基于正交實驗與回歸分析的機載共形天線吸波涂層厚度預測
2021-03-05 00:56:46張慶軍謝穎吳松
兵工學報 2021年12期
張慶軍, 謝穎, 吳松
(1.四川九洲電器集團有限責任公司, 四川 綿陽 621000;2.四川省航電系統產品輕量化設計與制造工程實驗室, 四川 綿陽 621000)
0 引言
共形天線通常是指一個非平面的、與特定物體形狀共形的天線,作為飛機等高速運動物體表面的一部分,同時又起到天線的作用[1]。目前,共形天線使用最多的是機載共形天線[2]。共形天線在飛行器載體平臺中的應用能夠提升飛行器載體平臺的氣動性能,降低其整體的雷達散射特性,并能夠提高天線的功率孔徑積,實現大角度波束范圍[3]。共形天線通常主要由高強度、低密度鋁合金材料天線腔體和透波率好、強度高、質量輕的環氧玻璃鋼天線罩組成,通過天線罩吸波材料噴涂、天線罩粘接和天線腔體灌封發泡料等多道組裝工藝完成天線的裝配并調試,使共形天線滿足頻率、增益和覆空率等指標要求,并達到密封、提高天線強度和高可靠性的目標。
隨著共形天線應用日益廣泛,如何降低批生產共形天線缺陷率、保證質量一致性和提高一次組裝合格率,變得越來越重要。由此對共形天線批生產過程中所涉及的吸波材料噴涂、天線罩粘接和腔體灌封發泡料等關鍵工藝開展研究,以消除關鍵工藝缺陷,進而保證共形天線組裝質量,顯得極為重要。作為共形天線組裝關鍵工藝之一的吸波涂料噴涂工藝,對吸波涂層的厚度及其厚度一致性至關重要。針對材料的吸波性能,王希晰等[4]和Shu等[5]研究了石墨烯電磁功能材料的電磁響應機制以及吸波性能和屏蔽性能。Denny等[6]通過研究發現填料濃度和超聲處理時間能夠改善氧化鋅復合材料的微波吸收性能。吸波涂料主要包含黏結劑和吸收劑,具有特定電磁參數的吸收劑決定了吸波材料的吸波性能,而黏結劑能使涂層緊緊黏附于基材表面上并形成連續膜,經研究發現二維過渡金屬碳化物具有優良的電磁特性和微波吸收性能[7-8]。但由于吸波材料主體成分中固含量多且質量大、易沉積,使得噴涂難度增大,很難保證吸波涂層厚度的一致性,而吸波涂層厚度的一致性直接影響到天線的傳輸性能和隱身性能[9],并且也會影響涂層與基材表面的附著力。為此,有必要針對共形天線吸波涂層厚度一致性差的問題開展吸波涂料噴涂工藝技術研究,通過有效控制包括噴槍氣壓、噴涂角度、噴涂速度和噴涂距離等影響吸波涂層厚度的噴涂工藝參數,達到吸波材料噴涂均勻、厚度一致的目的。
針對吸波涂層噴涂過程中出現的問題,已有學者開展了相關研究。王俊芳等[10]通過優化改進噴嘴和噴涂參數精確控制噴霧流量和霧化幅度等噴涂工藝參數,實現了吸波涂料的均勻噴涂,提高了涂裝質量。趙欣等[11]研究發現涂層整體反射率隨著涂層厚度的增加而提高,超過臨界厚度時低頻段和高頻段的反射性能分別隨著涂層厚度的增加而提升和下降。林平等[12]分析了雷達吸波涂料和紅外隱身涂料噴涂工藝引起的常見漆膜缺陷及其成因,并結合噴涂工藝實驗研究提出了提高隱身涂料噴涂工藝質量的措施。林科培[13]根據涂層材料屬性分析了吸波涂層的導磁特性,研究了磁感應強度與涂層厚度之間的關系。葉秀革等[14]在分析雷達吸波涂料組成和性能基礎上,對吸波涂料施工工藝進行了研究,結合施工要點提出了施工難點及解決措施。楊軍華等[15]從型號批生產對雷達吸波涂料涂裝的要求和涂裝生產條件實際出發,研究了雷達吸波涂料的施工工藝性。劉貴民等[16]基于正交實驗對噴涂參數進行了優化并分析了噴涂參數對涂層性能的影響規律。高煥方[17]通過采用田口方法確定了吸波涂料最佳配方,使吸波涂層柔韌性及附著力明顯提高,解決了吸波涂層柔韌性差及附著力低的問題。
以上研究工作一方面表明對吸波涂層噴涂過程中各種工藝參數影響噴涂質量開展相關研究是必要的,另一方面也顯示出已有研究工作中尚有不足,如已有研究大多是以實驗方式開展,未能從理論分析角度出發研究各種噴涂工藝參數與涂層關鍵指標間的相互關系,以及確定各種噴涂工藝參數對涂層關鍵指標影響的排序及其顯著性,也未能建立起表征噴涂工藝參數與涂層關鍵指標間定量關系的數學模型。
本文將理論分析與實驗測試相結合,采用正交實驗設計和回歸分析方法,結合現有噴涂工藝實際條件選取影響噴涂厚度的噴槍氣壓、噴涂角度、噴涂速度、噴涂距離、步進距離和涂料黏度6個工藝參數建立實驗正交表,開展噴涂工藝實驗,基于實驗結果進行噴涂工藝參數影響吸波涂層厚度的極差分析和方差分析,獲取噴涂工藝參數對吸波涂層厚度影響大小排序和顯著性結果;建立噴涂工藝參數與吸波涂層厚度回歸分析預測數學模型,實現噴涂工藝參數與吸波涂層厚度定量表征,以期為吸波涂層及其他有機涂料的定量噴涂和確保涂層厚度均勻性提供理論分析方法和手段,提升噴涂質量。
1 機載共形天線噴涂工藝參數正交設計
正交設計是多因子實驗中最重要的一種設計方法。它是根據因子設計的分式原理,采用由組合理論推導而成的正交表來安排設計實驗,并對結果進行統計分析的多因子試驗方法[18]。正交實驗設計基于一定的規則設計正交表,確保以最小數目的實驗獲得全因子實驗中影響性能參數的全部信息。采用正交實驗設計安排吸波涂層噴涂實驗可減少實驗次數和成本,只需在所有可能的噴涂工藝參數組合中挑選一小部分因子組合進行實驗,即可確保以最少數目的實驗獲得全部實驗中影響涂層性能參數的全部信息。
某機載共形天線結構如圖1所示,該天線由鋁合金材料制成的天線腔體(內腔灌封發泡料)和環氧玻璃鋼天線罩組成,天線罩表面需要噴涂吸波材料以形成吸波涂層。圖2所示為吸波涂料的噴涂現場。

圖1 機載共形天線結構圖Fig.1 Structure diagram of airborne conformal antenna

圖2 吸波涂料噴涂現場圖Fig.2 Wave-absorbing coating spraying
根據某型機載共形天線吸波涂層噴涂工藝實際條件,選取室溫下影響吸波涂層噴涂厚度的噴槍氣壓、噴涂角度、噴涂速度、噴涂距離、步進距離(機械手在y軸向噴涂完后,在y軸的移動距離)和涂料黏度(按國家標準GB/T 1723—1993涂-4杯測量)6個工藝參數作為研究對象,分別對6個工藝參數選取5個水平值,其因素水平表如表1所示(因素是指影響試驗結果的原因,水平是指試驗中因素所設定的不同量或質的級別)。根據正交試驗設計原理,采用L25(56)正交表安排6因素5水平的正交實驗,得到吸波涂層噴涂工藝參數因數水平正交設計表如表2所示。由表2可知,共有25組不同的噴涂工藝參數因素水平組合,對應正交表中的25行,即所需安排的噴涂工藝實驗次數為25次,每次噴涂實驗按表2中的一組工藝參數水平組合設置好噴涂工藝參數進行噴涂,噴涂后測量吸波涂層固化后的厚度。為了確保每組工藝參數水平組合下吸波涂層厚度數據的準確性,每組噴涂實驗均重復進行5次,取5次噴涂實驗后測量到的吸波涂層厚度平均值作為最終涂層厚度。經過噴涂實驗后所獲得的25種不同噴涂工藝參數水平組合下的吸波涂層厚度結果見表2中最后一列所示。

表1 噴涂參數因素水平表Tab.1 Factors and levels of spray coating parameters
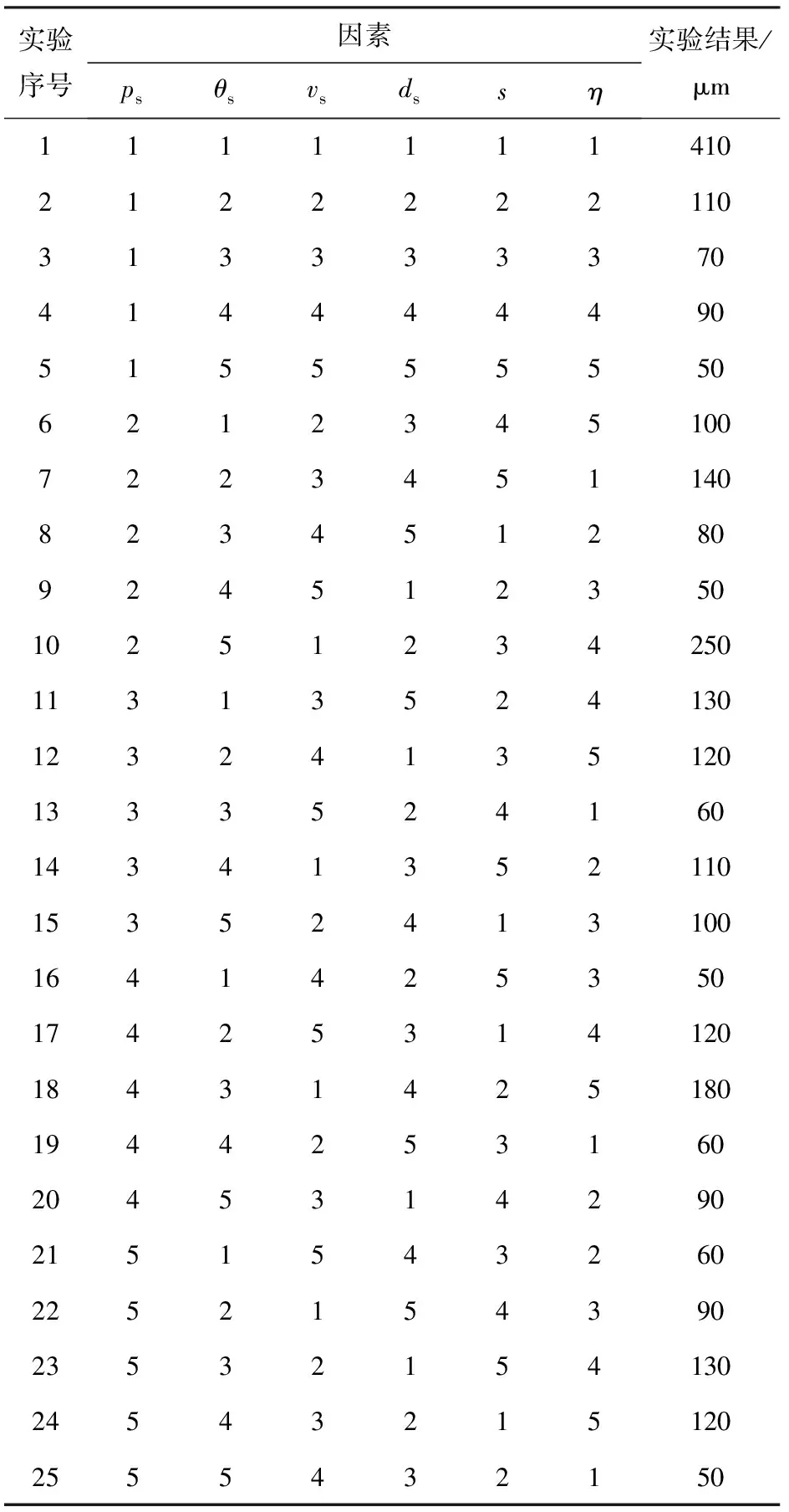
表2 L25(56)參數水平組合正交表及吸波涂層厚度結果Tab.2 L25(56) orthogonal array and wave-absorbingcoating thickness
2 吸波涂層厚度極差分析
極差分析方法是利用數理統計方法計算出正交表中每列的極差R值,根據(1)式和(2)式可以求得
最佳水平組合和影響因素的主次順序。某個因素的極差定義為該因素的最大水平均值與最小水平均值之差,極差大表明該因素影響大,是主要因素;極差小表明該因素的影響小,為次要因素[19]。
(1)
(2)
通過(1)式和(2)式即可求出該因素的極差值。
根據表2中的吸波涂層厚度數據,對吸波涂層厚度進行極差分析計算,結果如表3所示。

表3 影響吸波涂層厚度因素極差分析Tab.3 Range analysis results of wave-absorbingcoating thickness
由表3計算出的極差值可知,ps、θs、vs、ds、s和η這6個因素所對應的極差值分別為56、64、140、78、80和72,6個因素極差值按從大到小的排序為Rvs>Rs>Rds>Rη>Rθs>Rps,即在本文對吸波涂層厚度產生影響的6個因素中,由于vs所對應的極差值最大,可見因素噴涂速度水平的改變會對吸波涂層厚度指標的影響最大,vs是影響吸波涂層厚度的最主要因素,其次是s,再次是ds,η排序為第4,θs排序第5,ps是6個因素中極差最小的,表明其水平改變對吸波涂層厚度的影響最小。故各因素對吸波涂層厚度的影響按由大到小次序排序依次為vs>s>ds>η>θs>ps.
3 吸波涂層厚度方差分析
極差分析方法只能得出各因素對試驗指標影響的相對大小,不能確定每個因素對試驗指標的影響是否顯著及顯著性的大小,而方差分析作為分析試驗數據的一種方法可以解決的基本問題是通過分析試驗數據,研究因素對試驗結果的影響是否顯著。因此,通過對吸波涂層厚度數據進行方差分析,可以考察ps、θs、vs、ds、s和η這6個因素對吸波涂層厚度所產生影響的顯著性,根據顯著性結果可以有針對性地控制該因素相關工藝參數水平的設定,從而達到精確控制吸波涂層厚度的目的。
根據正交實驗方差分析理論及表2中吸波涂層厚度數據,可計算出各因素的偏差平方和、自由度、方差估計值和方差比(F值)如表4所示。由表4可知,在所考察的影響吸波涂層厚度的6個因素中,因素vs所對應的F值為6.261,該值大于相應的臨界值F0.1(4,4)(即4.11)而小于F0.05(4,4)(即6.39),因此在顯著性水平α為0.10(置信度90%)情況下,vs因素對吸波涂層厚度有顯著影響。從以上分析可知,在所考察的影響吸波涂層厚度的6個因素中,vs對吸波涂層厚度具有顯著影響,因此在實際控制噴涂工藝參數時,需要將vs作為關鍵工藝參數進行嚴格控制,以精確控制吸波涂層厚度。

表4 影響吸波涂層厚度因素方差分析Tab.4 Variance analysis results of wave-absorbingcoating thickness
4 吸波涂層厚度回歸分析預測模型
回歸分析是指由一個或者一組非隨機變量來估計或預測某一個隨機變量的觀察值所建立的數學模型及進行的統計分析。回歸分析主要解決以下問題:從一組數據出發確定這些變量之間的定量關系式,即得到回歸方程;對所建立回歸方程的可信程度進行統計檢驗;進行因素分析,找出影響因變量各因素的主次;利用所得的回歸方程對某一過程進行預報和控制。
為了確定機載共形天線吸波涂層噴涂工藝各參數與吸波涂層厚度間相互依賴的定量關系,本文以噴涂工藝參數為自變量、以吸波涂層厚度為因變量,采用多元非線性回歸分析對噴涂工藝各參數與吸波涂層厚度進行定量描述,得到回歸方程并對回歸模型進行顯著性檢驗。
對表2中各噴涂工藝參數水平組合及其吸波涂層厚度結果進行多元非線性回歸擬合,可以得到吸波涂層厚度值Y與ps、θs、vs、ds、s和η的多元非線性回歸方程。為了適當簡化回歸分析模型,可以根據方差分析結果剔除最不顯著的2個因素ps和θs,只保留vs、ds、s和η作為自變量,根據表2所示噴涂工藝參數水平組合吸波涂層厚度結果并充分考慮vs、ds、s和η這4個因素的線性、交互作用和平方項、三次方項、四次方項以及五次方項,對其進行正交非線性回歸,得到回歸方程為

(3)
為保證所得到的該回歸方程可信,對(3)式進行方差分析和模型的顯著性驗證,得到回歸方程相關評價指標如表5所示。

表5 正交非線性方差分析結果Tab.5 Results of orthogonal nonlinear variance analysis
由表5可以看出,正交非線性方差分析得到的回歸模型“Prob>F”小于0.000 1(一般小于0.05即表示該項顯著),即正交非線性回歸分析法得到的回歸模型效果明顯;回歸方程系數R-Squared為0.997,表明回歸方程擬合度很高。以上結果系數都表明(3)式能夠很好地擬合表2所示實驗結果,故回歸方程(3)式準確可信。
在檢查了回歸方程(3)式的顯著性后,為進一步檢驗回歸方程的可信度,將表2所示各因素水平值代入該回歸方程,即可計算出采用該回歸方程所預測的吸波涂層厚度,再通過將計算出的吸波厚度與實際實驗測量得到的吸波涂層厚度進行對比,即可驗證回歸方程的有效性。表6所示為采用回歸方程(3)式所計算出的吸波涂層厚度與實驗測量的吸波涂層厚度數值對比及誤差。由表6可見,該模型對表2中各組吸波涂層厚度數據預測的誤差中最大誤差為14.07%,最小誤差僅為0.05%,總體平均誤差為4.14%,預測值與原始測量數據之間的誤差最大不超過15%,故回歸方程(3)式具有較高的預測準確率。

表6 實驗測量與預測吸波涂層厚度數據對比Tab.6 Comparison of experimentally measured dataand predicted data
5 結論
本文通過正交實驗設計方法進行了25組不同噴涂工藝參數水平組合的吸波涂層噴涂實驗,獲取了相應的吸波涂層厚度并進行了極差分析、方差分析和非線性回歸分析。得到以下主要結論:
1)極差分析表明,各噴涂工藝參數對吸波涂層厚度的影響按由大到小次序排序,依次為噴涂速度>步進距離>噴涂距離>涂料黏度>噴涂角度>噴槍氣壓。
2)方差分析表明噴涂速度對吸波涂層厚度具有顯著影響。
3)通過非線性回歸分析得到的吸波涂層厚度預測回歸模型效果顯著且擬合度高,可以準確表征吸波涂層厚度與噴涂速度、步進距離、噴涂距離和涂料黏度這4個噴涂工藝參數間的定量關系。
猜你喜歡
中老年保健(2022年5期)2022-08-24 02:36:04
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年12期)2021-08-05 07:45:46
當代陜西(2021年2期)2021-03-29 07:41:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國塑料(2016年3期)2016-06-15 20:30:00
冰雪運動(2016年4期)2016-04-16 05:54:56
銅業工程(2015年4期)2015-12-29 02:48:39
劍南文學(2015年1期)2015-02-28 01:15:15