接觸網(wǎng)關(guān)鍵零部件機(jī)械加工智能化改造分析
2021-03-08 08:16:52楊淋琪
中國(guó)金屬通報(bào) 2021年21期
楊淋琪
(中鐵建電氣化局集團(tuán)軌道交通器材有限公司,江蘇 常州 213179)
接觸網(wǎng)是進(jìn)行列車運(yùn)行所需的電流輸送的重要環(huán)節(jié)與部分[1],如果接觸網(wǎng)中的關(guān)鍵零部件運(yùn)行失效,導(dǎo)致接觸網(wǎng)的電流輸送以及列車供電等產(chǎn)生受到影響。尤其是隨著我國(guó)高速鐵路技術(shù)的快速發(fā)展以及鐵路運(yùn)行服務(wù)質(zhì)量的不斷改善提升,對(duì)高速鐵路運(yùn)行的供電系統(tǒng)及其有關(guān)零部件性能的可靠性要求也不斷提升[2]。另一方面,在進(jìn)行接觸網(wǎng)的有關(guān)零部件制造中,由于其制造成本的不斷提高,再加上制造應(yīng)用設(shè)備與技術(shù)的相對(duì)落后現(xiàn)狀,導(dǎo)致與我國(guó)高速鐵路技術(shù)發(fā)展呈不相匹配的狀態(tài)[3,4],因此,迫切需要通過(guò)對(duì)接觸網(wǎng)制造有關(guān)技術(shù)和設(shè)備的優(yōu)化改造和升級(jí),滿足我國(guó)高速鐵路技術(shù)發(fā)展與運(yùn)行提升的有關(guān)需求。本文將結(jié)合接觸網(wǎng)關(guān)鍵零部件的機(jī)械加工結(jié)構(gòu)特征,并且根據(jù)接觸網(wǎng)關(guān)鍵零部件的機(jī)械加工技術(shù)要求與具體工藝內(nèi)容,對(duì)其機(jī)械加工的智能化改造進(jìn)行研究。
1 接觸網(wǎng)關(guān)鍵零部件的主要類型與機(jī)械加工工藝特征分析
1.1 主要類型分析
對(duì)接觸網(wǎng)的主要零部件,根據(jù)其用途不同進(jìn)行劃分,主要包括定位裝置、腕臂裝置、電連接裝置、下錨裝置、中心錨結(jié)和整體吊弦等。在上述各零部件中,腕臂裝置與定位裝置是應(yīng)用在供電導(dǎo)線的懸吊以及定位中,其能夠?qū)佑|網(wǎng)受電弓和供電導(dǎo)線之間的均勻摩擦及因摩擦引起的局部強(qiáng)烈磨損的控制進(jìn)行保障;而下錨裝置是進(jìn)行供電導(dǎo)線所需額定張力提供的重要裝置,它能夠?qū)佑|網(wǎng)受電弓取流以及高速通過(guò)時(shí)因摩擦產(chǎn)生的受電弓振動(dòng)波有效控制提供支持,并對(duì)接觸網(wǎng)受電弓和導(dǎo)線接觸的靜電力控制進(jìn)行保障,從而有效避免接觸電阻增大或者是放電間隙引起的拉弧情況。根據(jù)上述分析可知,接觸網(wǎng)的關(guān)鍵零部件主要包括腕臂裝置、下錨裝置以及定位裝置三個(gè)結(jié)構(gòu)裝置,其關(guān)鍵零部件的機(jī)械加工制造質(zhì)量,直接影響系統(tǒng)的供電運(yùn)行的可靠性。
值得注意的是,其結(jié)合接觸網(wǎng)關(guān)鍵零部件的機(jī)械加工結(jié)構(gòu)特征與具體工藝要求,在實(shí)際加工和制造中,需要進(jìn)行腕臂裝置進(jìn)行腕臂管連接所用的抱箍類零部件以及下錨補(bǔ)償裝置中的軸類零部件、下錨補(bǔ)償裝置中進(jìn)行軸承結(jié)構(gòu)密封使用的擋塊部件、下錨補(bǔ)償裝置中的棘輪輪體、剛性懸掛的中間接頭等加工。
1.2 機(jī)械加工的工藝特征
根據(jù)上述對(duì)接觸網(wǎng)關(guān)鍵零部件及其機(jī)械加工內(nèi)容的分析,在進(jìn)行上述各關(guān)鍵零部件的機(jī)械加工與制造中,首先,對(duì)抱箍類零部件的加工是以熱模鍛工藝成型技術(shù)實(shí)現(xiàn)的,其加工過(guò)程中會(huì)涉及鉆5-Φ13連接通孔等工藝內(nèi)容,在該項(xiàng)工藝環(huán)節(jié),不僅需要對(duì)孔心距的準(zhǔn)確性進(jìn)行保證,以確保其連接的精準(zhǔn)度,而且需要對(duì)圓弧兩側(cè)孔以圓弧中心為準(zhǔn)的對(duì)稱性進(jìn)行保證,以避免對(duì)該零部件加工的質(zhì)量和效果產(chǎn)生不利影響。針對(duì)這一情況,在具體加工中會(huì)采用數(shù)控鉆孔中心方法,以有效滿足其加工制作的工藝內(nèi)容和要求。其次,在加工軸類零件的過(guò)程中,主要加工下錨補(bǔ)償裝置的滑輪軸以及棘輪軸,該加工環(huán)節(jié)在使用無(wú)油免維護(hù)軸承進(jìn)行加工的時(shí)候,對(duì)軸和軸承摩擦面的尺寸精度及其形位公差等具有較高的要求,并且要求其加工零部件的表面粗糙度不高于0.4μm,因此,一般采用具有高精度的數(shù)控車削技術(shù)進(jìn)行零部件加工和制造。在進(jìn)行接觸網(wǎng)的擋塊加工中,由于擋塊屬于盤類零部件,在接觸網(wǎng)運(yùn)行中起到軸承結(jié)構(gòu)限位與密封的作用,其多采用不銹鋼棒材進(jìn)行車削加工和制成,在具體加工中也比較適宜采用數(shù)控車削中心進(jìn)行加工制造。在下錨補(bǔ)償裝置中,棘輪本體作為其核心部件,對(duì)其傳動(dòng)效率要求在97%以上,多是采用鋁合金材料進(jìn)行低壓鑄造加工制成,并且加工棘輪本體時(shí),需要關(guān)注中間和軸承以及軸相互配合的孔,其中,軸承結(jié)構(gòu)對(duì)軸向定位與密封功能的可靠性要求較高,并且需要進(jìn)行較大的徑向力以及一部分軸向分力承擔(dān),再加上其孔結(jié)構(gòu)較為復(fù)雜,且精度要求與形位公差等要求較高,因此,在具體加工中需要對(duì)孔的加工精度進(jìn)行有效控制,以確保其加工部件的傳動(dòng)效率能夠滿足有關(guān)需求。值得注意的是,對(duì)棘輪本體的傳統(tǒng)加工中,是采用數(shù)控車床進(jìn)行2次裝夾定位完成的,這種加工方式所加工部件的形差公式不能滿足其要求,因此,需要通過(guò)先進(jìn)的工藝設(shè)計(jì)與加工,以更好地滿足其零部件加工的有關(guān)要求。
2 接觸網(wǎng)關(guān)鍵零部件機(jī)械加工的智能化改造研究
在進(jìn)行接觸網(wǎng)關(guān)鍵零部件機(jī)械加工的智能化改造中,根據(jù)上述接觸網(wǎng)關(guān)鍵零部件的類型及其機(jī)械加工工藝特征的分析,結(jié)合其關(guān)鍵零部件的主要類型與現(xiàn)有加工工藝的情況,進(jìn)行合理的智能化改造與設(shè)計(jì),促進(jìn)接觸網(wǎng)關(guān)鍵零部件機(jī)械加工質(zhì)量和水平的不斷提升。
2.1 對(duì)抱箍類零部件鉆攻的加工與智能化改造分析
根據(jù)上述對(duì)接觸網(wǎng)抱箍類零部件加工及其工藝特征的分析,從其加工產(chǎn)品的結(jié)構(gòu)特點(diǎn)等方面出發(fā),采用履帶式物料轉(zhuǎn)運(yùn)系統(tǒng)與回轉(zhuǎn)式關(guān)節(jié)機(jī)器人的工件上料、卸料等功能,進(jìn)行智能化改造。其中,在上述的零部件加工生產(chǎn)工藝系統(tǒng)中,通過(guò)將物料轉(zhuǎn)運(yùn)系統(tǒng)設(shè)置在兩臺(tái)數(shù)控鉆攻的中心,以對(duì)兩臺(tái)設(shè)備在具體加工中的裝料與卸料等動(dòng)作需求進(jìn)行滿足。此外,其生產(chǎn)系統(tǒng)中所采用的回轉(zhuǎn)式關(guān)節(jié)機(jī)器人手爪還具有浮動(dòng)定位以及自動(dòng)夾緊、松開(kāi)等功能,并且是以雙手爪機(jī)構(gòu)進(jìn)行設(shè)置和應(yīng)用,在具體加工運(yùn)行中,由一只手爪進(jìn)行待加工的毛胚抓取,另一只手爪負(fù)責(zé)進(jìn)行已經(jīng)加工完成的成品抓取,可以有效減少機(jī)器人的動(dòng)作頻率。在改造的過(guò)程中,為滿足對(duì)抱箍類零部件加工的有關(guān)需求,其鉆攻中心連接中還設(shè)置有精密定位機(jī)構(gòu)的工裝,能夠?qū)庸すぜ亩ㄎ粻顟B(tài)進(jìn)行實(shí)時(shí)監(jiān)測(cè),同時(shí)由鉆攻中心M對(duì)其工件加工中的夾緊與松開(kāi)等動(dòng)作完成進(jìn)行自動(dòng)控制。
2.2 對(duì)中間接頭鉆攻加工的智能化改造分析
在進(jìn)行接觸網(wǎng)的中間接頭鉆攻加工與智能化改造中,由于中間接頭額定生產(chǎn)線上下料道的結(jié)構(gòu)和抱箍類零部件加工的上下料道結(jié)構(gòu)相同,均采用步進(jìn)式電機(jī)鏈條進(jìn)行驅(qū)動(dòng),并且加工單元也采用兩臺(tái)VCP-400L加工中心,同時(shí)進(jìn)行23.5kN的大扭矩主軸裝配以及6軸關(guān)節(jié)機(jī)器人的機(jī)床卸料系統(tǒng),以此滿足其工件加工與制造的要求。其中,與抱箍類零部件加工生產(chǎn)線結(jié)構(gòu)不同的是,中間接頭加工生產(chǎn)線的毛胚定位是以外形定位形式實(shí)現(xiàn)的,并且在具體設(shè)計(jì)中,對(duì)復(fù)合軌中間接頭產(chǎn)品的兼容加工進(jìn)行考慮和體現(xiàn),具體加工中進(jìn)行不同工藝切換時(shí),可通過(guò)進(jìn)行機(jī)器人手爪與工裝夾具更換即可進(jìn)行。如下圖1所示,即為接觸網(wǎng)中間接頭部件加工生產(chǎn)線的夾具結(jié)構(gòu)示意圖。該圖中,1和6分別表示的是兩個(gè)固定定位塊,2表示的是工件,3表示的是主壓緊缸,4和5則表示兩個(gè)輔助頂緊液壓缸。
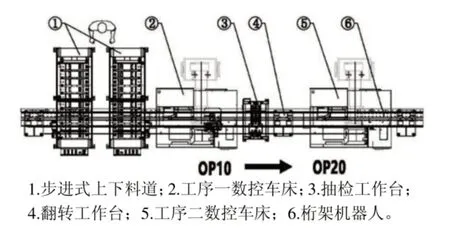
圖1 滑輪軸車削生產(chǎn)工藝布局示意圖
2.3 滑輪軸加工工藝及智能化改造分析
在進(jìn)行接觸網(wǎng)的軸類零部件加工中,一般需要通過(guò)兩次裝夾進(jìn)行加工固定,因此,為滿足其零部件加工的需求,在設(shè)計(jì)中設(shè)置兩個(gè)相應(yīng)的加工單元。通常情況下,通過(guò)對(duì)其工件加工工序的合理分割,確定兩個(gè)加工單元的具體裝夾定位方案以及工藝內(nèi)容,然后按照節(jié)拍匹配等原則和要求對(duì)其進(jìn)行加工工藝進(jìn)行有效分割。其中,在對(duì)加工工藝的分割過(guò)程中,節(jié)拍匹配原則實(shí)際上就是要求兩個(gè)加工單元的加工時(shí)間基本相同,以避免加工應(yīng)用中出現(xiàn)加工單元之間停工待料等情況,影響工件加工的整體質(zhì)量和效益。值得注意的是,由于Φ30外圓位和無(wú)油軸承的配合面具有較高的精度要求,并且其表面粗糙度要求不能超過(guò)0.4μm,針對(duì)這一情況,在設(shè)計(jì)過(guò)程中,需要將夾緊面調(diào)整至Φ22螺紋過(guò)渡面位置,否則導(dǎo)致兩個(gè)加工單元的工藝內(nèi)容形成不對(duì)稱的情況,造成生產(chǎn)損失。綜合上述情況,對(duì)軸類工件的加工生產(chǎn)線設(shè)計(jì)與智能化改造中,就可以通過(guò)將兩個(gè)加工單元中的第一加工單元使用兩臺(tái)數(shù)控車削中心進(jìn)行設(shè)計(jì)工程,而對(duì)第二加工單元?jiǎng)t設(shè)置一臺(tái)數(shù)控車削中心,以采用這種2+1的組合生產(chǎn)線模式,來(lái)滿足其工件加工與智能化改造的有關(guān)需求。其中,按照上述智能化改造方案,在具體設(shè)計(jì)和應(yīng)用中,根據(jù)其現(xiàn)場(chǎng)的實(shí)際情況進(jìn)行設(shè)計(jì)和分析,對(duì)存在較突出的生產(chǎn)場(chǎng)地限制等因素影響的情況,也可以采用如下圖1所示的1+1模式進(jìn)行滑輪軸車削生產(chǎn)線組裝與生產(chǎn)應(yīng)用。
2.4 擋塊加工與智能化改造
擋塊的生產(chǎn)與加工中,同樣需要通過(guò)兩次裝夾進(jìn)行固定,其生產(chǎn)線設(shè)計(jì)和軸類零部件的生產(chǎn)線基本相同,可通過(guò)一字形布置,在工件加工中由桁架機(jī)器人對(duì)兩套加工單元進(jìn)行串并與裝料、卸料支持,其生產(chǎn)線中的加工設(shè)備設(shè)置也和軸類零部件相同,從而確保對(duì)擋塊加工工藝設(shè)備及系統(tǒng)的有效維護(hù)和管理。需要注意的是,與軸類零部件不同,擋塊的長(zhǎng)度相對(duì)較短,其加工使用的毛胚直徑為Φ50,因此,在具體加工中使用六工位盤型的上下料系統(tǒng)進(jìn)行生產(chǎn)和加工,從而更好地滿足工件加工的質(zhì)量和效果的需求。
3 結(jié)語(yǔ)
本文對(duì)接觸網(wǎng)關(guān)鍵零部件機(jī)械加工的智能化改造進(jìn)行研究,該研究結(jié)果有利于促進(jìn)接觸網(wǎng)關(guān)鍵零部件的機(jī)械加工質(zhì)量的提升,從而確保接觸網(wǎng)關(guān)鍵零部件的運(yùn)行和使用的性能,為我國(guó)機(jī)械加工的智能化發(fā)展提供良好的支持,并推動(dòng)智能化技術(shù)各行業(yè)領(lǐng)域的廣泛應(yīng)用,其具有十分積極的作用和意義。
猜你喜歡
軍事文摘(2022年19期)2022-10-18 02:41:14
中學(xué)生數(shù)理化(高中版.高考理化)(2021年6期)2021-07-28 06:21:04
印刷工業(yè)(2020年4期)2020-10-27 02:45:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國(guó)交通信息化(2017年4期)2017-06-06 07:21:52
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
能源(2015年8期)2015-05-26 09:15:56
NBA特刊(2014年7期)2014-04-29 00:44:03
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03