低溫下導(dǎo)彈成像主鏡支撐平臺(tái)微小變形分析
2021-03-05 00:56:24陳珂張勇飛王杜林劉子駿符曉剛
兵工學(xué)報(bào) 2021年12期
陳珂, 張勇飛, 王杜林, 劉子駿, 符曉剛
(1.中國(guó)航天科技集團(tuán)公司 紅外探測(cè)技術(shù)研發(fā)中心, 上海 201109;2.上海航天控制技術(shù)研究所, 上海 201109)
0 引言
螺紋連接是機(jī)械結(jié)構(gòu)中最常見(jiàn)的連接方式,具有結(jié)構(gòu)簡(jiǎn)單、連接可靠等優(yōu)點(diǎn)。主流計(jì)算機(jī)輔助工程(CAE)軟件一直將螺紋連接作為爭(zhēng)相改進(jìn)的功能模塊。傳統(tǒng)的螺紋仿真有以下3種方法:1)利用三維建模軟件建立出真實(shí)的螺紋結(jié)構(gòu)[1-2],該方法的缺點(diǎn)在于劃分網(wǎng)格困難、接觸狀態(tài)復(fù)雜、計(jì)算資源耗費(fèi)巨大,專(zhuān)門(mén)研究螺紋可以采用此法,當(dāng)裝配體中有多個(gè)螺釘時(shí)該方法不再適用;2)對(duì)于螺紋連接處采用綁定接觸的簡(jiǎn)化處理方法[3],該方法的缺點(diǎn)在于無(wú)法模擬出螺釘與螺孔上的螺紋結(jié)構(gòu),進(jìn)而無(wú)法計(jì)算出螺釘預(yù)緊對(duì)結(jié)構(gòu)更加真實(shí)的影響;3)采用啞鈴狀結(jié)構(gòu)將零件連接在一起,再施加預(yù)緊[4],該方法能近似模擬出螺栓螺母組合,但同樣不包含螺紋結(jié)構(gòu),且遇到螺釘螺孔形式就無(wú)法仿真。綜上所述,傳統(tǒng)螺紋仿真方法或者適用范圍太窄,或者偏離實(shí)際較遠(yuǎn),難以兼顧仿真真實(shí)性和計(jì)算的收斂性。
除過(guò)盈配合等特殊應(yīng)用外,在常規(guī)結(jié)構(gòu)有限元仿真中,無(wú)論是靜力學(xué)、動(dòng)力學(xué),或者穩(wěn)態(tài)、瞬態(tài),幾乎沒(méi)有人考慮三維裝配體部件的接觸穿透問(wèn)題,這是因?yàn)槌R?guī)有限元仿真的節(jié)點(diǎn)位移量大多遠(yuǎn)遠(yuǎn)大于模型的初始穿透量,或其接觸面間的接觸壓力遠(yuǎn)遠(yuǎn)大于因模型穿透而引起的應(yīng)力。因此,多數(shù)情況下,即使不考慮穿透,有限元數(shù)值分析結(jié)果與解析解的差距依然在可接受范圍內(nèi)。但是,對(duì)于一些特殊的有限元計(jì)算,其變化量很小,或者接觸面間的接觸壓力較小,這時(shí)如果仍然不考慮三維模型的穿透,則即使正確地設(shè)置了其他邊界條件,計(jì)算得出的結(jié)果與真實(shí)值依然相差甚遠(yuǎn),無(wú)法滿足工程實(shí)踐的要求。
本文對(duì)實(shí)際工程應(yīng)用中的某型號(hào)成像主鏡支撐平臺(tái)(內(nèi)框罩殼組合)展開(kāi)研究,基于工程應(yīng)用中發(fā)生的實(shí)際問(wèn)題設(shè)計(jì)了如圖1所示的仿真流程。
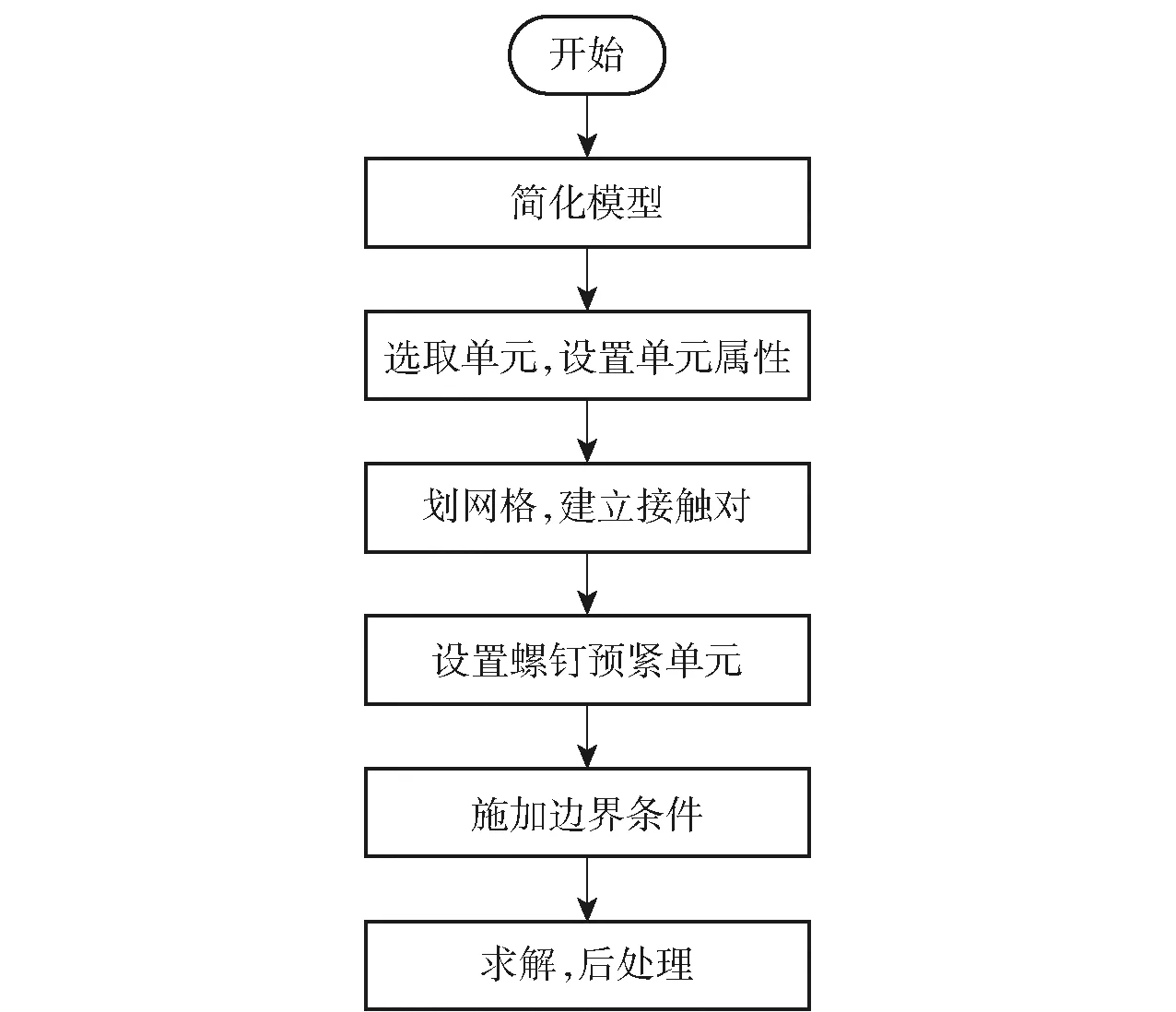
圖1 ANSYS軟件仿真分析流程Fig.1 Simulation analysis process of ANSYS software
1 問(wèn)題描述
紅外導(dǎo)引頭中的內(nèi)框罩殼組合是支撐成像主鏡的重要部件,二者通過(guò)內(nèi)框上的4個(gè)凸臺(tái)進(jìn)行連接,如圖2所示。由于成像主鏡對(duì)應(yīng)變十分敏感(微米級(jí)),支撐平臺(tái)的微小應(yīng)變所引發(fā)的4個(gè)凸臺(tái)高度差增大就可以導(dǎo)致光學(xué)組合的成像性能大幅度降低,進(jìn)而導(dǎo)致導(dǎo)引頭丟失目標(biāo)。因?yàn)槌上裰麋R在未裝配狀態(tài)下,無(wú)論處于常溫或低溫,其性能均良好,而裝配后在低溫下失效,所以內(nèi)框作為唯一與成像主鏡連接的部件就成為重點(diǎn)研究對(duì)象。經(jīng)過(guò)粗略的分析判斷,引發(fā)內(nèi)框產(chǎn)生應(yīng)變的原因可能有兩個(gè):1)內(nèi)框和罩殼是通過(guò)沉頭螺釘進(jìn)行連接的,裝配工人在擰螺釘過(guò)程中引發(fā)了內(nèi)框4個(gè)凸臺(tái)的高度差增大,在置入低溫時(shí)該高度差由于金屬熱脹冷縮被進(jìn)一步放大,即工人裝配過(guò)程和熱脹冷縮對(duì)主鏡面型同時(shí)有影響;2)裝配過(guò)程無(wú)影響,內(nèi)框和罩殼通過(guò)一側(cè)的4個(gè)螺釘連接,在低溫下發(fā)生了熱脹冷縮,由于不對(duì)稱(chēng)的結(jié)構(gòu)形式導(dǎo)致4個(gè)凸臺(tái)的高度差增大。
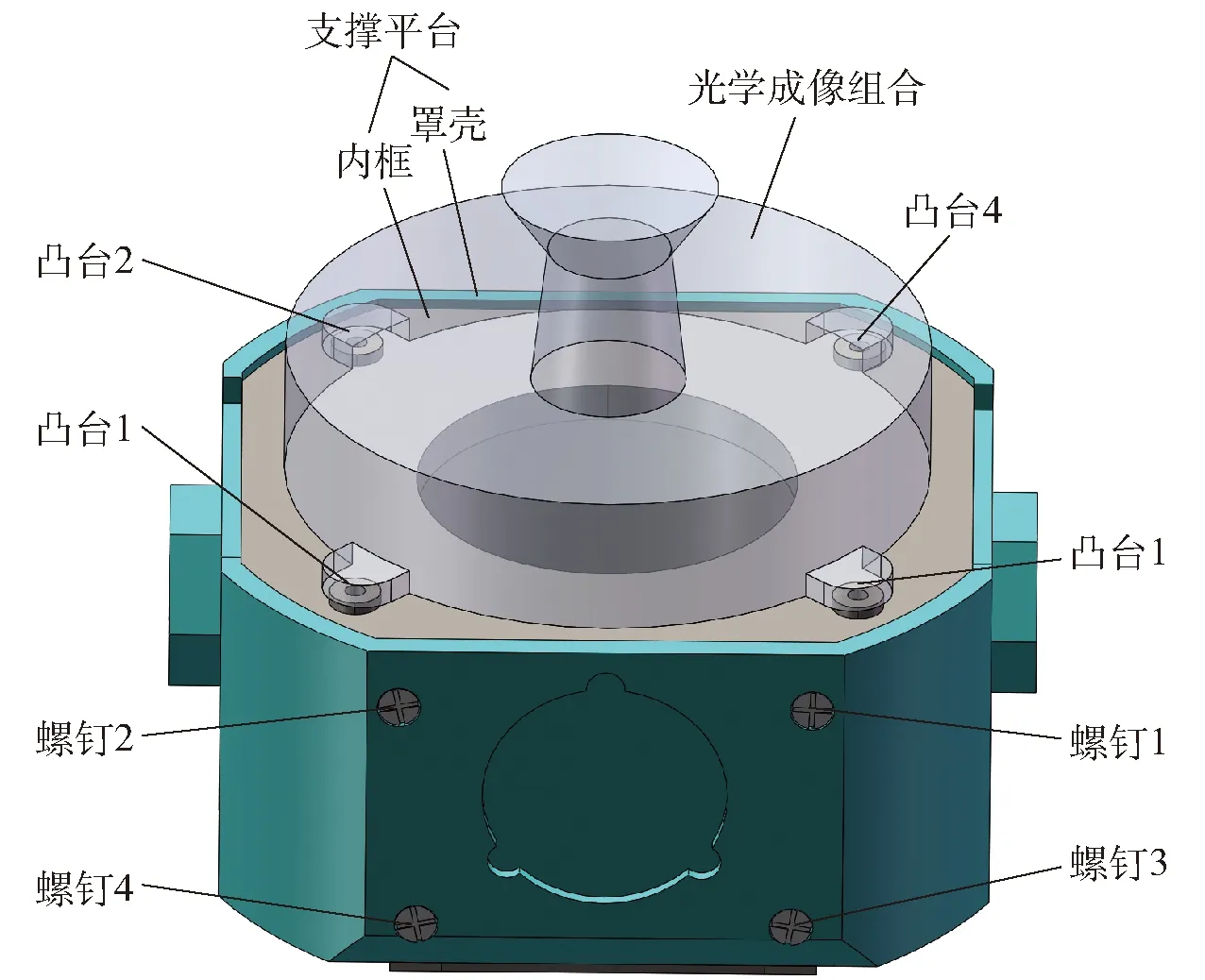
圖2 成像主鏡支撐平臺(tái)Fig.2 Supporting platform for imaging primary mirror
由于低溫下凸臺(tái)高度難以進(jìn)行實(shí)際測(cè)量,基于內(nèi)框罩殼組合的真實(shí)裝配和試驗(yàn)過(guò)程,本文對(duì)內(nèi)框罩殼組合進(jìn)行多物理場(chǎng)耦合仿真分析,以定位成像主鏡失效的具體原因。
本文所研究的工程問(wèn)題其位移量很小(微米級(jí)),接觸面間的接觸應(yīng)力也很小(精密器件),如果繼續(xù)使用常規(guī)的仿真方法(如不考慮真實(shí)的螺紋連接,用綁定代替,或者不處理模型穿透,直接建立接觸),則計(jì)算出的結(jié)果與真實(shí)值必然相差甚遠(yuǎn),故本文針對(duì)模型穿透問(wèn)題進(jìn)行了重點(diǎn)處理。
2 模型的簡(jiǎn)化和實(shí)體網(wǎng)格的劃分
真實(shí)的三維模型包含倒角等優(yōu)化產(chǎn)品力學(xué)性能的結(jié)構(gòu)。在有限元分析中,常常需要簡(jiǎn)化模型以減少計(jì)算消耗、提高收斂性。對(duì)于接觸非線性仿真,生成接觸單元的結(jié)構(gòu)對(duì)結(jié)果的影響較多,不予簡(jiǎn)化,劃網(wǎng)格時(shí)還需要單獨(dú)加密。另外,本文所關(guān)心的結(jié)果主要是內(nèi)框上半部分4個(gè)凸臺(tái)的高度變化,故能顯著影響該指標(biāo)的結(jié)構(gòu)亦不能簡(jiǎn)化,如內(nèi)框側(cè)壁上的開(kāi)孔、施加固定約束的內(nèi)框下端面等結(jié)構(gòu)。按照上述基本原則[5],本文對(duì)真實(shí)的三維模型進(jìn)行簡(jiǎn)化,并將三維模型導(dǎo)入ANSYS軟件經(jīng)典環(huán)境中,如圖3所示。
圖3 簡(jiǎn)化后模型Fig.3 Simplified model
由于20節(jié)點(diǎn)六面體SOLID186單元含有中間節(jié)點(diǎn),其形函數(shù)為高階(這會(huì)使節(jié)點(diǎn)解更加精確)[6],優(yōu)于八節(jié)點(diǎn)SOLID185單元,故選用SOLID186單元?jiǎng)澐謱?shí)體網(wǎng)格。由于本文涉及的結(jié)構(gòu)復(fù)雜,模型切割比較繁瑣,程序無(wú)法使用掃掠(SWEEP)或是映射(MAPPED)劃分六面體網(wǎng)格,故六面體單元自動(dòng)退化為SOLID186單元的高階4面體單元[7]。網(wǎng)格劃分效果如圖4所示。
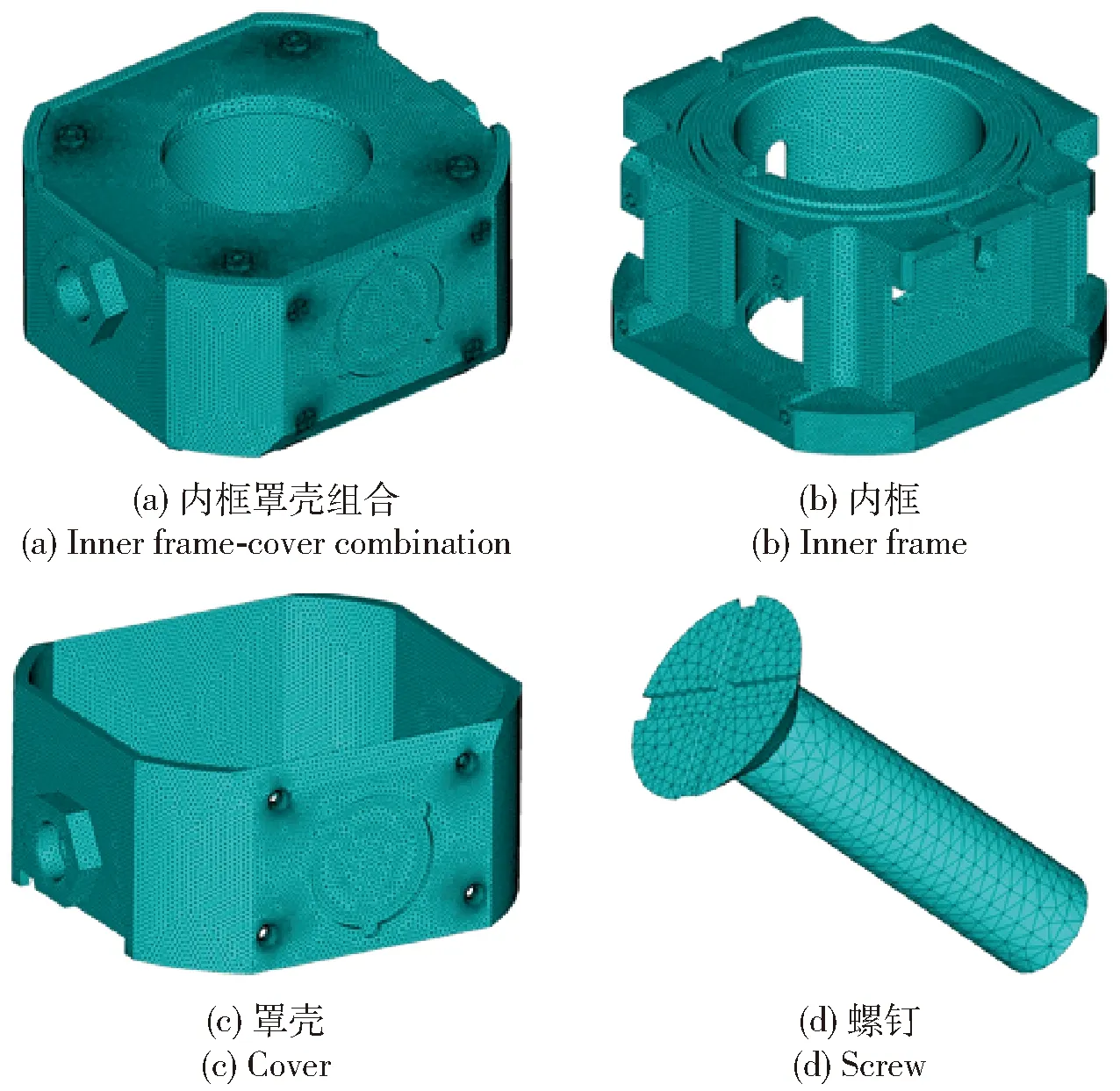
圖4 實(shí)體網(wǎng)格劃分Fig.4 Solid meshing
生成結(jié)構(gòu)單元之前需要指定各部件的材料及其對(duì)應(yīng)的力學(xué)性能參數(shù)。內(nèi)框的材料為7A04鋁合金,罩殼的材料為T(mén)A7鈦合金,螺釘材料為1Cr18Ni9Ti不銹鋼。仿真所需的材料參數(shù)[8]如表1所示。
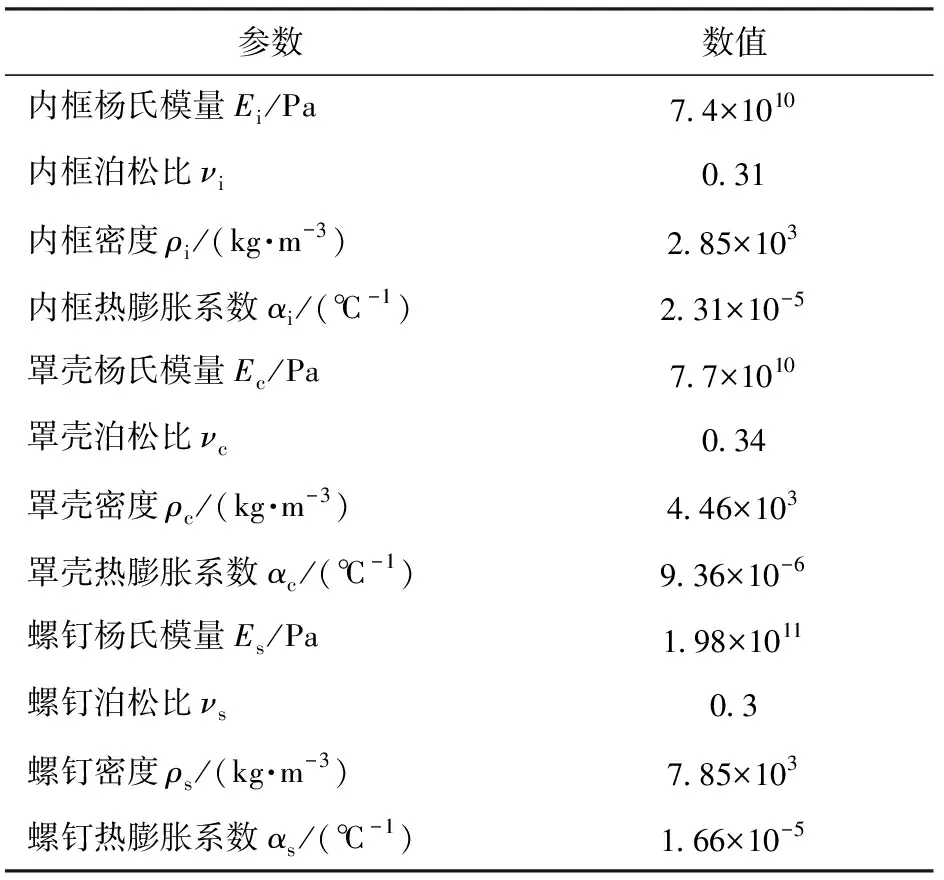
表1 金屬材料性能參數(shù)Tab.1 Performance parameters of metal materials
3 建立接觸對(duì)
3.1 螺紋接觸的設(shè)置
在有限元分析軟件Workbench中,確定一個(gè)真實(shí)的螺紋連接需要的參數(shù)有螺距、中徑、螺牙角和螺紋長(zhǎng)度,如圖5所示。圖5中,1點(diǎn)為螺紋頭部截面中心點(diǎn)位置,2點(diǎn)為螺紋尾部截面中心點(diǎn)位置。使用APDL語(yǔ)言定義螺紋連接需要通過(guò)ANSYS軟件經(jīng)典環(huán)境中的SECDATA命令[9],輸入的螺紋參數(shù)如表2所示,其中,(x1,y1,z1)、(x2,y2,z2)分別為圖5中1點(diǎn)和2點(diǎn)在全局坐標(biāo)系中的坐標(biāo)。
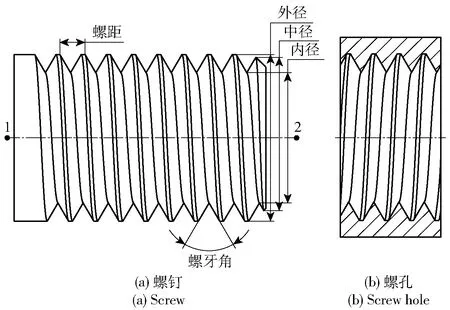
圖5 螺釘和螺孔Fig.5 Screw and screw hole
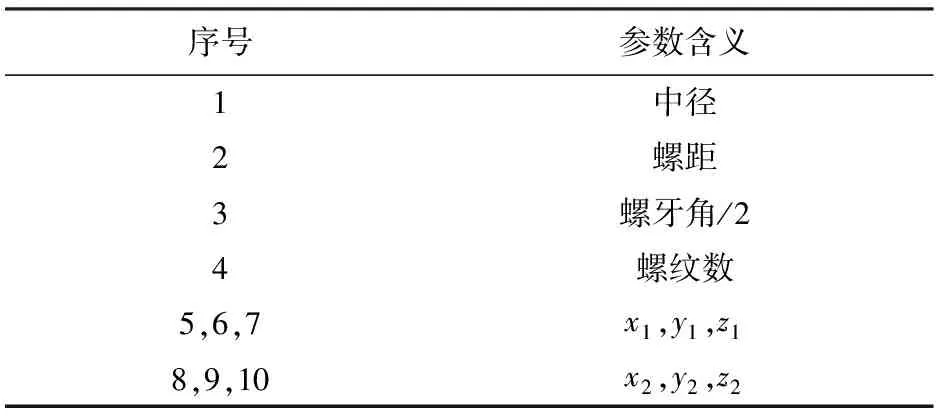
表2 螺紋輸入?yún)?shù)
利用SECDATA命令設(shè)置接觸單元和目標(biāo)單元的螺紋連接屬性后,即可利用接觸對(duì)管理器在螺釘和螺孔之間建立起帶有螺紋屬性的接觸單元。此單元與平面接觸單元類(lèi)型相同、形狀一致,同為摩擦接觸。與普通接觸單元不同的是,此單元帶有螺紋參數(shù),雖然不含有真實(shí)的螺紋結(jié)構(gòu),但是在進(jìn)行仿真時(shí),程序會(huì)按照真實(shí)的螺紋參數(shù)進(jìn)行求解計(jì)算,其螺紋接觸狀態(tài)和應(yīng)力狀態(tài)均與真實(shí)螺紋連接相近。
3.2 模型穿透的處理
ANSYS軟件中SOLID186單元對(duì)應(yīng)的接觸單元和目標(biāo)單元分別為CONTACT174和TARGET170,程序默認(rèn)采用非對(duì)稱(chēng)接觸提高計(jì)算精度,降低計(jì)算消耗[10]。ANSYS軟件中目標(biāo)面和接觸面兩兩成對(duì),不能隨意設(shè)置,對(duì)于本文仿真,科學(xué)地選取目標(biāo)面和接觸面是很有必要的。目標(biāo)面和接觸面的選取原則[11]如表3所示。
表3 目標(biāo)面和接觸面設(shè)置原則Tab.3 Principles of target surface and contact surface setting
根據(jù)表3所示原則,對(duì)三維模型中相互接觸的表面施加接觸單元,設(shè)置的接觸單元如圖6所示。帶有螺紋參數(shù)的單元和不帶有螺紋參數(shù)的單元需要采用不同的關(guān)鍵字和時(shí)常數(shù)。其中,不帶螺紋參數(shù)的接觸單元按照標(biāo)準(zhǔn)的摩擦接觸設(shè)置,摩擦系數(shù)取0.1,類(lèi)型為面面接觸。由于本文模型接觸包含曲面接觸,對(duì)于曲面接觸單元需要單獨(dú)設(shè)置其時(shí)常數(shù),即將時(shí)常數(shù)的前兩位按照接觸面的形狀尺寸進(jìn)行設(shè)置。圖6中包含的接觸對(duì)共4組,4組接觸對(duì)的初始最大穿透在接觸對(duì)管理器中查得如表4所示。其中,第4組接觸對(duì)的模型穿透超過(guò)20 μm,由于本文成像組合支撐平臺(tái)的凸臺(tái)在低溫下其節(jié)點(diǎn)位移量也處于該量級(jí),若不加處理,則必然導(dǎo)致仿真結(jié)果失真[12]。
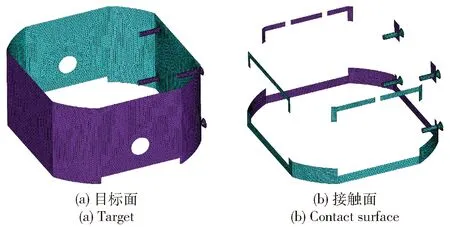
圖6 目標(biāo)單元和接觸單元Fig.6 Target unit and contact unit
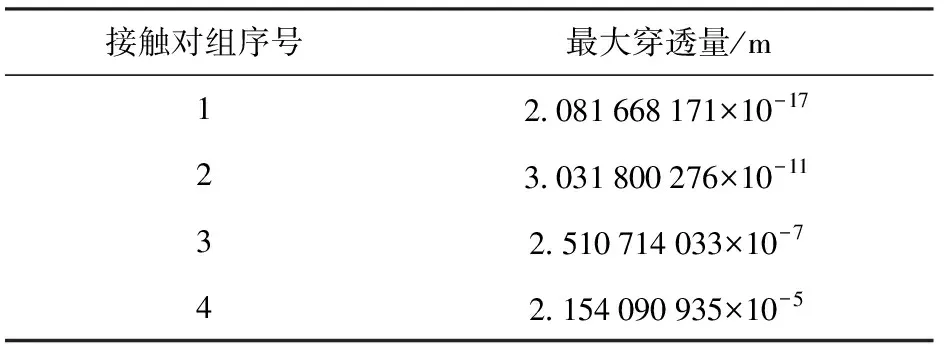
表4 接觸對(duì)最大穿透量Tab.4 Maximum penetration capacity of contact pair
模型穿透的處理主要是設(shè)置以下3類(lèi)參數(shù):
1)時(shí)常數(shù):FTOLN,F(xiàn)KN,PMIN,PMAX,ICONT
2)關(guān)鍵字:CONTACT174單元的KEYOPT(5)、KEYOPT(9),關(guān)鍵字分別用于調(diào)整模型的初始以及最終穿透間隙
3)命令流:CNCHECK,ADJUST
各類(lèi)參數(shù)的物理含義[9]如表5所示。
穿透容差定義仿真結(jié)果的最大穿透量,該值并不能任意縮小至無(wú)窮小,而是與初始模型穿透量有關(guān),初始模型穿透量越大,該值就越大,初始模型穿透量越小,該值就越小。對(duì)于本文仿真,只需要使模型穿透量降至0.05 μm以下,即遠(yuǎn)低于影響光學(xué)系統(tǒng)成像的5 μm以下,即可認(rèn)為穿透對(duì)模型節(jié)點(diǎn)位移的影響可以忽略。法向接觸剛度和穿透容差的乘積即為接觸壓力,盡可能減小容差的同時(shí),需要適當(dāng)增大FKN值,以保證收斂性。PMIN、PMAX和ICONT值是調(diào)整模型初始穿透和間隙的值,其中PMIN和PMAX可以設(shè)置很小(1×10-15量級(jí)),ICONT與5號(hào)關(guān)鍵字功能相同,均為調(diào)整模型初始間隙,防止模型產(chǎn)生剛體位移,造成不收斂。9號(hào)關(guān)鍵字可以將調(diào)整模型穿透對(duì)結(jié)果的影響降為零,簡(jiǎn)單地說(shuō),如果不加以設(shè)置,則仿真模型的節(jié)點(diǎn)會(huì)在0 s時(shí)產(chǎn)生位移,進(jìn)而導(dǎo)致結(jié)果失真。該節(jié)點(diǎn)位移并非預(yù)緊螺釘造成,而是由于程序自動(dòng)調(diào)整模型穿透造成的節(jié)點(diǎn)位移。CHECK、ADJUST能夠針對(duì)小位移、小間隙和大位移、大間隙進(jìn)行調(diào)整,進(jìn)而更大幅度地降低模型的穿透量和間隙量。
由于本文研究為非對(duì)稱(chēng)接觸,故只需設(shè)定CONTACT174單元的上述選項(xiàng)即可。將FTOLN設(shè)置為-5×10-8,F(xiàn)KN設(shè)置為-1×1019,PMIN設(shè)置為1×10-20,PMAX設(shè)置為1×10-15,CNCHECK設(shè)置為ADJUST,插入邊界條件命令之前。上述選項(xiàng)必須同時(shí)設(shè)置,才能最大限度地降低穿透量,進(jìn)而提高計(jì)算精度。
4 設(shè)置預(yù)緊單元
本文中螺栓預(yù)緊單元無(wú)法在Workbench中通過(guò)GUI施加,因?yàn)閃orkbench中的螺栓預(yù)緊GUI無(wú)法設(shè)置預(yù)緊單元在螺桿上的具體位置,而ANSYS經(jīng)典界面就可以,預(yù)緊單元形成的原理是(圖7中淺綠色處):將組成螺釘?shù)腟OLID186單元在形成預(yù)緊單元處打斷,再沿軸向向內(nèi)收縮。因此,若不設(shè)置預(yù)緊單元的位置,讓程序自動(dòng)將預(yù)緊單元建立在螺桿的中間(有螺紋的部分),則預(yù)緊單元就會(huì)將SOLID186單元在螺紋接觸部分打斷并沿軸向向內(nèi)收縮。此時(shí)就會(huì)產(chǎn)生僅預(yù)緊單元處的螺紋受到預(yù)緊力的錯(cuò)誤情況,施加上的預(yù)緊力就不能發(fā)揮其效力,反而導(dǎo)致預(yù)緊單元附近的螺紋接觸單元產(chǎn)生錯(cuò)誤的應(yīng)力奇異[7]。因此,利用PSMESH命令在螺桿無(wú)螺紋位置生成預(yù)緊單元PREST179,在此處打斷SOLID186單元并預(yù)緊螺釘就不會(huì)對(duì)螺紋接觸產(chǎn)生非正常影響,如圖7所示。
5 施加邊界條件
本文研究螺釘預(yù)緊力和低溫不同材質(zhì)金屬變形對(duì)內(nèi)框44個(gè)凸臺(tái)高度的影響,對(duì)于邊界條件的施加需要參考真實(shí)的裝配試驗(yàn)過(guò)程,即先按照對(duì)角線規(guī)則(即圖2中螺釘1、螺釘4、螺釘3、螺釘2的順序)預(yù)緊4個(gè)螺釘,再將內(nèi)框罩殼組合從常溫25 ℃降至-40 ℃低溫下達(dá)到穩(wěn)態(tài)。通過(guò)觀察整個(gè)過(guò)程中4個(gè)凸臺(tái)的高度隨時(shí)間變化,即可確定影響內(nèi)框凸臺(tái)高度變化的主要因素。位移約束條件則可以根據(jù)真實(shí)情況將內(nèi)框底面(即內(nèi)框4個(gè)凸臺(tái)的對(duì)面)施加全自由度約束(僅壓縮支撐亦可,但可能會(huì)引發(fā)剛體位移),從而可以得到內(nèi)框4個(gè)凸臺(tái)相對(duì)于真實(shí)低溫試驗(yàn)時(shí)內(nèi)框的支撐面發(fā)生的豎直方向(y軸方向)的節(jié)點(diǎn)位移量。另外,在具體試驗(yàn)過(guò)程中,沒(méi)有工具可以直接測(cè)得螺栓的預(yù)緊力,只能測(cè)得力矩扳手的扭力,裝配工人預(yù)緊螺釘時(shí)使用的扭力為0.1 N·m,通過(guò)(1)式可求得螺栓預(yù)緊力,
M=K·P·D,
(1)
式中:M為螺栓力矩;K為摩擦系數(shù),這里取0.1[13];P為螺栓預(yù)緊力;D為螺栓外徑。
由(1)式求得螺栓預(yù)緊力為312.5 N,利用SLODA命令分8個(gè)載荷步共8 s對(duì)角施加4組螺栓預(yù)緊力,第8~10 s施加溫度載荷,降溫至-40 ℃,至此便完成了全部邊界條件的設(shè)置。
6 求解及后處理
從導(dǎo)入模型到前處理完畢,仿真模型共產(chǎn)生數(shù)十萬(wàn)單元和節(jié)點(diǎn),其中包含SOLID186、CONTACT174、TARGET170、PREST179單元及各個(gè)單元所囊括的節(jié)點(diǎn)。如此大規(guī)模的仿真對(duì)工作站內(nèi)存及CPU消耗會(huì)很大,這里選用更能提高計(jì)算效率的SPARSE求解器,設(shè)置合適的子步數(shù)量(經(jīng)歷6次子步的調(diào)整,每次調(diào)整完試算30 min,觀察收斂曲線變化,最終選用100、5、1×105作為每個(gè)載荷步的子步)。接觸算法和節(jié)點(diǎn)探測(cè)方式選擇增強(qiáng)的拉格朗日算法和GAUSS點(diǎn)探測(cè)以降低穿透量[14]。全部設(shè)置完畢后,將上述GUI操作轉(zhuǎn)換成命令流,保存后開(kāi)始求解,求解過(guò)程歷時(shí)11 h,期間力收斂曲線和位移收斂曲線變化平穩(wěn)、起伏正常,并未出現(xiàn)突變、毛刺等現(xiàn)象。
各節(jié)點(diǎn)沿豎直方向(y軸方向)的位移量如圖8所示。
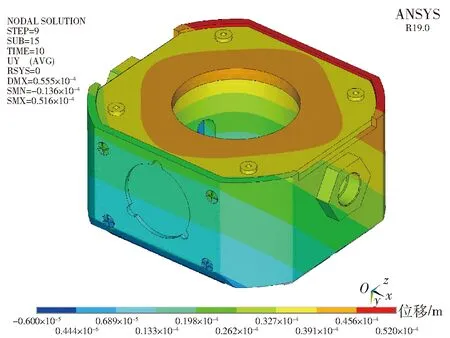
圖8 y軸方向節(jié)點(diǎn)變形Fig.8 Deformation of node in y-direction
從圖8中可以看出:4個(gè)凸臺(tái)的高度差變化比較接近,難以區(qū)分;利用時(shí)間歷程后處理,分別從4個(gè)凸臺(tái)上各自提取6個(gè)節(jié)點(diǎn)的y軸方向變化量再作平均,求得4組平均值作為4個(gè)凸臺(tái)高度的變化量。由于ANSYS軟件中曲線繪制功能有限,故將節(jié)點(diǎn)位移數(shù)據(jù)導(dǎo)出并處理,繪制得如圖9、圖10所示的凸臺(tái)節(jié)點(diǎn)位移曲線圖,圖9為預(yù)緊螺釘過(guò)程中的凸臺(tái)節(jié)點(diǎn)位移量,圖10為螺釘預(yù)緊后受低溫影響的凸臺(tái)節(jié)點(diǎn)位移量,其中UY1、UY2、UY3、UY4分別對(duì)應(yīng)圖2中的凸臺(tái)1、凸臺(tái)2、凸臺(tái)3、凸臺(tái)4節(jié)點(diǎn)在豎向(y軸方向)的位移量。
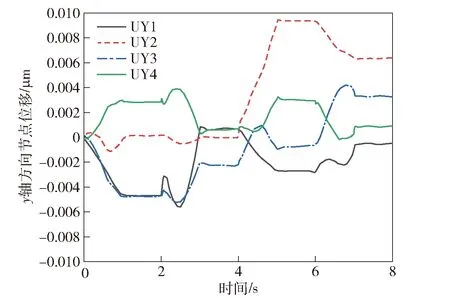
圖9 螺紋接觸邊界下預(yù)緊對(duì)凸臺(tái)y軸方向節(jié)點(diǎn)位移影響Fig.9 Influence of pre-tightening on the displacement of y-direction node of boss at the thread contact boundary
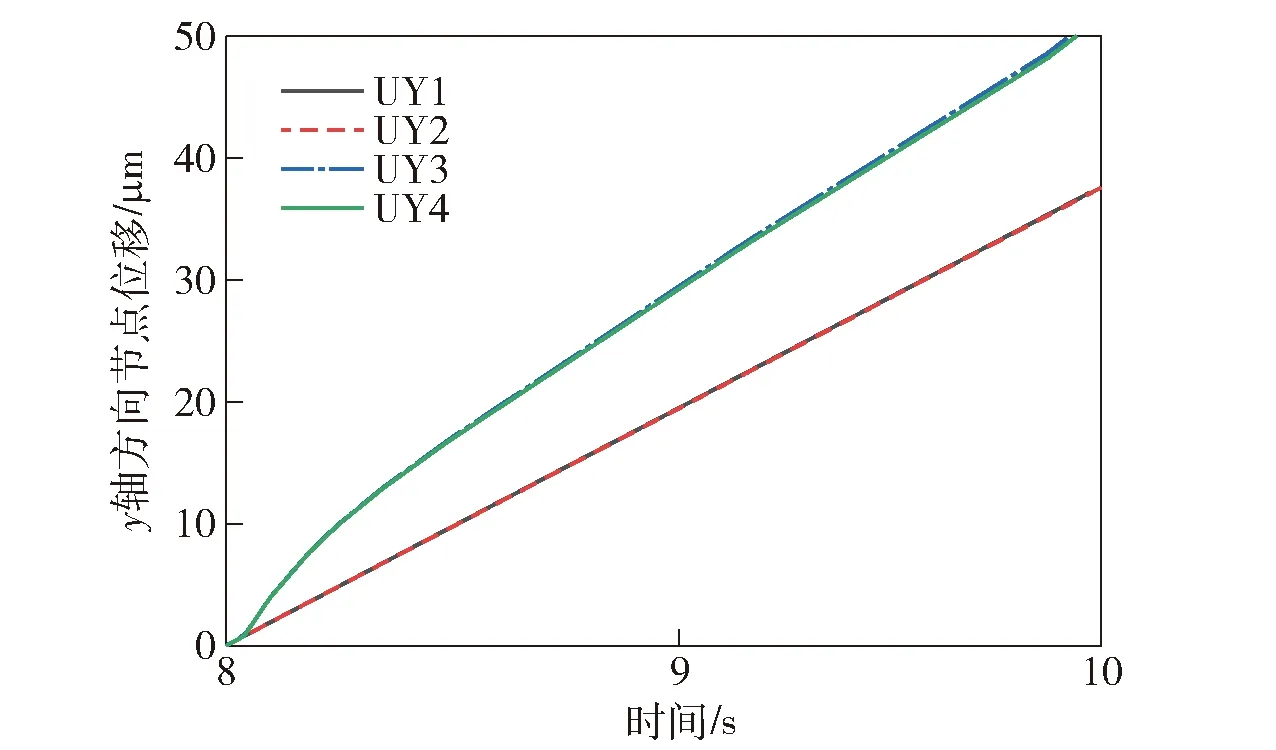
圖10 螺紋接觸邊界下低溫對(duì)凸臺(tái)y軸方向位移影響Fig.10 Influence of low temperature on the displacement of y-direction node of bass at the thread contast boundary
圖9所示曲線較為雜亂,其原因是計(jì)算完成的模型穿透量接近1×10-7m量級(jí)(見(jiàn)圖11),但是繼續(xù)縮減模型的穿透量會(huì)引起求解收斂困難,即使如此也可以發(fā)現(xiàn):在螺釘預(yù)緊過(guò)程中,凸臺(tái)的y軸方向位移量遠(yuǎn)遠(yuǎn)小于引發(fā)成像主鏡失效的5 μm,而在8~10 s降溫期間,發(fā)現(xiàn)凸臺(tái)1和凸臺(tái)2的高度下降了約36 μm,凸臺(tái)3和凸臺(tái)4的高度下降了約49 μm,相差約13 μm,遠(yuǎn)大于5 μm.
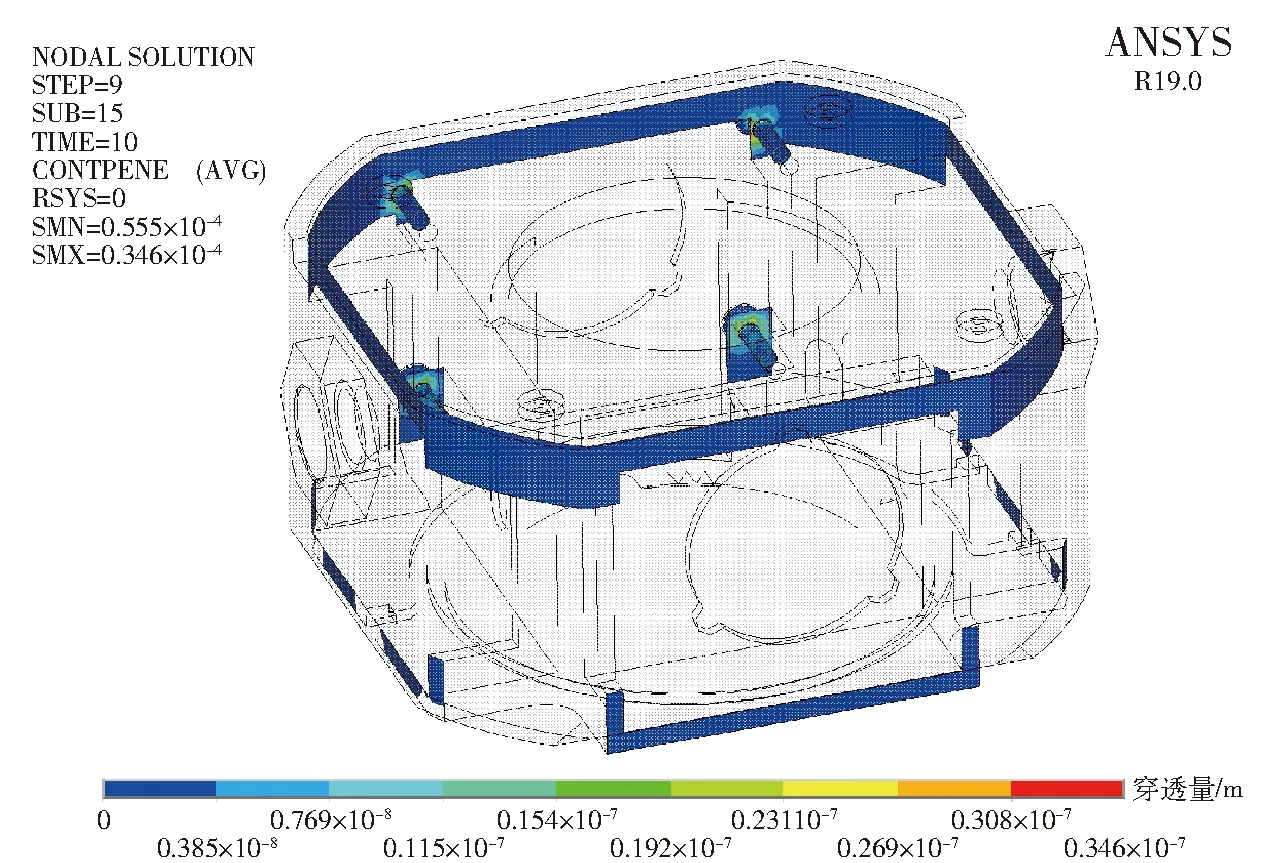
圖11 模型最終穿透量Fig.11 Final penetration capacity of the model
根據(jù)上述仿真結(jié)果可以得出結(jié)論:成像主鏡在低溫下失效的主要原因是不同材質(zhì)金屬在低溫下發(fā)生熱脹冷縮所導(dǎo)致,其中靠近預(yù)緊螺釘一側(cè)的2個(gè)凸臺(tái)在低溫下高度下降約36 μm,遠(yuǎn)離螺釘一側(cè)在低溫下高度下降了約49 μm,4個(gè)凸臺(tái)通過(guò)螺釘與光學(xué)成像主鏡相連接,其高度差增大導(dǎo)致成像主鏡在低溫下發(fā)生了超出5 μm的彈性形變,進(jìn)而導(dǎo)致成像主鏡在低溫下的性能大幅度下降。而裝配工人按照額定扭矩預(yù)緊螺釘對(duì)光學(xué)組合的影響可以忽略不計(jì)。
在實(shí)際環(huán)境試驗(yàn)過(guò)程中,成像主鏡連接到內(nèi)框罩殼組合后,在低溫下其4個(gè)凸臺(tái)的y軸方向高度變化難以測(cè)量,因?yàn)楹茈y在保溫箱外創(chuàng)造-40 ℃測(cè)試條件,并且-40 ℃也不再是測(cè)高儀(精度0.1 μm)的正常工作溫度,所以僅能提供預(yù)緊罩殼4個(gè)螺釘前后的凸臺(tái)高度差測(cè)試數(shù)據(jù),如表6所示。
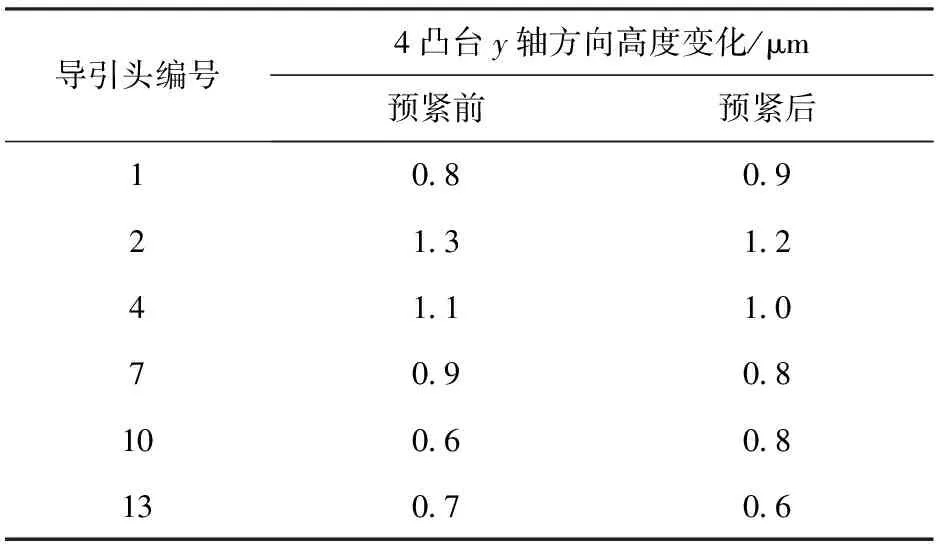
表6 凸臺(tái)y軸方向高度變化Tab.6 Change in the height difference of boss in y-direction
由表6測(cè)試數(shù)據(jù)可知:預(yù)緊螺釘對(duì)內(nèi)框4個(gè)凸臺(tái)的高度影響大概為0~0.2 μm之間,因?yàn)榉抡媸褂玫氖峭昝滥P?即無(wú)任何加工誤差),所以仿真值會(huì)更小。仿真值和實(shí)測(cè)值的指向一致,同時(shí)證明了預(yù)緊螺釘對(duì)于凸臺(tái)的高度變化是可以忽略不計(jì)的。低溫下凸臺(tái)的高度變化由于無(wú)法實(shí)測(cè),只能參考仿真值,真實(shí)的低溫凸臺(tái)高度變化應(yīng)該會(huì)比仿真值更大(因?yàn)檎鎸?shí)零件會(huì)有加工誤差),進(jìn)而大于主鏡5 μm的變形承受值。
圖11所示的模型最大穿透量為3.46×10-8m,與初始模型最大穿透量2.15×10-5m相比縮小了近1 000倍,表明模型穿透調(diào)整命令起到了作用,且遠(yuǎn)遠(yuǎn)低于光學(xué)組合失效量5 μm,表明仿真結(jié)果真實(shí)可信。螺釘?shù)慕佑|狀態(tài)和等效應(yīng)力如圖12、圖13 示。從圖12中可以看出,利用SECDATA命令設(shè)置的螺紋連接與真實(shí)螺釘具有較接近的接觸狀態(tài)和應(yīng)力狀態(tài),采用ANSYS軟件內(nèi)置的螺紋接觸算法能夠同時(shí)保證仿真的真實(shí)性和計(jì)算的收斂性。
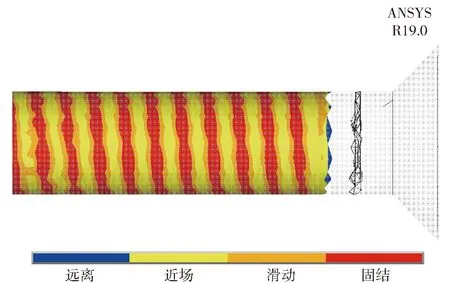
圖12 螺紋接觸邊界下預(yù)緊后螺紋接觸狀態(tài)Fig.12 Thread contact state after pre-tighting at the thread contact boundary
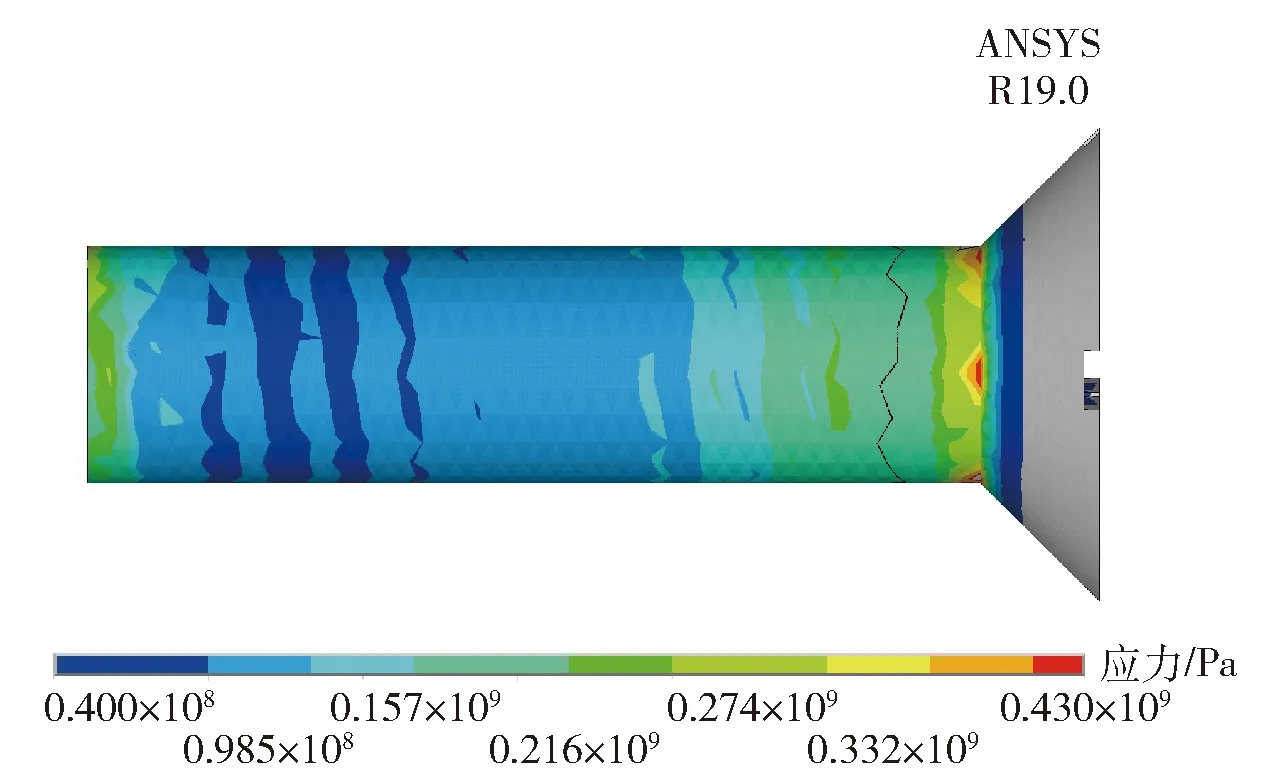
圖13 普通綁定邊界下螺紋等效應(yīng)力Fig.13 Equivalent stress of thread at the ordinary bound boundary
本文將螺釘與螺孔接觸方式設(shè)置為普通綁定后,再次進(jìn)行計(jì)算,計(jì)算后結(jié)果如圖13所示。圖14所示為預(yù)緊后螺紋接觸狀態(tài)。
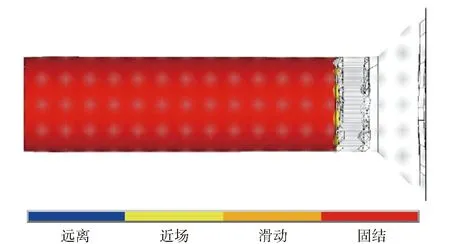
圖14 普通綁定邊界下預(yù)緊后螺紋接觸狀態(tài)Fig.14 Thread contact state after pre-tighting at the ordinary bound boundary
圖14中顯示的螺釘與螺孔接觸狀態(tài)為全綁定,無(wú)相對(duì)摩擦部分,而真實(shí)情況下螺釘與螺孔之間存在摩擦接觸,顯然與實(shí)際不符。圖15所示為低溫對(duì)凸臺(tái)高度影響。
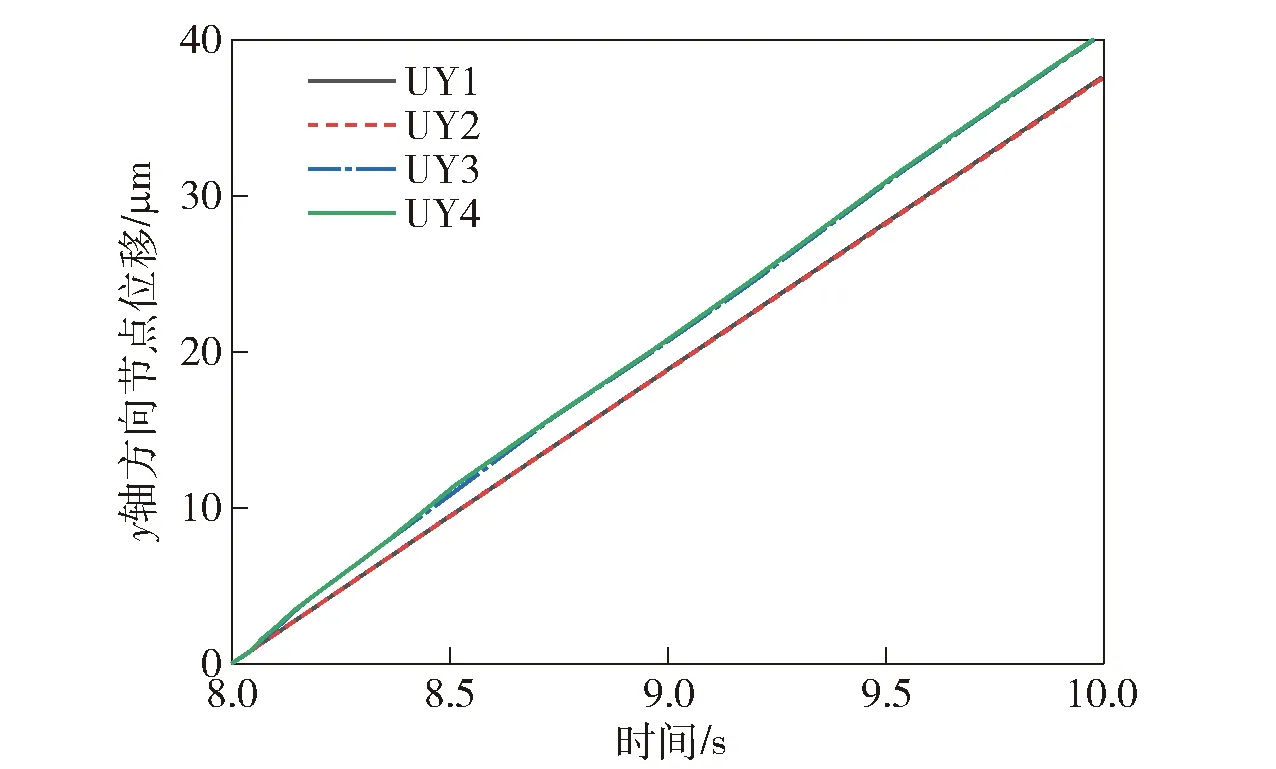
圖15 普通綁定邊界下低溫對(duì)凸臺(tái)y軸方向節(jié)點(diǎn)位移影響Fig.15 Influence of low temperature on the displacement of y-direction node of boss at the ordihary bound boundary
從圖15中可以看出,將螺釘與螺孔的接觸設(shè)置為綁定后,在10 s時(shí)4個(gè)凸臺(tái)的y軸方向位移在5 μm左右,按照光學(xué)鏡頭的設(shè)計(jì)經(jīng)驗(yàn),若僅發(fā)生5 μm左右的高度差變化,則僅會(huì)引起成像主鏡性能的小幅度下降,不會(huì)直接引起成像主鏡的失效。由此可知,仿真結(jié)果顯然不準(zhǔn)確。因此,對(duì)于微小變形有限元分析,綁定接觸無(wú)法代替本文所提出的螺紋仿真方法。
7 結(jié)論
本文利用ANSYS軟件對(duì)工程實(shí)踐中遇到的成像主鏡低溫失效問(wèn)題進(jìn)行了仿真分析。通過(guò)初步經(jīng)驗(yàn)判斷,將可能失效的原因歸結(jié)為內(nèi)框與罩殼的螺釘預(yù)緊以及低溫下不同金屬材料的熱脹冷縮。由于低溫下凸臺(tái)的高度無(wú)法實(shí)際測(cè)量,故需要通過(guò)仿真進(jìn)行分析。通過(guò)仿真分析,將成像組合支撐平臺(tái)低溫失效這一工程問(wèn)題進(jìn)行了復(fù)現(xiàn),準(zhǔn)確地將失效原因定位為不同金屬材質(zhì)低溫下的熱脹冷縮,為后續(xù)解決主鏡低溫失效問(wèn)題提供了精確的數(shù)學(xué)模型。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
少先隊(duì)活動(dòng)(2021年4期)2021-07-23 01:46:22
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
攝影之友(影像視覺(jué))(2019年3期)2019-03-30 01:36:50
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
沈陽(yáng)醫(yī)學(xué)院學(xué)報(bào)(2015年1期)2015-12-27 13:44:40
醫(yī)學(xué)教育管理(2015年3期)2015-12-01 06:43:16
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03
中國(guó)艦船研究(2014年5期)2014-05-14 06:43:09