
(3) 該船用EH36高強鋼板經人工應變時效后,-60 ℃下的沖擊吸收能量仍保持150 J以上,韌脆轉變溫度仍在-60 ℃以下,可保證鋼板在服役條件下不會發生突發脆性斷裂。
(4) 該船用EH36高強鋼板經50 kJ·cm-1及15 kJ·cm-1兩種熱輸入焊接后,焊接接頭的拉伸、側彎性能及不同坡口位置的沖擊韌性均達到對母材性能的要求,且富余量較大,表明該船用EH36高強鋼板具有優越的焊接性能。
