SU2型汽車座椅卡簧壓裝設(shè)備設(shè)計(jì)
2021-03-08 08:45:02張璘,張雷,馬巖
機(jī)電元件 2021年1期
關(guān)鍵詞:設(shè)備
張 璘,張 雷,馬 巖
(1.吉林化工學(xué)院汽車工程學(xué)院,吉林,132022;2.北汽大世汽車系統(tǒng)有限公司,重慶,401120)
1 引言
汽車座椅制造業(yè)在未來(lái)市場(chǎng)中將更具競(jìng)爭(zhēng)力且生產(chǎn)周期響應(yīng)需求更快,企業(yè)在全球互聯(lián)環(huán)境和日益復(fù)雜的產(chǎn)品和流程的未來(lái)實(shí)現(xiàn)創(chuàng)新,實(shí)現(xiàn)價(jià)值鏈和利潤(rùn)的有效轉(zhuǎn)移,并完成OEM供應(yīng)鏈協(xié)調(diào)的數(shù)字化和透明化,改善生產(chǎn)過(guò)程、降低成本并提高效率,引領(lǐng)生產(chǎn)和創(chuàng)新的轉(zhuǎn)型[1]。自動(dòng)化制造和汽車座椅組裝的目標(biāo)是實(shí)現(xiàn)整個(gè)制造價(jià)值鏈的智能化,包括工藝規(guī)劃、制造、采購(gòu)、倉(cāng)儲(chǔ)、營(yíng)銷和服務(wù)。整合最新技術(shù)的信息技術(shù)、先進(jìn)的制造技術(shù)、自動(dòng)化技術(shù)和通信并開(kāi)始整合人工智能技術(shù),強(qiáng)調(diào)靈活性、集成、協(xié)同、效率、精益、綠色并注重以人為本。推進(jìn)自動(dòng)化制造是為了促進(jìn)汽車座椅產(chǎn)品、設(shè)備、生產(chǎn)線、車間、工廠和研發(fā)。從而更好滿足客戶不斷變化的需求,充分整合行業(yè)特點(diǎn)、產(chǎn)品和工藝特點(diǎn)、構(gòu)建健康和諧的生產(chǎn)生態(tài)系統(tǒng)[2]。
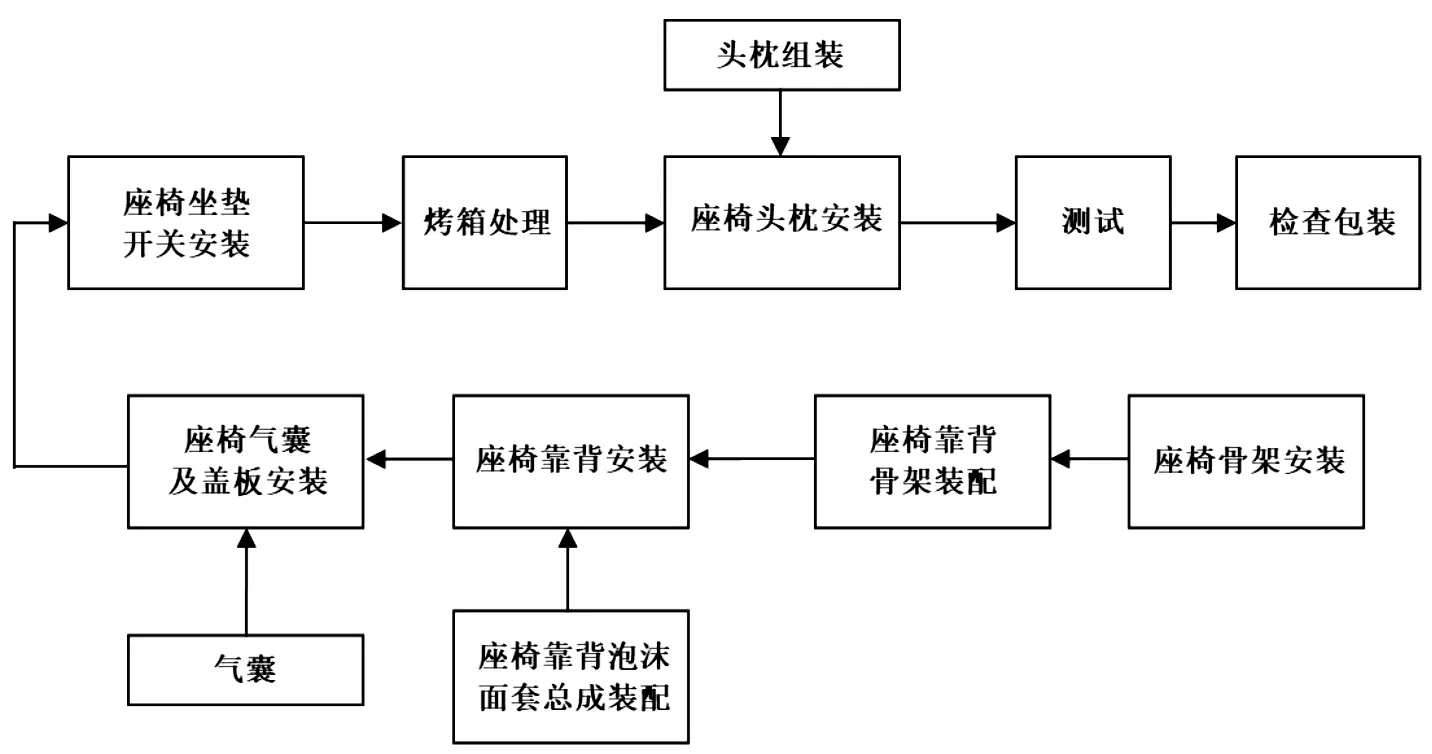
圖1 汽車座椅裝配流程
國(guó)內(nèi)座椅骨架中卡簧裝配舊法是通過(guò)手工卡簧鉗或卡簧治具來(lái)完成,安裝時(shí)容錯(cuò)率較低并耗費(fèi)大量人力成本,尤其是在安裝小型卡簧時(shí)由于卡簧和工件的尺寸較小,需要將卡簧的卡口和卡簧槽精確對(duì)準(zhǔn)完成工件,安裝更加困難、生產(chǎn)效率更低;同時(shí)這種復(fù)雜而刻意的裝配工作將使工人更加疲憊,不僅難以保證產(chǎn)品質(zhì)量的穩(wěn)定,而且容易發(fā)生工傷事故[3-4]。目前國(guó)內(nèi)典型自動(dòng)/半自動(dòng)卡簧壓裝設(shè)備多采用:自動(dòng)送料、工件定位、氣缸壓裝、檢測(cè)定位、工件卸載、成品輸送的工藝流程[5],各設(shè)計(jì)結(jié)構(gòu)如圖2所示。現(xiàn)根據(jù)實(shí)際生產(chǎn)需要設(shè)計(jì)SU2型座椅卡簧自動(dòng)壓裝機(jī),通過(guò)較簡(jiǎn)單的結(jié)構(gòu)特征實(shí)現(xiàn)汽車座椅骨架上卡簧的自動(dòng)壓裝。可實(shí)現(xiàn)手動(dòng)模式與自動(dòng)模式切換,操作簡(jiǎn)便可視效果好,較大程度提高了汽車座椅卡簧壓裝過(guò)程的裝配質(zhì)量與生產(chǎn)效率。

圖2 國(guó)內(nèi)典型卡簧壓裝設(shè)備結(jié)構(gòu)示意圖
2 總體方案設(shè)計(jì)
2.1 技術(shù)要求
實(shí)際生產(chǎn)中座椅卡簧壓裝過(guò)程具有:產(chǎn)量大、精度高、加工節(jié)拍短等特點(diǎn),本設(shè)備需符合以下技術(shù)要求:
1)設(shè)備穩(wěn)定性。設(shè)備能夠在AC單相220V±5%供電下穩(wěn)定運(yùn)行,設(shè)備故障率在5‰以下。
2)結(jié)構(gòu)合理性。使用氣動(dòng)作為動(dòng)力輸入,氣動(dòng)系統(tǒng)可靠且穩(wěn)定,使用壓力范圍為0.5MPa-1.0MPa;整體結(jié)構(gòu)尺寸適中。
3)模式互換性。系統(tǒng)應(yīng)具有手動(dòng)與自動(dòng)模式,且兩種模式能夠快速、方便切換。
4)人機(jī)交互性。操作界面應(yīng)簡(jiǎn)潔,利用觸屏或按鍵均可設(shè)置、控制系統(tǒng)運(yùn)行[6]。
5)操作安全性。專用機(jī)應(yīng)良好接地,且接地電阻符合國(guó)家規(guī)定;手動(dòng)安全調(diào)試后可進(jìn)入自動(dòng)模式;急停按鍵醒目且可靠。
2.2 總體方案設(shè)計(jì)
SU2型座椅卡簧自動(dòng)壓裝機(jī)所示專為卡簧壓裝組裝設(shè)計(jì),主要單元結(jié)構(gòu)如圖3所示,分為:照明支架單元;支架;HMI;左、右壓裝單元;產(chǎn)品定位單元。
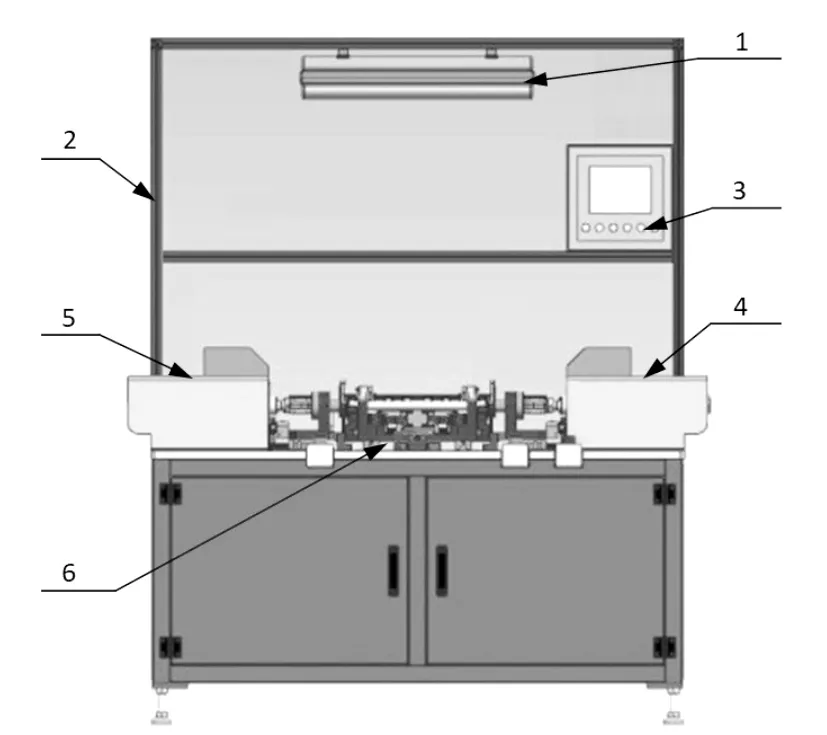
1.照明支架單元 2.支架 3.HMI 4.左壓裝單元 5.右壓裝單元 6產(chǎn)品定位單元
1)照明單元:結(jié)構(gòu)較簡(jiǎn)單,由底座和燈管兩部分組成。布置在設(shè)備支架的上部,當(dāng)組裝機(jī)在夜間或者視線不佳的情況下使用。
2)支架:基本尺寸見(jiàn)表1,結(jié)構(gòu)較簡(jiǎn)單。分為上、中、下三部分,其中上部支架主要作用是固定照明設(shè)備以及人工交互界面HMI;中部為動(dòng)力裝置及夾具承載板,用于承載動(dòng)力裝置、壓裝單元和產(chǎn)品定位單元;下部機(jī)架箱內(nèi)裝有儲(chǔ)氣罐。
3)HMI:面板最上部為人-機(jī)界面(觸摸屏),下部信號(hào)燈、開(kāi)關(guān)、旋鈕自左向右依次為:電源指示燈HL1、電源開(kāi)關(guān)POW OFF/ON、模式切換開(kāi)關(guān)MANUAL/AUTO、自動(dòng)執(zhí)行開(kāi)關(guān)EXECUTE及緊急停止按鈕EMERGENCY STOP,分別以HL1、SA1~SA3、SC1表示,便于查詢?nèi)藱C(jī)界面操作說(shuō)明及系統(tǒng)檢測(cè)維修。
4)左、右壓裝單元:壓裝單元以氣動(dòng)系統(tǒng)氣缸為動(dòng)力,由PLC控制分別將卡簧壓裝進(jìn)座椅骨架的左右端。
5)產(chǎn)品定位單元:產(chǎn)品定位單元由夾具和預(yù)緊機(jī)構(gòu)組成,起到卡簧的定位作用,根據(jù)廠家的實(shí)際需要,選擇各種不同規(guī)格的夾具。
根據(jù)上述各單元功能,汽車座椅卡簧壓裝設(shè)備總體控制方案如圖4所示。
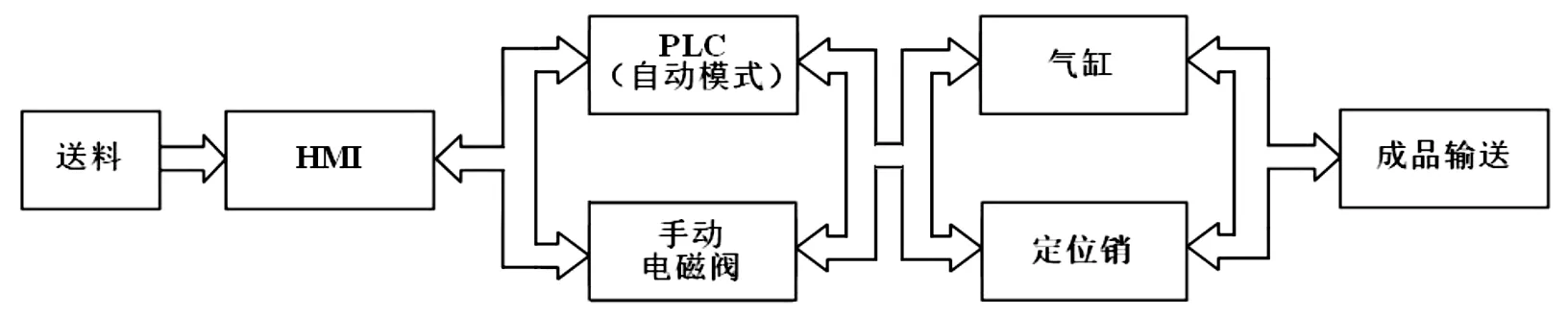
圖4 設(shè)備總體控制方案
3 硬件選擇與設(shè)計(jì)
設(shè)備的主要硬件部分為手動(dòng)/自動(dòng)模式中的各部件,主要包括控制器選型、氣路系統(tǒng)裝置的選型。
3.1 控制器選型
作為設(shè)備的核心部件,控制器是否合適將直接影響設(shè)備的性能[7]。根據(jù)設(shè)備的工作要求和總體控制方案,選用可編程邏輯控制器PLC作為設(shè)備的控制器。PLC作為工業(yè)控制的重要支柱,具有適應(yīng)工業(yè)環(huán)境,可靠性高、配置靈活、面向過(guò)程和用戶等優(yōu)點(diǎn)[8]。本設(shè)備選用三菱FX3U-48MR/ES-A型第三代小型可編程控制器,該控制器具有速度快、容量大、性能強(qiáng)、兼容性好等顯著特點(diǎn),能夠進(jìn)行目前業(yè)內(nèi)最高水平的高速處理,能夠滿足本設(shè)備的性能需求。
3.2 氣路系統(tǒng)裝置
氣路系統(tǒng)裝置主要包括儲(chǔ)氣罐,高壓氣體增壓泵、氣動(dòng)電磁閥以及氣缸。生產(chǎn)場(chǎng)地中輸入氣源經(jīng)過(guò)各氣路系統(tǒng)裝置為設(shè)備提供動(dòng)力。
3.2.1 儲(chǔ)氣罐
EURE艾瑪爾氣動(dòng)增壓泵搭配儲(chǔ)氣罐可以儲(chǔ)存一部分壓力,同時(shí)起到穩(wěn)定壓力的作用,防止壓力大幅波動(dòng)影響氣動(dòng)設(shè)備的使用,使用氣路壓力更加平穩(wěn)。
3.2.2 高壓氣體增壓泵
選用日本SMC公司生產(chǎn)的VBA40A-04gn型高壓氣體增壓泵,在保證各高壓容器、管件、閥門(mén)、接頭等產(chǎn)品的高壓氣體密封性的前提下,將0.3-0.8MPa壓縮空氣驅(qū)動(dòng)轉(zhuǎn)為1.0MPa壓縮氣體從而使設(shè)備穩(wěn)定工作。此型號(hào)氣體增壓泵高壓柱塞由不銹鋼制作,并具有雙層密封。具有壓力穩(wěn)定性好,啟動(dòng)響應(yīng)快、能夠?qū)崿F(xiàn)回位,維持壓力時(shí)能耗低等顯著優(yōu)點(diǎn)。
3.2.3 氣動(dòng)電磁閥
氣動(dòng)電磁閥為手動(dòng)模式中最基本部件。SU2卡簧壓裝設(shè)備采用兩個(gè)四通手動(dòng)電磁閥,采用韓國(guó)TPC電磁閥系列中DH2四通手動(dòng)閥。手動(dòng)電磁閥1、 2分別控制手動(dòng)模式中夾具的開(kāi)合和氣缸推桿的進(jìn)推,其中手動(dòng)電磁閥1實(shí)際加工時(shí)夾具僅需打開(kāi)位與加緊位。由于工作習(xí)慣與防止工人兩檔位疏忽且與氣缸三通保持一致,其功能如圖5所示。
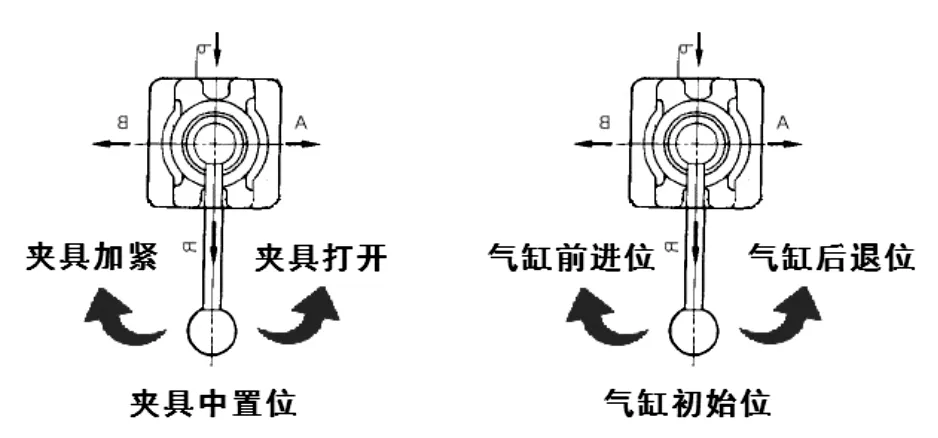
圖5 電磁閥操作示意圖
3.2.4 氣缸
氣路系統(tǒng)裝置中氣缸為最重要的動(dòng)力輸入源,四個(gè)氣缸均為日本SMC生產(chǎn)的CQ2薄型系列中的CDQ2B125-150DCM型氣缸。本型號(hào)氣缸主要特點(diǎn)具有125mm大缸徑和150mm推桿行程,此外具有空間緊湊、磁性開(kāi)關(guān)隱蔽且無(wú)突出表面尺寸、質(zhì)量輕及可配磁性開(kāi)關(guān)等優(yōu)點(diǎn),能夠符合汽車企業(yè)卡簧壓裝生產(chǎn)時(shí)精準(zhǔn)度和穩(wěn)定性的要求。
4 控制系統(tǒng)設(shè)計(jì)
系統(tǒng)程序流程與控制器接口功能如圖6、7所示。為便于設(shè)備調(diào)試和維護(hù),設(shè)置為手動(dòng)及自動(dòng)兩種工作模式。手動(dòng)模式通過(guò)電磁閥分別控制夾具狀態(tài)和氣缸進(jìn)退位;自動(dòng)模式下設(shè)備自動(dòng)運(yùn)行,在氣缸能否正常工作與是否接觸產(chǎn)品定位處設(shè)置中斷處理程序,在是否壓裝到位處設(shè)置系統(tǒng)循環(huán),完成座椅前、后卡簧壓裝氣缸回歸初始位置后,進(jìn)行產(chǎn)品輸送。設(shè)備啟動(dòng)控制器接通24V電源后,HL2接口控制原點(diǎn)指示燈亮起,系統(tǒng)進(jìn)入操作界面。選擇手動(dòng)模式后在VBA40A-04gn型氣體增壓泵作用下,經(jīng)過(guò)AC30-03CG-SV-A三聯(lián)件對(duì)設(shè)備中各氣動(dòng)裝置輸入1.0MPa的穩(wěn)定氣壓源。由接口SA1控制SA3開(kāi)關(guān)進(jìn)行手動(dòng)調(diào)試。手動(dòng)調(diào)試正常后PLC切換為SA2接口控制的自動(dòng)模式,從而SB1自動(dòng)模式啟動(dòng),接口依次控制: YV8產(chǎn)品進(jìn)位、YV1~YV2產(chǎn)品定位及壓緊、YV3~YV5產(chǎn)品側(cè)向定位、Y6~Y7座椅前后卡簧壓裝、YV1~YV5解除定位、YV8產(chǎn)品退位,控制器完成卡簧與座椅骨架安裝工藝。
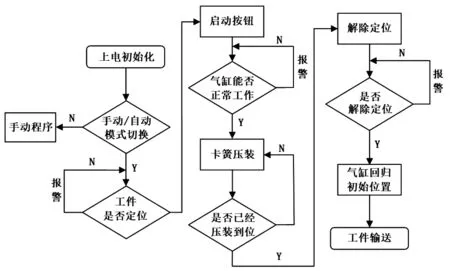
圖6 系統(tǒng)程序流程圖

圖7 控制器接口功能示意圖
5 操作界面設(shè)計(jì)
開(kāi)機(jī)首頁(yè)畫(huà)面分為服務(wù)信息和系統(tǒng)主界面。服務(wù)信息提供設(shè)備基本信息;系統(tǒng)主界面用于設(shè)定、顯示設(shè)備的各個(gè)參數(shù)及功能選擇,從上至下依次為:當(dāng)前狀態(tài)、當(dāng)前生產(chǎn)號(hào)、參數(shù)設(shè)定允許/禁止、產(chǎn)量計(jì)數(shù)、產(chǎn)量清零、單件生產(chǎn)周期、邊板定位銷自動(dòng)退回延時(shí)、卡簧壓進(jìn)到保位延時(shí)、生產(chǎn)動(dòng)作狀態(tài)。底部六個(gè)按鈕分別為:回歸首頁(yè)、報(bào)警信息、原位信號(hào)、信號(hào)輸入、信號(hào)輸出、手動(dòng)界面。操作及信息錯(cuò)誤發(fā)生系統(tǒng)報(bào)警,手動(dòng)恢復(fù);原位信號(hào)功能為對(duì)各設(shè)備初始位置檢測(cè),綠燈亮起代表?xiàng)l件正常;信號(hào)輸入分為信號(hào)檢測(cè)與可視化信號(hào)輸入圖形監(jiān)控,分別用于顯示按鈕、檢測(cè)開(kāi)關(guān)對(duì)應(yīng)PLC接口實(shí)時(shí)狀態(tài)及信號(hào)接通狀態(tài);信號(hào)輸出界面用于顯示各指示燈及電磁閥等外部執(zhí)行元件對(duì)應(yīng)PLC接口輸出實(shí)時(shí)狀態(tài)。手動(dòng)截面控制鍵分別為:產(chǎn)品定位、壓緊動(dòng)作控制、邊板定位、前后卡簧壓裝控制、產(chǎn)品移位控制及設(shè)備位置復(fù)位,在手動(dòng)模式下選擇控制鍵后對(duì)設(shè)備進(jìn)行操作,長(zhǎng)按設(shè)備動(dòng)作復(fù)位鍵可將各氣缸動(dòng)作復(fù)位至原位置狀態(tài)。系統(tǒng)操作界面流程如圖8所示。
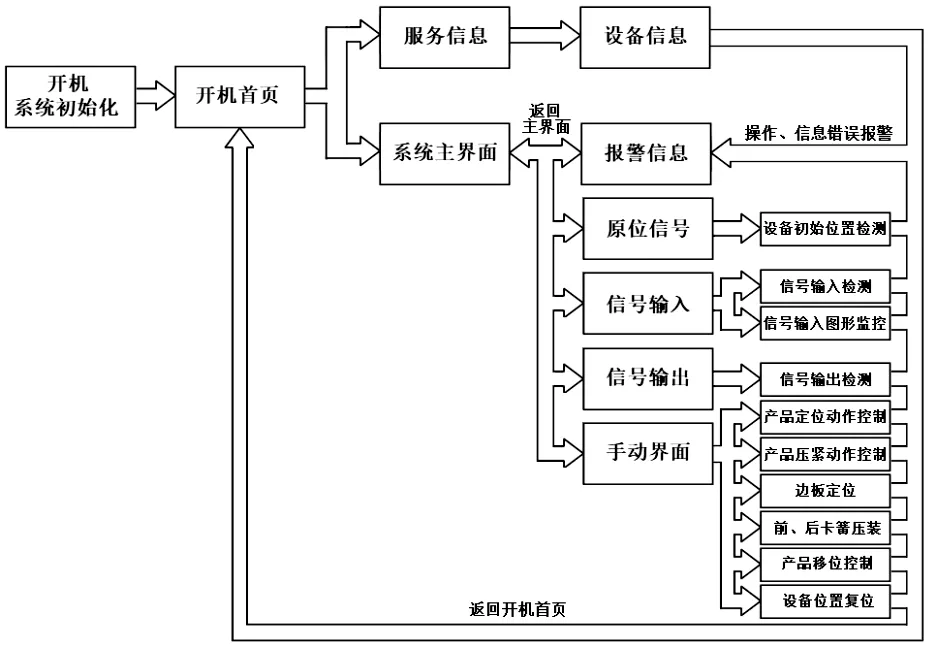
圖8 系統(tǒng)操作界面流程示意圖
6 結(jié)語(yǔ)
SU2型汽車座椅卡簧壓裝設(shè)備在實(shí)際使用中表明:該設(shè)備能夠精確完成卡簧與座椅骨架的壓裝工藝,具有較高的可靠性、安全性及實(shí)用性,自動(dòng)化程度高,觸屏式人機(jī)交互操作簡(jiǎn)易,能夠滿足汽車座椅卡簧壓裝的實(shí)際生產(chǎn)需要。手動(dòng)調(diào)試后轉(zhuǎn)全自動(dòng)生產(chǎn)模式使設(shè)備故障率極低且產(chǎn)品效率和質(zhì)量均有顯著提高,降低了企業(yè)生產(chǎn)成本和從業(yè)人員的勞動(dòng)強(qiáng)度,取得良好的經(jīng)濟(jì)社會(huì)效益,具有較廣闊的市場(chǎng)應(yīng)用前景。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
當(dāng)代工人(2020年13期)2020-09-27 23:04:20
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(shù)(2017年11期)2017-12-20 08:10:57
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
IT時(shí)代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:28
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00