延伸率對PS版基鋁帶材二肋浪的影響分析
2021-03-08 08:17:16林瀟麗吳圓麗
中國金屬通報 2021年21期
關鍵詞:生產
林瀟麗,吳圓麗
(福建船政交通職業學院,福建 福州 350007)
經濟的高速發展,我們在發展家用電器、包裝容器、裝飾材料、印刷等行業中高精度鋁板帶材的應用越來越廣泛,為此對這種帶材的生產質量也有了更加嚴格的要求標準。尤其是當前用量較大的高精度鋁板帶材,如PS版基,這種帶材在軋制生產中應用到了多種板形控制技術,僅僅依靠高精度鋁板材在軋制中板形規格控制,已不能達到成品較高平直度的要求,所以在高精度鋁板材完成軋制時,要增加一個環節即拉伸彎曲矯直,這一步驟增加提高了產品的合格率,逐步在各生產廠家進行推廣。
1 “二肋浪”板形缺陷
板形指板帶材平直度的好壞,在鋁箔軋制過程中實際就是指浪形,旁曲或旁彎的有無及程度,即有無邊浪、中浪、二肋浪、局部浪等缺陷。
板、帶材的平直度,決定于延伸率沿寬度方向是否相等。若邊部延伸率大,則產生邊浪;中部延伸大,則產生中浪。二肋浪產生于板帶軋制中心線與邊部且距邊部一定距離的一種特殊板形缺陷,位置分布因板帶寬度而異,主要集中于板寬的兩腰之間,形如人體的兩肋形狀,故稱“二肋浪”。鋁板、帶材軋制過程中,各道次都有可能出現二肋浪,它出現的部位是在帶材寬度方向的f/4處,兩邊基本對稱。因板帶材質、寬度、厚度不同,所呈現的實物形態也各不相同,大致可分為:
(1)與板帶縱向斜交叉呈正向或反向車胎齒痕跡波浪。
(2)沿軋制方向呈間斷性窩狀形態。
2 “二肋浪”缺陷產生原因及消除措施
鋁板、帶材軋制過程中,因帶材二肋與邊部的受力不同,從而導致二肋與邊部的應變不同。二肋處的應變為一向壓縮,一向延伸(縱向延伸),邊部應變狀態為一向壓縮、兩向延伸(縱向延伸和微小的寬向延伸),從而使邊部過緊和二肋松[1]。
一般認為,板形缺陷的出現來源于板寬方向上各點縱向纖維的延伸不均。合理確定帶材矯直所需的延伸率對板形的控制十分重要(如圖1)。
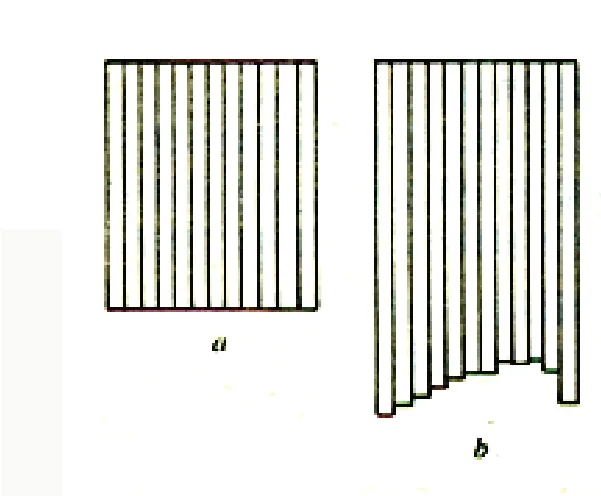
圖1 縱向纖維的延伸示意圖a—各小條延伸相同;b—各小條延伸不同
鋁板的邊部收緊同時也伴隨著“二肋浪”缺陷,板形變形時二肋處出現了人字紋,“二肋浪”缺陷嚴重影響鋁板材正常使用,加工過程中出現斷帶,使得鋁板材產出率無法達到生產要求,所以是產生經濟損失的一種惡性板形缺陷。
生產過程中常采用軋制力與彎曲輥的正確配合,即通過在拉伸過程中延伸率的投入,改變軋制張力的變化,此時彎曲輥給予的彎曲應力與張力輥給予的拉伸應力聯合作用使帶材整個厚度上所受的拉應力超過屈服極限,產生均勻的塑性變形,從而獲得消除帶材縱向長短纖維之間長度差,以達到矯平的目的。
3 板形和延伸率控制關系的建立
3.1 板形平直度
平直度常用的度量單位是I,其基本思路是將板帶材在自然狀態下平放在檢查臺上,板形波浪的最高處離開平臺的最大距離即為浪高H,相鄰兩個波浪之間的同一形態質點之間的距離即為波長L,如圖2經過換算計算,平直度計算公式(1)如下:
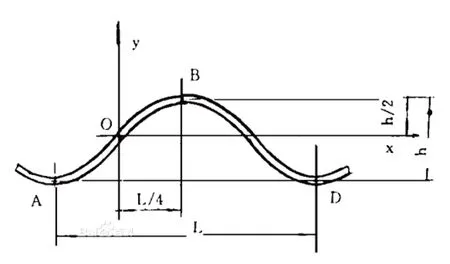
圖2 波浪寬度圖示
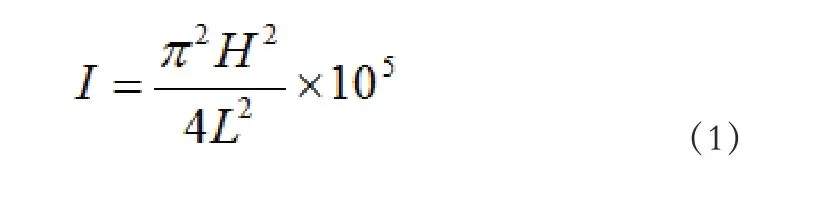
其物理意義是組成板帶材鄰近纖維的相對長度差[2]。
3.2 拉伸彎曲矯直設備中延伸率的應用
板形是衡量高精板帶的重要指標,也是生產中最重要的質量問題之一,而“二肋浪”是板形缺陷中最常見的。PS版基鋁帶材是鋁帶材生產中的高精產品,其帶材平直度要求很高。帶材平直度不好,導致鋁基板材的電解砂大小不一,基板陽極氧化膜的厚度存在一定差異,板材成膜困難,同時對PS版的耐腐蝕性、硬度、強度造成影響;例如板材彎曲存在較大的波浪,電極板、鋁基板極容易發生短路,所以要對板材彎曲波浪度進行有效控制,規定標準為1 mm以下。通常PS版基帶材的平直度控制在5I上下,平直度在1~2I以內為高級PS版基帶材,所以板材經過冷軋處理后,可通過拉伸校正,使鋁基板材的平直度達到標準要求[3]。
生產中主要采用拉伸彎曲矯直機進行帶材矯直,其實質是帶材經拉伸彎曲矯直處理時,由于拉應力與彎曲應力的疊加作用,中性層向一邊移動,產生延伸[4]。但在實際生產時,若來料存在缺陷或者殘余應力,會導致板形缺陷無法通過矯直消除。近年來引進了鋁材純拉伸矯直機,采用國內首創的純拉伸技術,利用膨脹輥原理,鋁帶材經純拉伸矯直機整平后,其平直度效果優于常規拉彎矯直機,平整度可小于5I,是高精鋁板帶中的精品[5]。
根據帶材拉伸彎曲矯直的原理是依照鋁板材料的延展性對其進行矯直。在應用過程中,評定鋁基板材的缺陷程度要先知曉矯直的延伸率,得到平直度。若所設置的帶材延伸率不夠,則完成矯直的帶材的平直度不可控,設備負荷量與延伸率是正相關的關系。另外過大的延伸率直接影響板材矯直設備性能。所以,確定好帶材拉伸的矯直率可有效提高帶材生產質量。
3.3 延伸率的控制措施
對于軋制后波浪度過大的帶材,如果試圖用很高的延伸率去矯直,矯平后的殘余板形缺陷使帶材的平直度很難均勻地保證在3I甚至5I以內,另一方面過高的延伸率又會給帶材的表面質量、材料的機械性能等帶來一定的負面影響,甚至造成矯平后無法達到產品的性能要求。
在拉伸彎曲矯直過程中,必須保持延伸率的穩定。延伸率波動過大,難以保證帶材的矯平效果,因此,必須將延伸率精度控制在一定范圍。
4 延伸率對鋁板帶材二肋浪的影響實驗
本實驗試樣取自企業生產中的PS版基(合金系列為1050H18系),通過控制板形輥對PS帶材實施一定的延伸率來控制板形二肋浪,達到消除缺陷的目的。從不同卷PS帶材中取8個試樣作為對象進行研究。其中:試樣1~4、6~8(厚度:0.27mm,寬度:1070mm),試樣5(厚度:0.24mm,寬度:1070mm)。
4.1 不同設備生產帶材板形比較
取試樣1采用普通拉伸彎曲矯直機進行帶材矯直,試樣2采用純拉伸矯直機矯直,然后進行數據測量如表1所示:

表1 不同設備帶材板形參數對比
通過表一可以看出,試樣1是在普通拉伸彎曲矯直機拉矯生產后,板形有所改善,操作側二肋浪H=1.96、L=200,但仍是不良板形,二肋浪波高超標。試樣2經過純拉伸矯直機處理后,板形操作側二肋浪H=1.00 L=500,這種板形完全滿足PS版基要求。通過這一數據分析能說明,在PS板帶材成品規格相同的情況下,純拉伸矯直機的矯直板形的能力比普通拉彎矯直機強,主要原因在于純拉伸設備中帶材經多級(次)拉伸,使每級拉伸間的橫向收縮較小,帶材外層彎曲塑性變形對稱,沒有盤繞引起的殘余變形,使得板形二肋浪在很大程度上得到了消除或改善。
4.2 不同延伸率對板形的影響比較
對波高在3.5~6.0之間的相同的來料規格PS版基采取不同延伸率進行純拉伸矯直,獲得板形參數如表2所示:

表2 不同延伸率板形參數對比
通過分析可知,經過純拉伸生產的PS版基,雖然來料板形的波高都是在3.5mm~6.0mm,但是其質量都超過要求的規格。經過純拉伸后其波高均可將不良板形控制在一定的范圍內,符合PS版基行業標準的要求。此外,延伸率參數設置不同,獲得的板形波高存在差異。試樣3經過延伸率Z1=0.13%、Z2=0.06%、Z3=0.04%的控制下,板形二肋浪波高由原來4.0降至0.56,浪高得到了明顯的改善。隨著延伸率增大到0.34,試樣4板形二肋浪波高由原來3.5降至1.34,板形浪高的控制下降。當試樣7的純拉伸延伸率增大到0.49,拉伸后板形二肋浪波高為1.96,大大超出要求。而試樣8的延伸率降低到0.16,板形二肋浪波高由4.5降到1.00,波高改善不如試樣3明顯。說明延伸率的大小能夠明顯地影響著板形的好壞,太大或太小均對板形控制不利,因此純拉伸的延伸率控制在一定范圍內才能保證PS版基的板形,多次的實驗證明,純拉伸的延伸率控制在0.1%-0.35%之間能夠獲得較為理想的PS版基。
5 結語
鋁板帶材在軋制過程中不可避免地會產生板形缺陷,軋制后進行拉伸彎曲矯直以提高鋁板帶材的平直度已是必備的過程。本文分析認為在延伸率的作用下,通過拉伸彎曲矯直能有效地提高鋁板帶材的平直度,特別是通過純拉伸型矯直機矯直的PS版基帶材表面質量高、平直度高,帶材內應力小且分布均勻,有效減少了板形二肋浪以及其他缺陷的產生,在其延伸率的正確控制范圍之內做出的帶材,其板形都會有明顯的改善,波高會明顯下降,波長增加,最終達到合格板形的評定范圍。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16