ITO區(qū)黑化法修復(fù)亮點理論模型及工藝參數(shù)分析
2021-03-02 13:38:38吳國東喬律華韓海濱張少芬聶竹華蔡云牧王賀衛(wèi)
液晶與顯示 2021年2期
吳國東, 喬律華, 韓海濱, 王 彬, 張少芬, 聶竹華, 蔡云牧, 王賀衛(wèi)
(合肥京東方顯示技術(shù)有限公司,安徽 合肥 230012)
1 引 言
薄膜晶體管液晶顯示器(Thin Film Transistor Liquid Crystal Display,TFT-LCD)在生產(chǎn)制造過程中,不良種類和現(xiàn)象頻繁發(fā)生。其中,像素亮點缺陷在行業(yè)內(nèi)的發(fā)生率約為0.5%,其對顯示品質(zhì)的影響已經(jīng)成為行業(yè)內(nèi)的共識[1],如何針對微米級亮點缺陷進行便捷且高效的修復(fù),減少修復(fù)帶來的負(fù)面影響,是本領(lǐng)域技術(shù)人員研發(fā)的方向之一。
當(dāng)前,針對成盒后液晶顯示面板像素亮點不良的修復(fù)方法主要有焊接法、彩膜碳化法和黑色矩陣擴散法,其目的均為將像素亮點修復(fù)成暗點[2-4]。
然而,傳統(tǒng)的激光焊接法因會產(chǎn)生低亮點和進行性不良而逐步被淘汰。彩膜碳化法由于激光灼燒后的紅色、綠色和藍色子像素灰度值很難達到暗點判定標(biāo)準(zhǔn)而未得到廣泛應(yīng)用。黑色矩陣擴散法在像素亮點修復(fù)領(lǐng)域應(yīng)用廣泛,無潛在進行性不良,修復(fù)后灰度高,遮蓋效果良好,國內(nèi)外已有相關(guān)的專利和研究論文,但是隨著面板尺寸不斷增大和黑色矩陣的比重逐步降低,其修復(fù)成功率也隨之下降。
另一方面,隨著對脈沖激光的深入研究和在微加工領(lǐng)域的廣泛應(yīng)用,其效率高、速度快、精度好等優(yōu)勢的非接觸式加工模式得到了行業(yè)內(nèi)的高度認(rèn)可,并在工業(yè)[5-6]、農(nóng)業(yè)[7]、醫(yī)學(xué)[8-9]等領(lǐng)域展現(xiàn)了巨大的潛力。
其中,飛秒激光以其極高的峰值、較小的損傷閾值、高的聚焦力等特性逐步成為21世紀(jì)的研究熱點之一[10]。相關(guān)研究[11-12]成功實現(xiàn)了在厚度為2 mm的不銹鋼樣件上加工直徑330 μm的微孔,其超窄的脈沖寬度,使其在與材料相互作用時能夠有效地降低激光作用點附近的熱效應(yīng)。
截至目前,液晶顯示面板行業(yè)暫無利用飛秒激光修復(fù)亮點的量產(chǎn)實績,同時沒有公開的系統(tǒng)性研究論文和報道。本文研究工作首先成功地利用飛秒激光建立并通過實驗驗證了ITO區(qū)黑化法修復(fù)亮點的理論模型,其次對影響各個工藝參數(shù)進行詳細(xì)、全面地分析,提出了囊括所有工藝參數(shù)的變量,最后以此變量為亮點不良修復(fù)成功率的提升提供了一定的理論依據(jù)。本研究為該方法后續(xù)的深入分析奠定基礎(chǔ),同時為飛秒激光在液晶面板相關(guān)領(lǐng)域的推廣應(yīng)用提供一定的理論依據(jù)。
2 ITO區(qū)黑化法修復(fù)模型
2.1 修復(fù)方法
飛秒激光器加工的相關(guān)研究均表明了加工過程所存在的燒蝕機制[10]。本文ITO區(qū)黑化修復(fù)法的基本理論模型為:利用特定工藝參數(shù)的飛秒激光從陣列基板的一側(cè),如圖1(a)所示,對子像素單元的公共電極、無機絕緣層、像素電極、配向膜層進行灼燒,如圖1(b)所示。最終使陣列基板正對亮點子像素部分的ITO濾光區(qū)灰度值達到暗點標(biāo)準(zhǔn),達到遮光目的,修復(fù)前后的效果分別如圖2(a)、(b)所示。
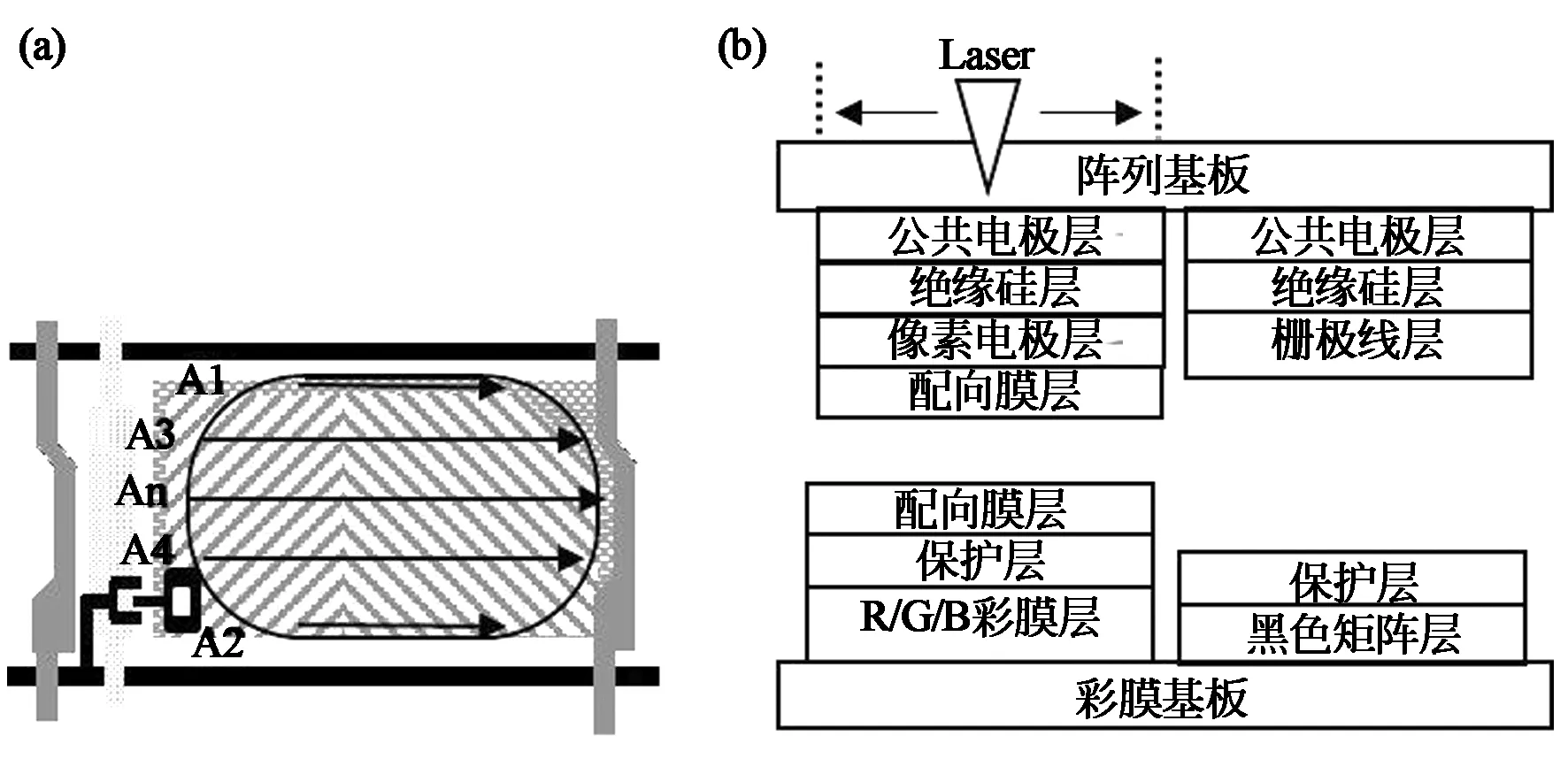
圖1 子像素的修復(fù)模型示意圖。(a)平面圖;(b)顯示區(qū)剖面圖。
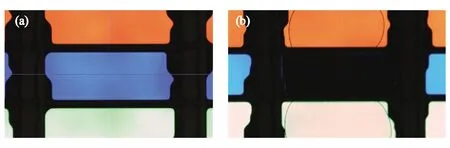
圖2 子像素的顯示區(qū)域。(a)修復(fù)前;(b)修復(fù)后。
實驗樣品為某款165.1 cm (65 in)ADS顯示模式的液晶顯示屏。其中,公共電極、像素電極分別為第一層ITO、第二層ITO,是一種N型半導(dǎo)體材料(n(In2O3)∶n(SnO2)=9∶1)。絕緣硅層[13](SiNx)介于公共電極和像素電極之間。像素電極上層涂布形成的配向膜[14]為有機高分子聚合物(聚酰亞胺)。
2.2 修復(fù)設(shè)備簡介
飛秒激光灼燒法所使用的設(shè)備[15]主要由激光器及激光聚焦光路組成的光學(xué)系統(tǒng),顯示平板承載基臺、控制激光聚焦光路系統(tǒng)移動的機械系統(tǒng)和修復(fù)效果軟件檢測單元組成的檢測系統(tǒng)組成,如圖3。
飛秒激光器為脈沖型激光器,工作時以固定頻率的單個脈沖進行鐳射。首先,激光器按設(shè)定頻率進入光路系統(tǒng),然后經(jīng)軸向尺寸被加工至所需求的光斑大小,聚焦后到達加工端,最后在控制系統(tǒng)下使得激光束按照特定參數(shù)對亮點不良進行精確修復(fù)。
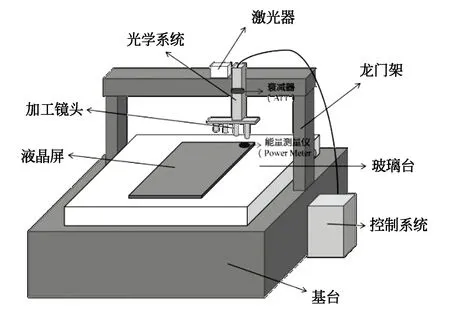
圖3 修復(fù)設(shè)備結(jié)構(gòu)示意圖
2.3 修復(fù)效果檢測
在修復(fù)完成后,設(shè)備檢測單元對修復(fù)效果進行第一次檢測,檢測標(biāo)準(zhǔn)為:(1)像素ITO顯示區(qū)的光線遮擋率≥95.0%。其次,點燈器件會對修復(fù)效果進行第二次檢測,檢測標(biāo)準(zhǔn)為:(2)修復(fù)后ITO區(qū)的點燈灰度值達到暗點標(biāo)準(zhǔn),且未產(chǎn)生其他不良。
3 工藝影響因素分析
3.1 激光器及設(shè)備因素
半導(dǎo)體材料在一定脈沖寬度的飛秒激光作用下,當(dāng)激光能量密度高于某個定值就會發(fā)生燒蝕[10]。本實驗中,與飛秒激光相關(guān)的工藝參數(shù)包括:激光單脈沖能量E、激光頻率f、脈寬t、激光焦距L,掃描速度v、加工端光斑邊長a×b等,列于表1中。
以上參數(shù)中,脈寬為固定參數(shù),由激光器自身工作物質(zhì)、構(gòu)造決定,焦距也為設(shè)備固定參數(shù)。
單個脈沖激光能量、激光頻率、掃描速度、加工端光斑大小等4個變量均存在影響激光能量密度的可能性[16-18]。
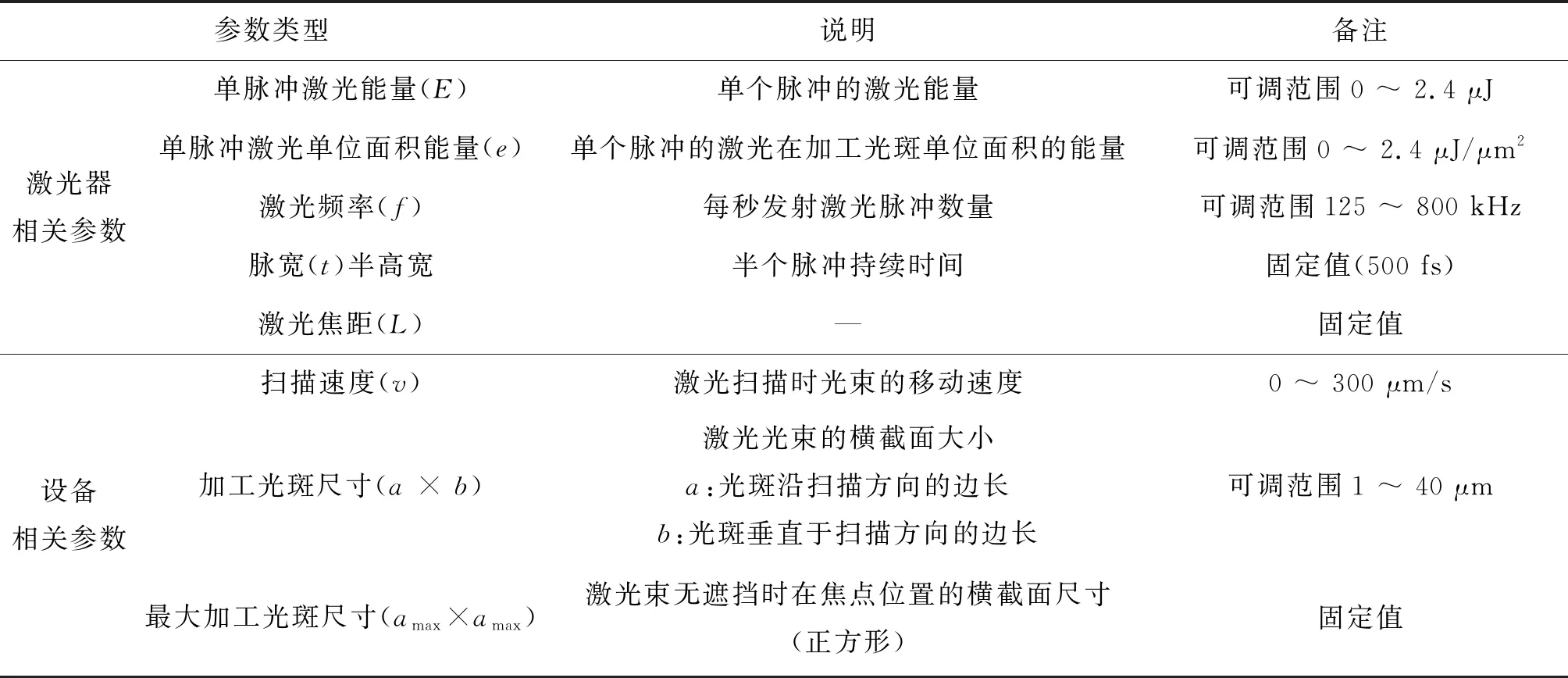
表1 飛秒激光相關(guān)的工藝參數(shù)
3.2 常見的修復(fù)失敗模式
常見的失敗模式主要有兩種,第一種為黑化后像素顯示區(qū)的光線遮擋率低于95.0%,第二種為在點燈條件產(chǎn)生其他不良,如圖4、圖5所示。
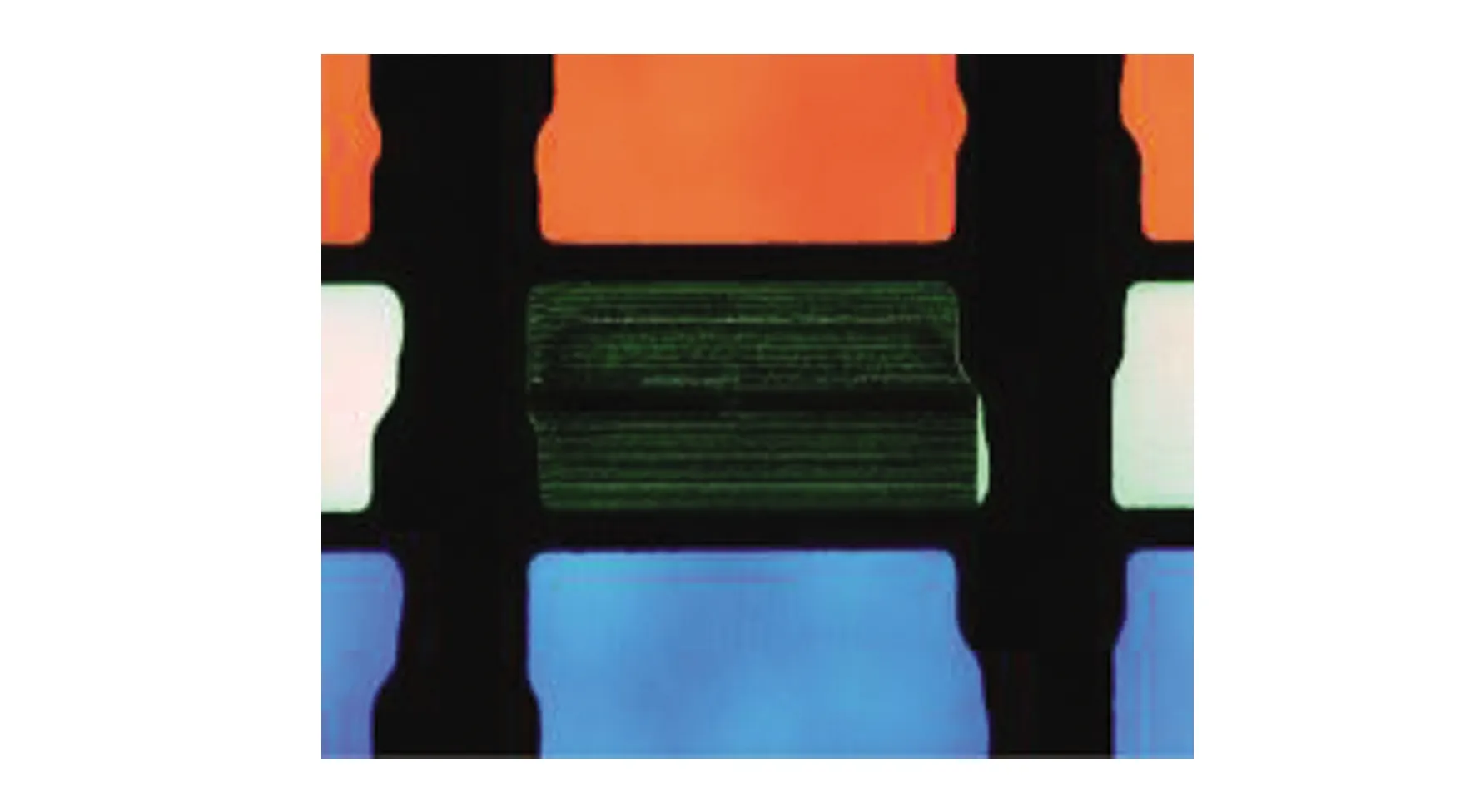
圖4 第一種修復(fù)失敗模式
第一種失敗模式是由于加工端激光功率密度較低,未能將ITO區(qū)燒蝕后完全黑化。
第二種失敗模式是由于激光能量密度過大,導(dǎo)致激光透過液晶作用于彩膜側(cè)的能量過大,見圖5(a),使其中色阻材質(zhì)中的過渡金屬離子(鐵、銅等)發(fā)生化學(xué)反應(yīng)后浸出,進而影響點燈時周邊顯示效果(如周邊發(fā)黑等),如圖5(b)所示。
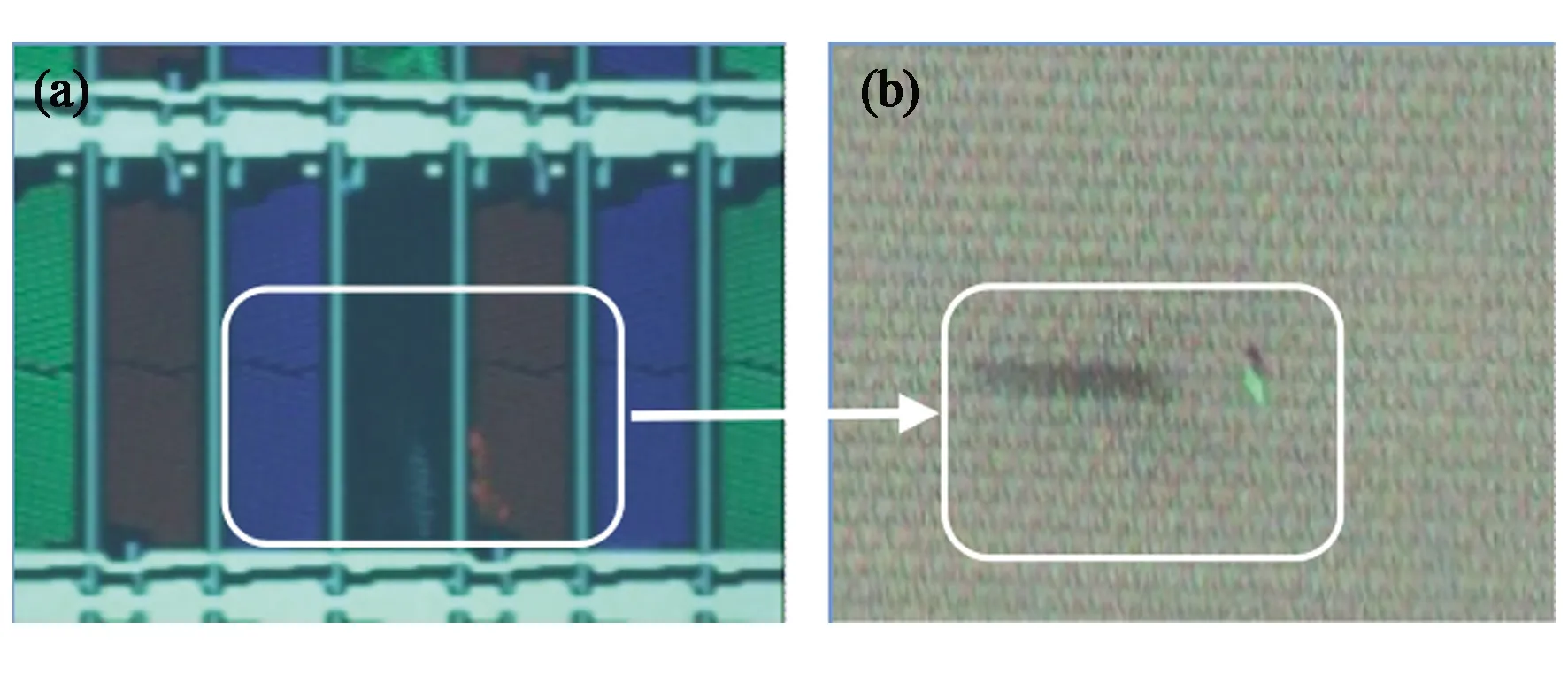
圖5 第二種修復(fù)失敗模式的子像素顯示區(qū)(a)和點燈現(xiàn)象(b)
4 實 驗
為驗證本文建立的修復(fù)模型,制作某型號產(chǎn)品在修復(fù)成功前、后的樣品,分析顯微鏡、點燈畫面下的圖片和現(xiàn)象,同時進行聚焦離子束(FIB)圖片表征。
另一方面,為驗證常見的兩種修復(fù)失敗模式,對修復(fù)失敗的樣品進行FIB圖片分析。
為分析激光及設(shè)備工藝參數(shù)對黑化效果和修復(fù)成功率的影響,我們通過分別對與其相關(guān)的單脈沖激光單位面積的能量、激光頻率、掃描速度、加工端光斑邊長等4個變量進行控制變量分析實驗。
實驗中,單脈沖激光能量E無法直接設(shè)定或測量,本文利用加工端激光能量測量儀(Power Meter)可測得加工端時的總功率P0進行后續(xù)工藝參數(shù)換算,如圖6所示。

圖6 激光能量測量儀
5 結(jié)果與討論
5.1 修復(fù)模型驗證
圖7(a)、(b)分別為修復(fù)前后ITO區(qū)的FIB圖片。圖7(a)各斷面位置按從上到下的順序分別為配向膜層,厚度為65 nm;第二層ITO,厚度均為40 nm;絕緣硅層,厚度為600 nm;第一層ITO,厚度為40 nm。各斷面層緊貼在一起。綜上,ITO區(qū)總厚度為0.745 μm,實際測量值和標(biāo)準(zhǔn)一致。圖7(b)為修復(fù)后的ITO區(qū)的FIB圖片,可看出,燒蝕后各斷面的層次性已經(jīng)消失,并凝結(jié)為塊狀,測出ITO區(qū)域總厚度約為0.73 μm,與修復(fù)前幾乎相同。
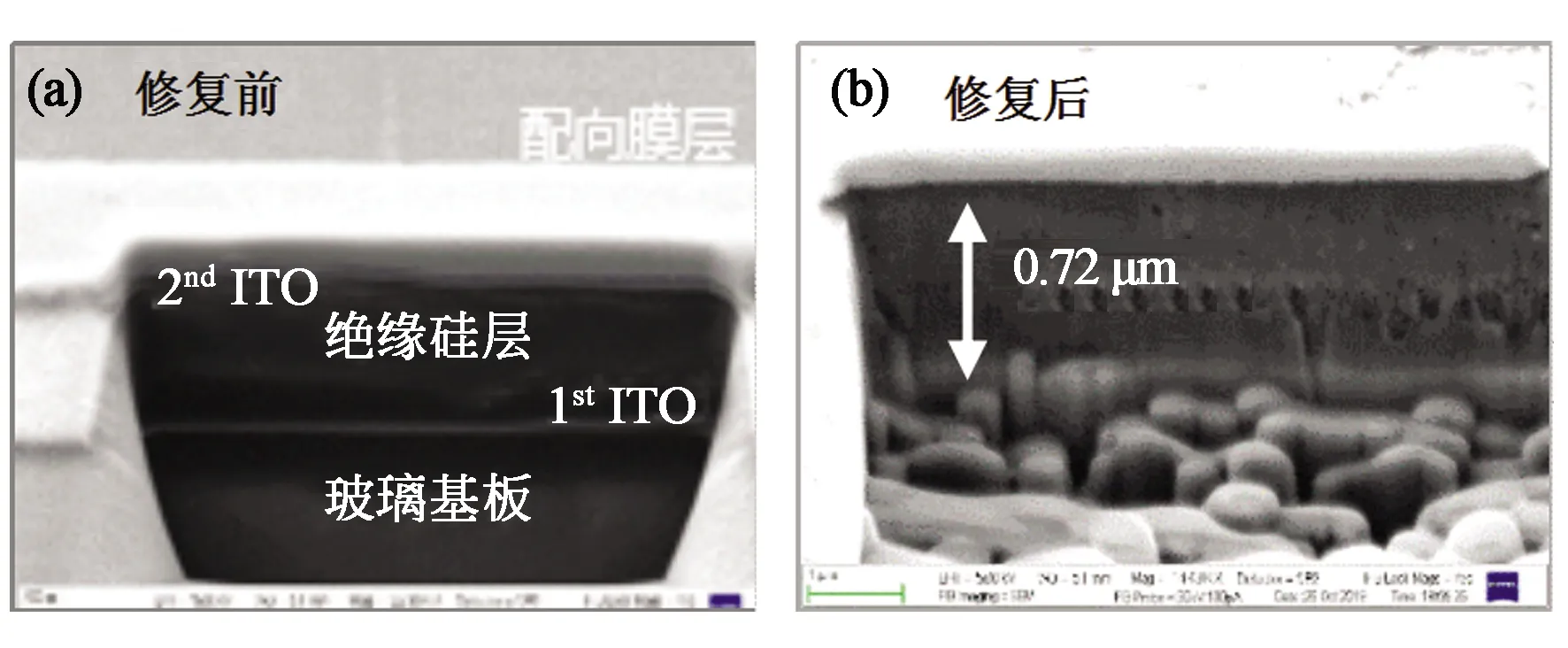
圖7 修復(fù)前(a)和修復(fù)后(b)子像素ITO區(qū)域的FIB圖
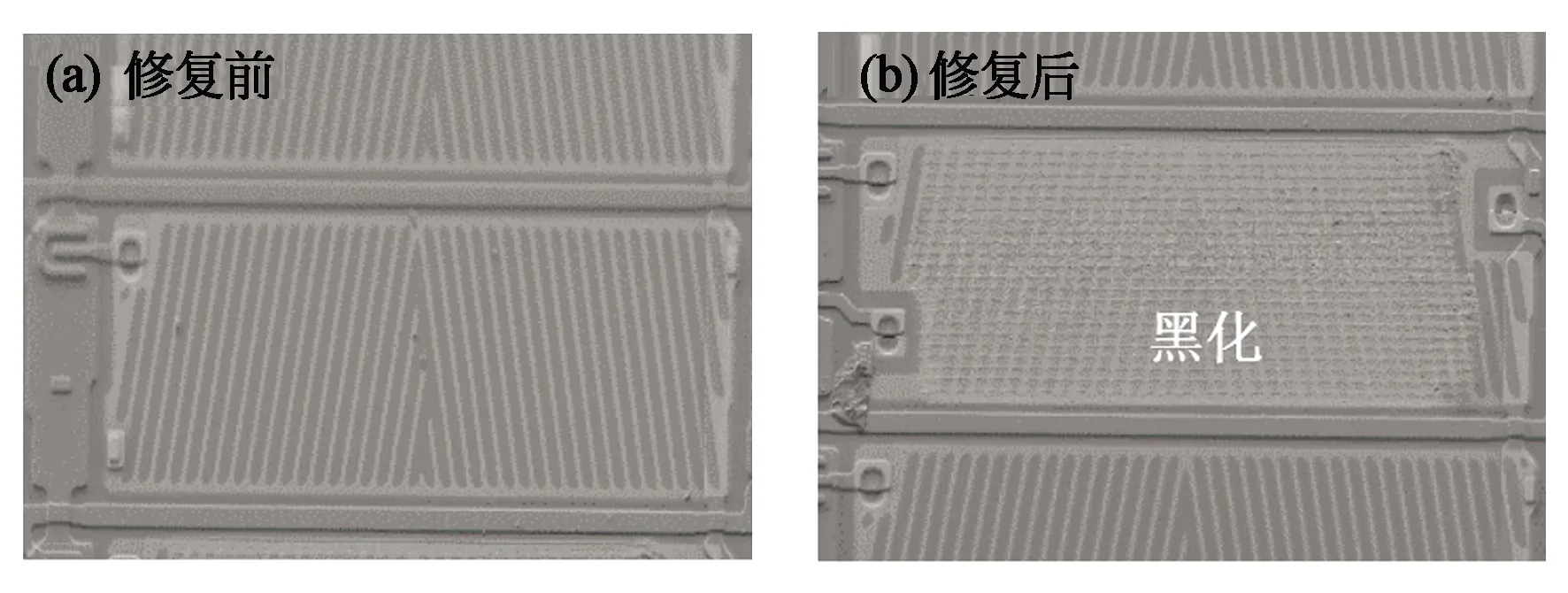
圖8 修復(fù)前(a)和修復(fù)后(b)子像素ITO區(qū)域的SEM圖
圖8(a)、(b)分別為修復(fù)前后ITO區(qū)的SEM圖片,對比圖1(a)和圖8(a),在單獨背光檢測條件下,燒蝕后ITO表面出現(xiàn)黑化的現(xiàn)象,這表明ITO區(qū)被飛秒激光燒蝕后黑化,達到遮光的目的。
圖9(a)、(b)分別為子像素修復(fù)前、后的彩膜側(cè)基板側(cè)的FIB圖片,各斷面位置按從上到下的順序分別為配向膜層、OC保護層、彩膜色阻層和玻璃基板。由圖片可知,修復(fù)前后各斷面均未發(fā)生變化,同時未產(chǎn)生熱裂紋,表明其未受燒蝕影響。
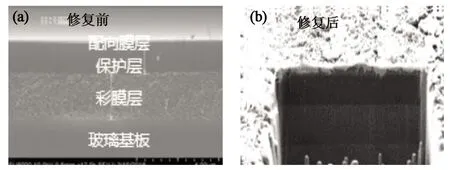
圖9 修復(fù)前(a)和修復(fù)后(b)子像素彩膜基板側(cè)顯示區(qū)域的FIB圖
值得注意的是,為排除配向膜聚酰亞胺中碳元素對驗證修復(fù)模型的影響,選擇一組未進行配向膜工序的陣列基板開展ITO區(qū)激光燒蝕實驗,實驗結(jié)果表明,ITO區(qū)仍被燒蝕并凝結(jié)為黑色塊狀化合物。
結(jié)合相關(guān)ITO靶材黑化物的研究[19],當(dāng)ITO區(qū)主要成分In2O3、SnO2被部分還原并轉(zhuǎn)變成黑色亞氧態(tài)InO、SnO時,ITO表面會呈現(xiàn)黑色。
綜上,本文所建立的修復(fù)模型為陣列基板中第一層ITO、第二層ITO和絕緣硅層在激光燒蝕后凝結(jié)為黑色混合物,同時配向膜被碳化,最終使得陣列基板ITO區(qū)被黑化并形成暗點的目的。
5.2 修復(fù)失敗模式驗證
為驗證前文所述的兩種常見失敗模式,對修復(fù)失敗的樣品進行FIB圖片分析。
第一種失敗模式為ITO區(qū)燒蝕后未黑化完全,導(dǎo)致像素顯示區(qū)的光線遮擋率低于95.0%。其FIB圖片如圖(10)所示。由圖可知,修復(fù)后的ITO區(qū)僅第一層ITO和部分絕緣硅層被激光燒蝕凝結(jié),部分區(qū)域的層次性依然存在,這表明激光能量未能使子像素的ITO區(qū)完全凝結(jié)并黑化,導(dǎo)致黑化效果較差。
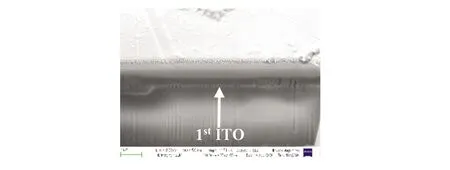
圖10 修復(fù)后子像素ITO區(qū)域的FIB圖片
第二種修復(fù)模式為激光透過液晶作用于彩膜側(cè)的能量過大,使其中色阻材質(zhì)中的過渡金屬離子發(fā)生化學(xué)反應(yīng)后浸出,影響周邊顯示效果。其FIB圖片如圖(11)所示。對比圖9(a)可知,彩膜基板中配向膜和保護層均被透過液晶的高能量激光碳化,同時彩膜層上方凹凸不齊,這表明激光已經(jīng)作用于彩膜層。這就是第二種修復(fù)失敗模式。
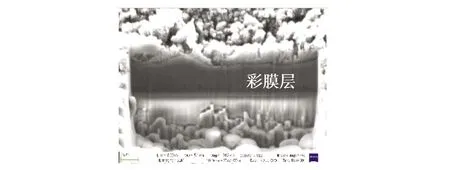
圖11 修復(fù)后子像素彩膜基板側(cè)顯示區(qū)域的FIB圖片
5.3 激光器及設(shè)備因素影響
當(dāng)飛秒激光以單脈沖能量E0,激光頻率f0,掃描速度v0,加工光斑大小a×b加工時,測得加工端時的總功率P0,計算單位面積上接受到的激光總能量w如下。
首先,單個激光脈沖到達工作面后的能量為
(1)
那么,單個激光脈沖到達工作面后對單位面積上施加的能量e:
(2)
其次,以速度v0進行掃描時,相鄰兩個光斑的距離d為
(3)
再次,激光對單個加工光斑尺寸面積上施加了n次脈沖:
(4)
最后得到w:
.
(5)
相關(guān)研究[17]對e計算時,默認(rèn)是在最大光斑面積下的單脈沖能量:
.
(6)
本實驗中,為探究光斑大小(a×b)下e的均勻性,設(shè)置f= 125 kHz,a=b,固定衰減器ATT,在不同光斑a∈(1 μm,30 μm)條件下得到實時測量的P值,最后根據(jù)公式(1)計算e,實驗結(jié)果見表2和圖12。
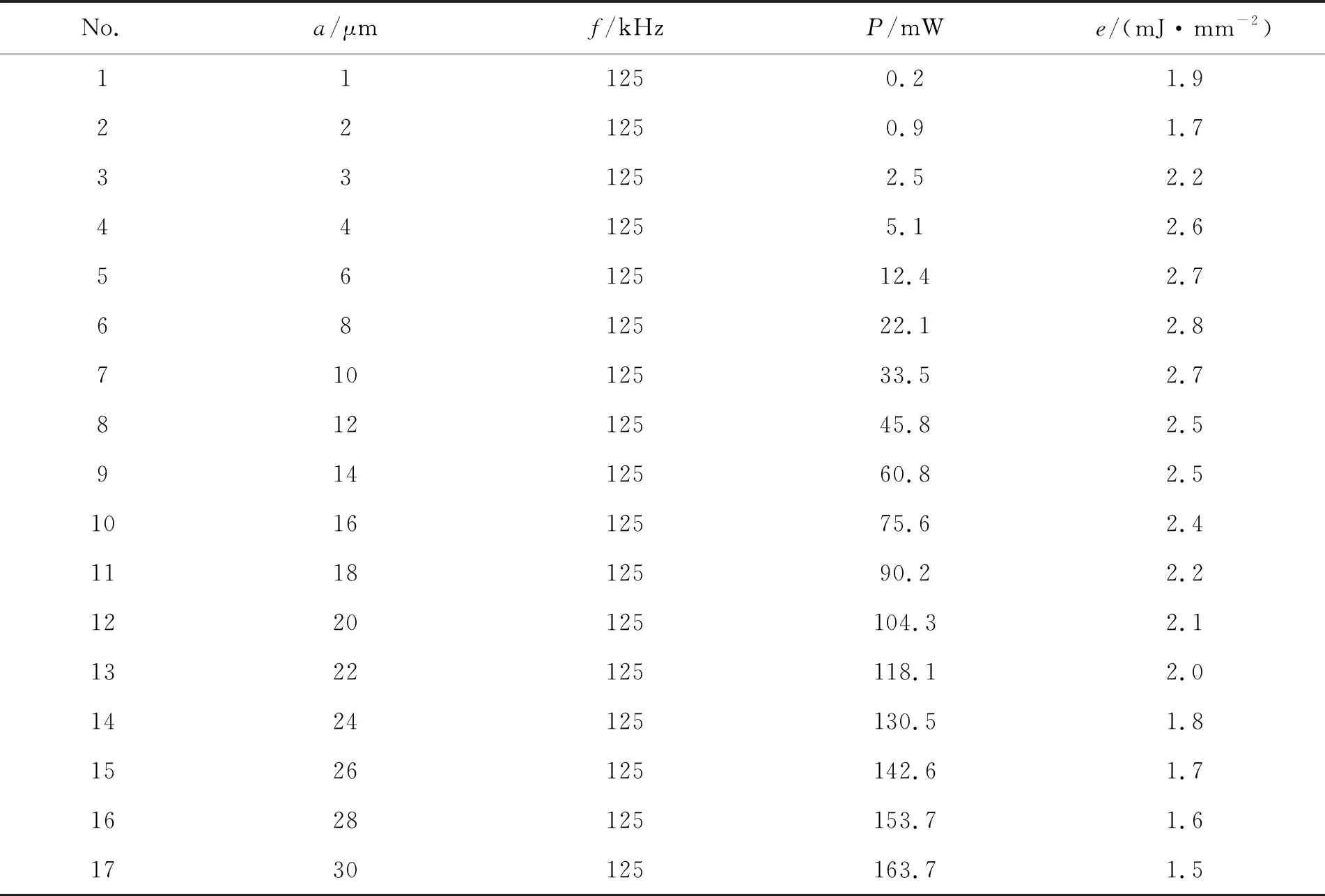
表2 激光總功率P、單脈沖激光單位面積能量e分別和加工光斑大小a的關(guān)系
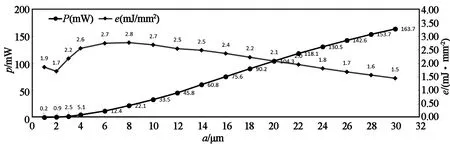
圖12 激光總功率P、單脈沖激光單位面積能量e分別與加工光斑大小a的關(guān)系。
結(jié)果表明,隨著加工光斑持續(xù)增大,激光總功率P也逐漸增大,但是單脈沖激光單位面積能量e呈曲線對應(yīng)關(guān)系,這表明在聚焦系統(tǒng)下不同光斑下的能量密度e均勻性較差,不適用于公式(6)。值得注意的是,在a∈(4.0,10.0) μm時,能量密度e分布均勻性較好,為(2.7±0.1) mJ/mm2。
實驗中,由于E無法直接設(shè)定和測量,我們根據(jù)公式(1)、(2)將單脈沖能量E通過衰減器調(diào)節(jié)P轉(zhuǎn)換為e進行換算。
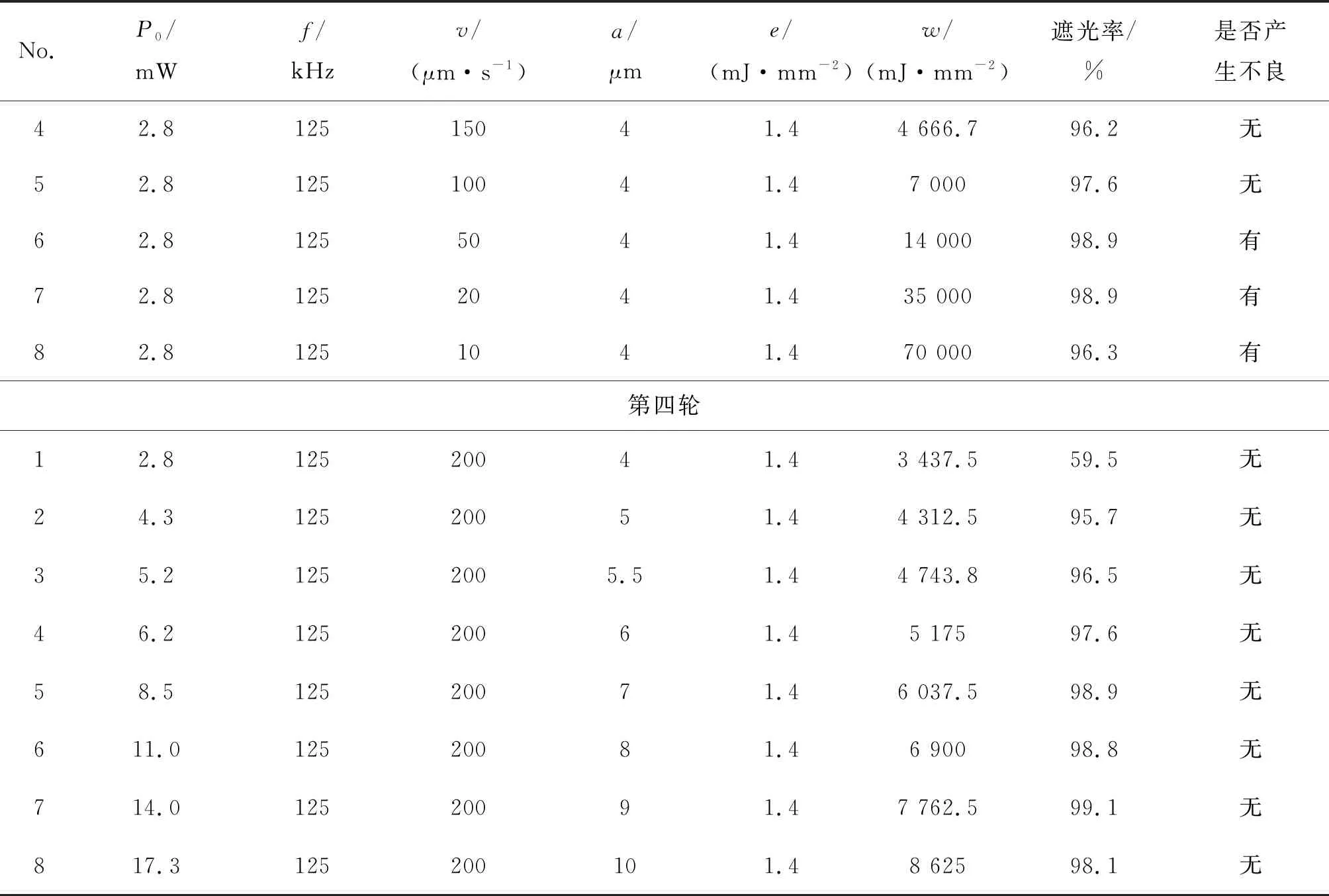
首先,通過4輪實驗,每輪實驗只改變1個參數(shù),另外3個參數(shù)固定,每輪8~10組,對每組參數(shù)進行5次燒蝕測試,然后利用圖像檢測軟件對5次黑化效果進行檢測,得出每張照片光線遮擋率的值,最后算得平均值。同時,為避免光斑長邊過長或短邊過短對光斑內(nèi)能量密度e分布均勻性的影響,設(shè)置a=b∈(4.0,10.0)μm。綜上,可分別探究e、f、v、a四個參數(shù)對黑化效果影響,并根據(jù)公式計算e、w,實驗條件見表3。
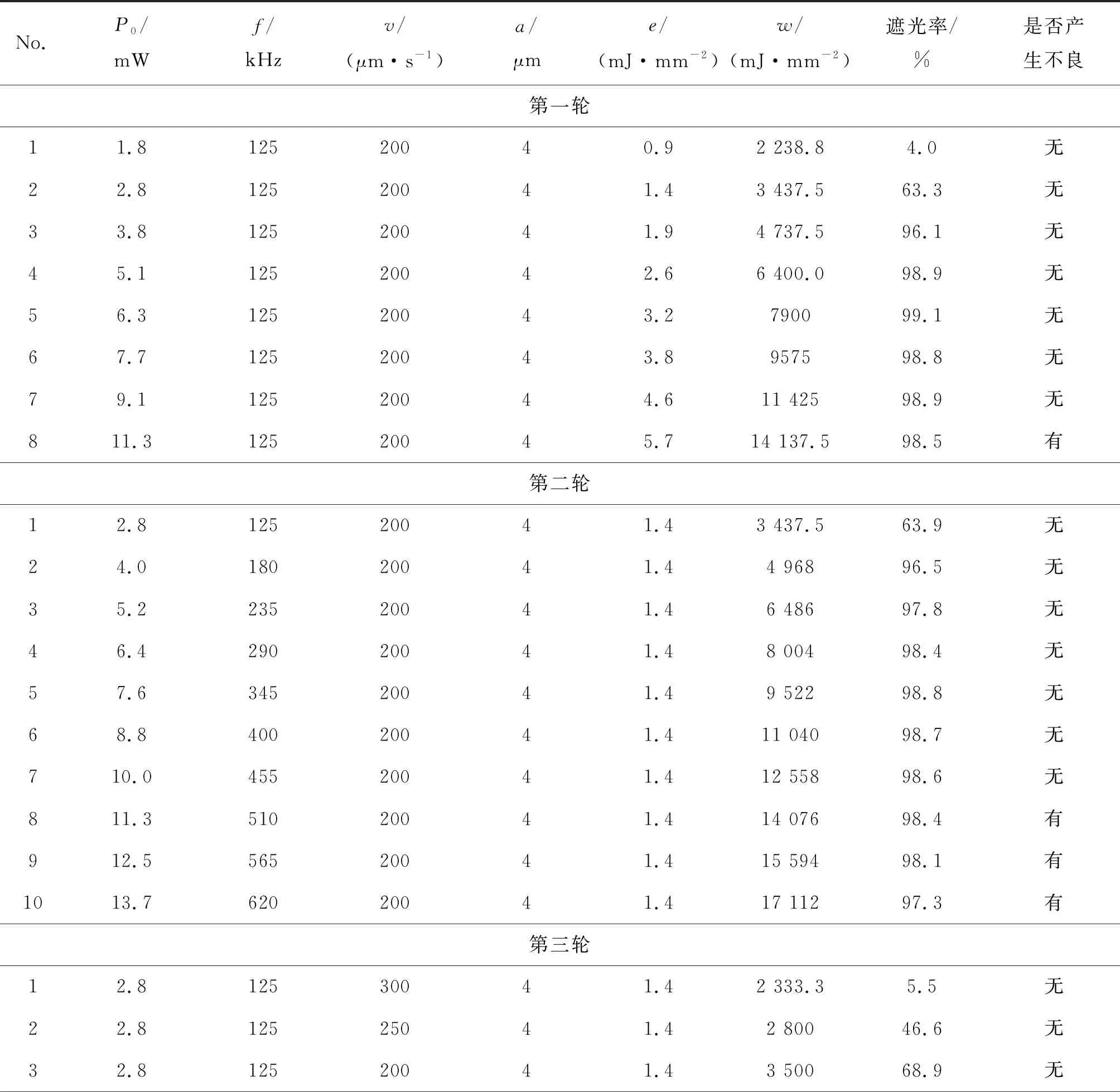
表3 第1~4輪實驗條件以實驗結(jié)果
續(xù) 表
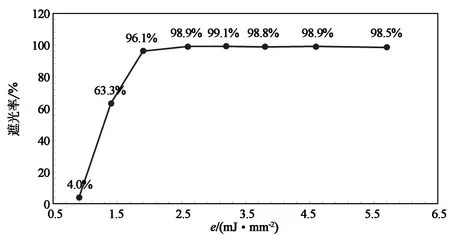
圖13 遮光率與單脈沖激光單位面積能量的關(guān)系
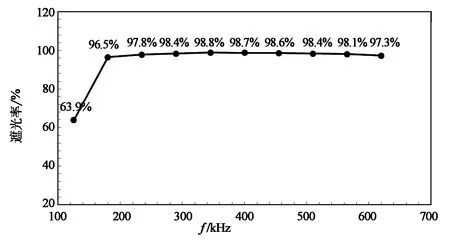
圖14 遮光率與激光頻率的關(guān)系
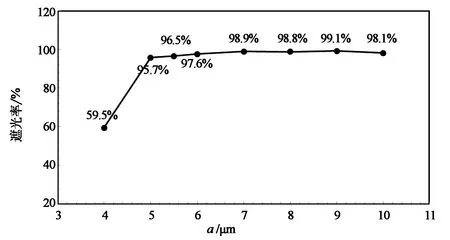
圖15 遮光率與光斑大小的關(guān)系
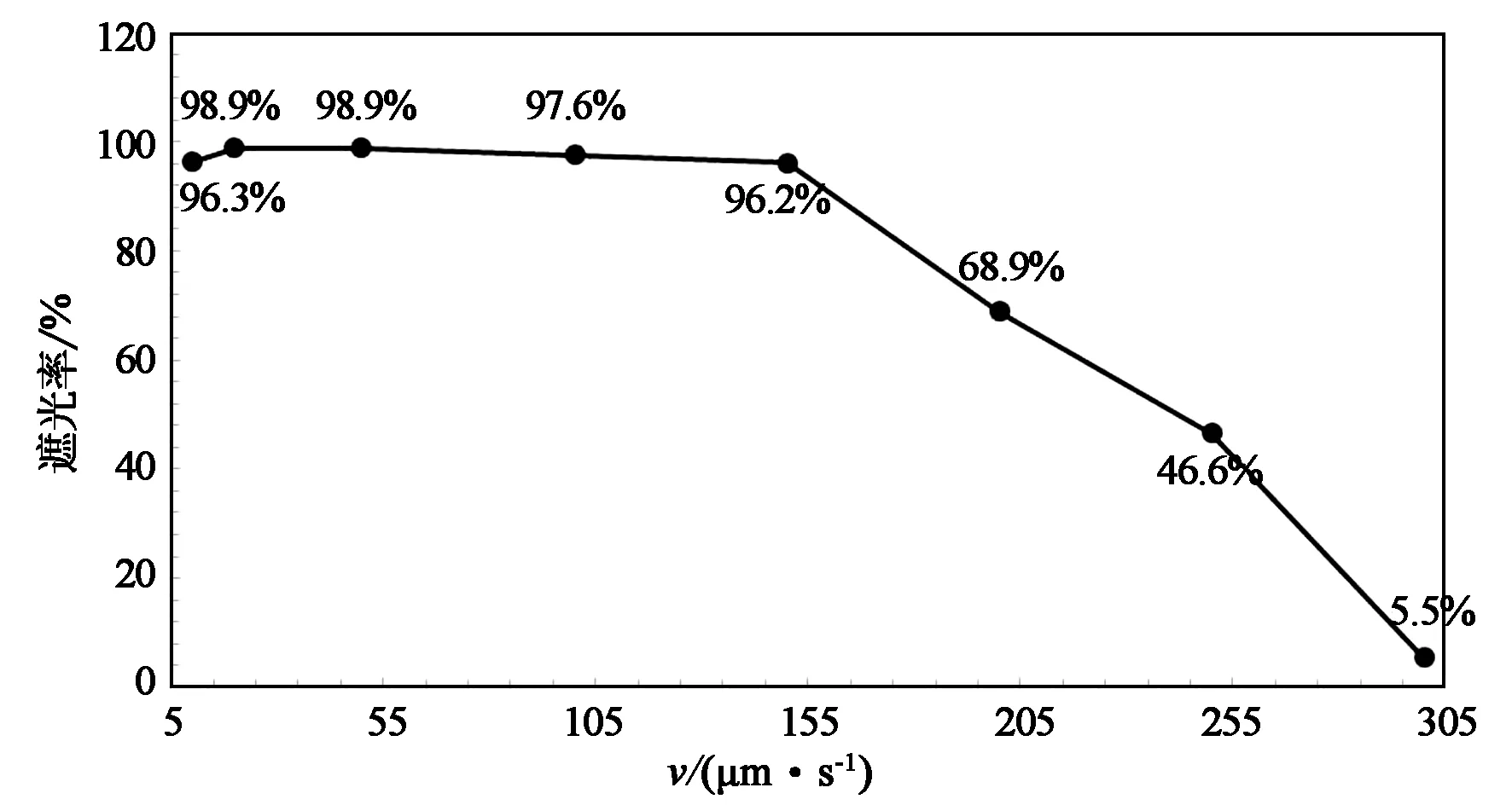
圖16 遮光率與掃描速度的關(guān)系
第1 ~ 4輪結(jié)果如圖13~16所示,4個參數(shù)在燒蝕中均存在一個最優(yōu)區(qū)間,即在滿足遮光效果的前提下未產(chǎn)生其他不良,在固定其他參數(shù)時,其最優(yōu)區(qū)間分別為e∈(1.9,4.6) mJ/mm2,f∈(180,455) kHz,v∈(100,150) μm/s和a∈(5.00,10.0) μm。
此外,結(jié)合公式(5)和第1~4輪實驗結(jié)果發(fā)現(xiàn),w在4輪實驗中的最優(yōu)區(qū)間存在一個交集,這表明黑化效果可能與w存在某種關(guān)系。
為研究該推測,開展下列實驗。將w設(shè)定為交集區(qū)間內(nèi)、外的某些定值,然后采用不同的e、f、v、a組合,其中a=b∈(4.0,10.0) μm,以驗證相同w值條件下,黑化效果的一致性,如表4所示。
需要說明的是,當(dāng)e低于1.0 mJ/mm2時,調(diào)節(jié)其他參數(shù)時,黑化效果都相對較差[10,17]。這可能是由于低能量脈沖激光的簡單疊加不能滿足于ITO區(qū)半導(dǎo)體瞬間燒蝕機制的需求[20]。基于此,下列實驗中,e都設(shè)置在1.0 mJ/mm2以上。
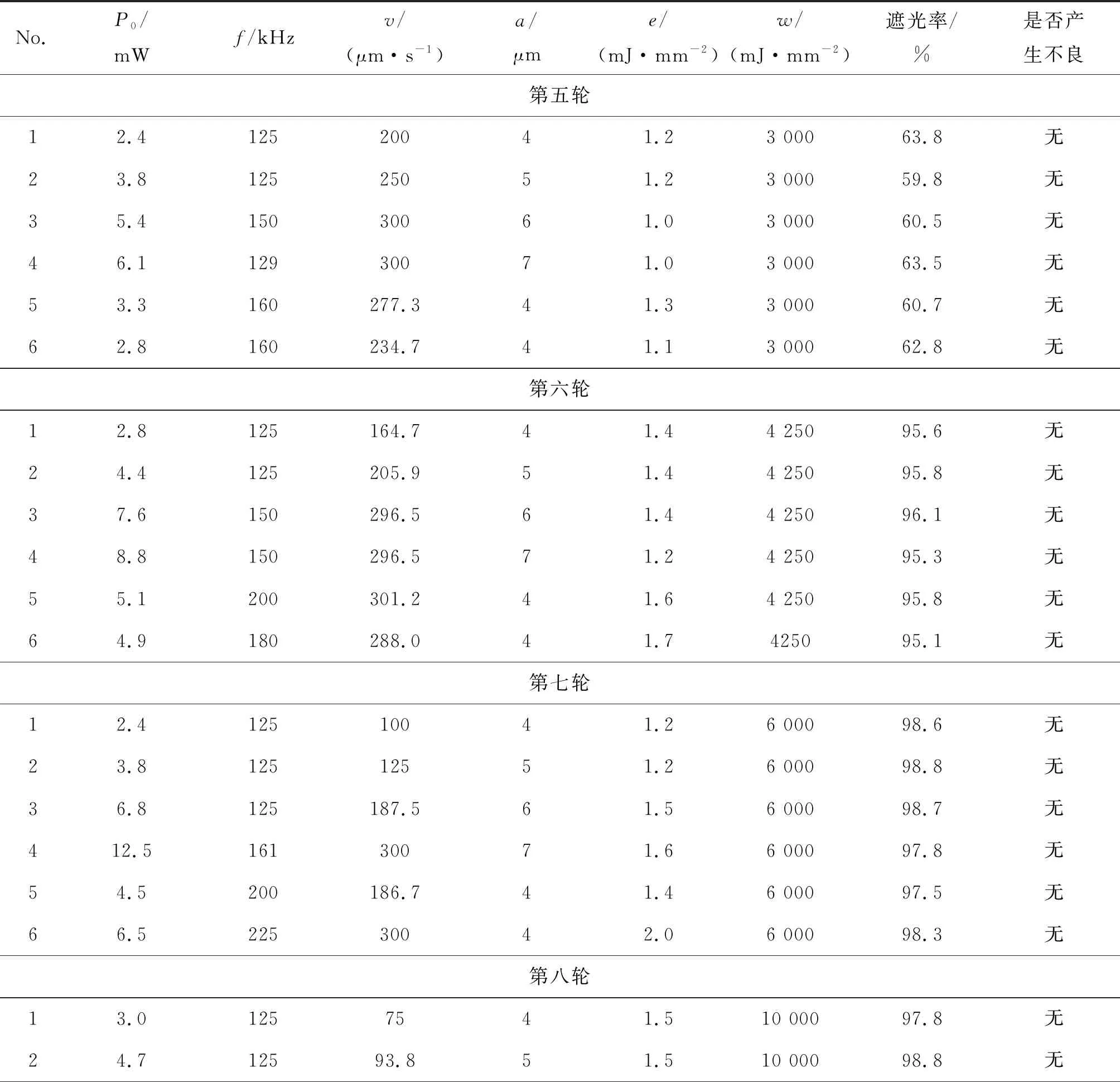
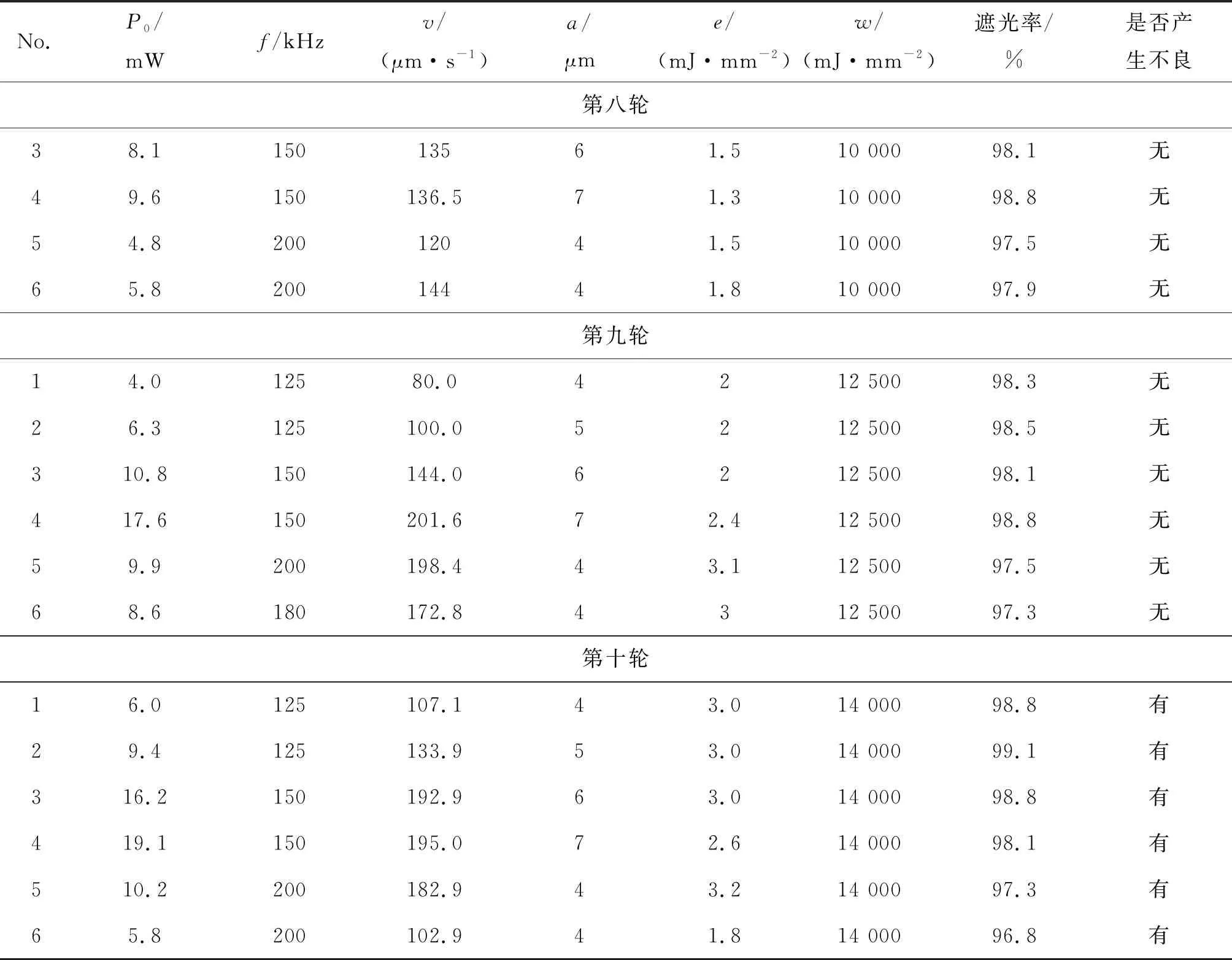
表4 第5~10輪實驗條件以及實驗結(jié)果
續(xù) 表
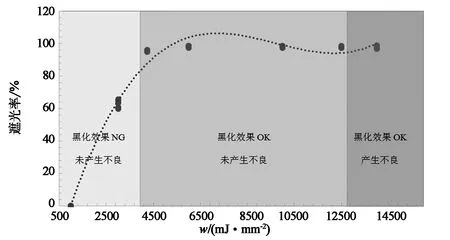
圖17 遮光率與w之間的關(guān)系
從第5~8輪實驗可以看出,在固定w值的條件下,除去測量誤差及設(shè)備狀態(tài)穩(wěn)定性對實驗的影響,表征黑化效果的遮光率值波動較小。這樣,w數(shù)值大小能夠與黑化效果相對應(yīng),可以表征黑化效果。
對圖17中數(shù)據(jù)進行簡單擬合,得出w值與遮光率y的關(guān)系大致如下:
y=2×10-12w3-6×10-8w2+5×10-4w-0.47
.
(7)
當(dāng)w≤3 000時,黑化效果未達暗點標(biāo)準(zhǔn);當(dāng)4 250≤w≤12 500時,黑化效果達到暗點標(biāo)準(zhǔn),此時遮光率均大于95%,且未產(chǎn)生其他不良;當(dāng)w≥14 000時,遮光率雖然都大于95%,但會產(chǎn)生其他不良。即對于某款165.1 cm(65 in)的ADS顯示模式的產(chǎn)品,當(dāng)4 250≤w≤12 500時,飛秒激光可以很好地實現(xiàn)ITO區(qū)黑化。
值得注意的是,在w≤2 000時,ITO區(qū)黑化效果幾乎忽略不計,遮光率<3.0%。對于飛秒激光ITO區(qū)黑化燒蝕機制和工藝參數(shù)深層次影響的原理分析,目前實驗條件下還無法進行探究。現(xiàn)階段本研究工作的意義在于,通過文中建立的理論模型,結(jié)合工藝參數(shù)的擬合分析,得到w與黑化后遮光率的關(guān)系,為量產(chǎn)中飛秒激光的工藝參數(shù)設(shè)置和優(yōu)化提供參考。
6 結(jié) 論
本文基于飛秒激光燒蝕機制開展了ITO區(qū)黑化法修復(fù)亮點理論模型和工藝參數(shù)的相關(guān)研究,結(jié)合實驗結(jié)果,得出以下結(jié)論:
(1)成功建立并通過實驗驗證了ITO區(qū)黑化法修復(fù)理論模型在液晶顯示面板修復(fù)亮點領(lǐng)域的可行性,滿足量產(chǎn)信賴性。
(2)飛秒激光工藝參數(shù)中,單脈沖激光單位面積能量e、激光頻率f、掃描速度v和加工端光斑大小a等4個參數(shù)都會影響黑化效果,本文提出的整合型w值能很好地對應(yīng)飛秒激光燒蝕后的黑化效果,在實際量產(chǎn)中可以指導(dǎo)工藝參數(shù)的設(shè)置。
(3)對于某款165.1 cm(65 in) ADS顯示模式的產(chǎn)品,當(dāng)單脈沖激光單位面積上的能量e為1.0 mJ/mm2,a=b∈(4,10) μm,w∈(4 250,12 500)時,黑化后遮光率均大于95%且未產(chǎn)生其他不良,量產(chǎn)修復(fù)成功率高達95.5%。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
中老年保健(2021年12期)2021-11-30 02:58:01
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
中華詩詞(2018年11期)2018-03-26 06:41:34
Coco薇(2016年8期)2016-10-09 02:11:50
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
中國醫(yī)藥科學(xué)(2015年19期)2015-02-27 12:33:11
