電解銅箔殘銅產生的原因分析和解決措施
2021-03-09 05:51:40吳鵬
中國金屬通報 2021年22期
吳 鵬
(江銅耶茲銅箔有限公司,江西 南昌 330029)
電解銅箔是制造覆銅箔板(CCL)和印制電路板(PCB)的主要原料。隨著PCB朝著多化、薄型化、高密度化、高速化方向發展,銅箔也朝著具有超薄、低輪廓、高強度、高延展性等高品質、高性能的方向發展。為了滿足這些要求,銅箔需要進行特殊的表面處理,即生箔經過一系列電解槽(每個電解槽都有不同的電解質溶液和獨立的直流電源)處理后,獲得符合一定要求的特殊性能(如抗剝離強度、耐高溫性、防氧化性能等)的電解銅箔,這一過程稱為表面處理。電解銅箔按照表面處理方式分為單面處理銅箔、雙面處理銅箔和涂膠銅箔。
銅箔銅粉、粒子、殘銅在CCL壓合過程中易產生銅箔局部偏厚,蝕刻線路厚容易導致銅箔蝕刻不凈的缺陷,造成線路板出現內部短路缺陷,致使整個板材報廢,因此,業界內部PCB和CCL客戶對殘銅零容忍。據統計,我國每年由于箔面殘銅導致多家銅箔生產廠家被訴,江銅耶茲銅箔有限公司高度重視殘銅類的風險,多次召開專題會議強調殘銅管控措施,在殘銅管控方面走在業內前列。
1 工藝流程簡介
江銅耶茲銅箔有限公司采用電解銅箔生產工藝,主要的生產工序包括如下:
(1)溶銅工序:溶銅工序的功能是將銅線等銅原料進行溶解,形成硫酸銅溶液,為生箔工序提供足夠的Cu2+濃度。
(2)生箔工序:生箔工序的功能是利用電解生箔機,通過電沉積將Cu2+還原成Cu,并附著在陰極輥上,通過剝離和收卷,制成生箔。
(3)表面處理工序:表面處理工序的功能是將生箔工序制成的生箔,通過表面處理機,對其毛面和亮面進行電鍍和噴涂處理,達到PCB和CCL生產廠家的性能要求。
2 殘銅現狀及原因分析
2.1 殘銅現狀
江銅耶茲銅箔有限公司關于殘銅的目標要求為:客訴為0、切邊不良次數下降60%、粒子廢箔重量降低70%。按照規定銅粉個數大于20或者銅粉大小大于50um均界定為不合格產品。今年生箔切邊不良造成銅粉事故頻發,特別是西安六院新生箔機臺,卷中容易跳刀,異常下卷,嚴重影響產品合格率和平均卷重。據統計切邊不良、粒子原因異常缺陷下卷69卷,每卷廢箔約25kg(每卷下卷廢箔月3kg、拋光廢箔約12kg、每卷在表處廢箔約10kg),合計廢箔1725kg。切邊不良、粒子原因異常缺陷下卷,不僅僅增加廢箔,并且,增加現場操作人員的勞動強度,其不利于生產工作。生箔機切邊不良,檢查邊部銅粉較多,還有個別超過50um較大顆粒。

圖1 電解銅箔生產表面處理工藝流程圖
2.2 原因分析
(1)切邊質量原因。切刀依靠彈簧固定,切邊過程中,易發生刀片固定不牢造成移位影響切邊質量,切刀位置較高,切刀與切割輥的切點位置銅箔未與切割輥完全貼合,導致邊部產生銅屑,通過查看銅屑的微觀圖片,表明銅屑是造成毛面殘銅的要因。餌料與機架摩擦,造成銅粉飄到箔面,餌料與切割輥之間的包角小,餌料走向接觸收卷下方機架,與機臺金屬機架摩擦掉落銅粉。
(2)電解液影響。電解液中含有雜質影響電鍍造成粒子;電解槽內部備件老化,污染溶液造成粒子;電解槽密封不良,造成粒子。
(3)其它原因。一期生箔機進液管2側密封不良,塑料進液管與金屬弧板連接處密封靠CPVC塑料焊條堆焊密封,受開停機時槽內熱脹冷縮影響,塑料焊條與金屬弧板密封效果不佳;槽內備件老化污染造成箔面粒子;添加劑管路臟、過濾器過濾不良造成粒子;機臺周邊5S不合格,清理時污染造成粒子;切刀刀刃加工質量不高。新增機臺人員調刀操作技能不足,導致切邊不良。
3 解決措施
切邊質量改進措施:將西安六院機臺的切刀裝置更換PNT切刀裝置,并將切刀調節手柄通過電焊進行固定,不僅解決了切邊過程中,易發生刀片固定不牢造成移位,導致邊部銅屑的問題,并且杜絕了調節手柄掉落碰傷鈦輥的事故發生。更換切刀固定裝置降低切刀位置,使切刀切點在銅箔包角下方,如圖2所示,有效避免銅須。
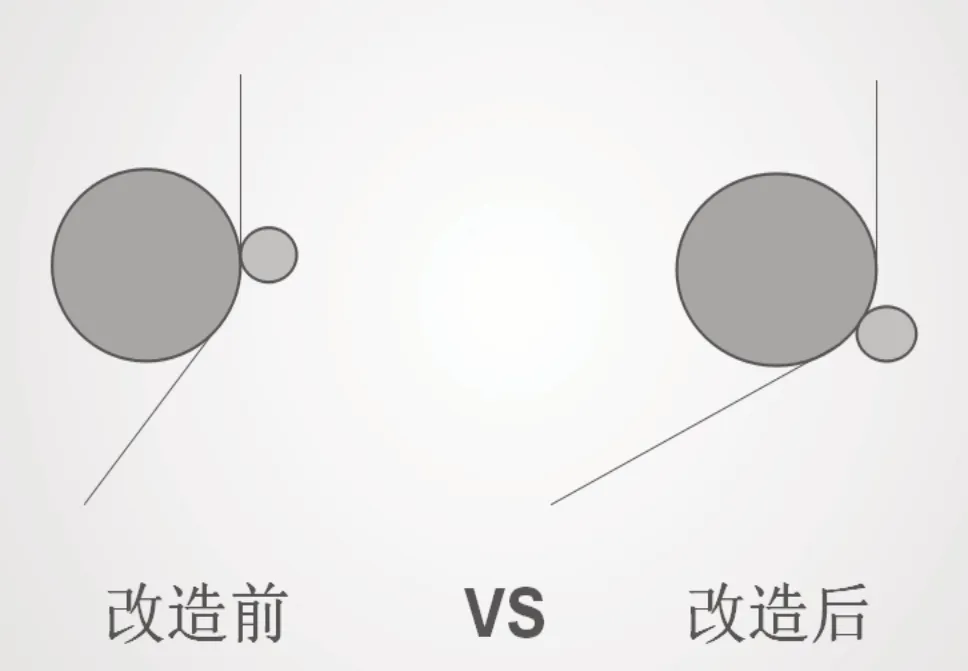
圖2 切刀切點與銅箔包角位置是示意圖
餌料與機架位置改進措施:改變餌料導桿位置,餌料與切割輥之間的包角增加了10°,包角增加后餌料運行平穩減少餌料抖動,餌料走向繞開收卷下方機架,有效避免了與機架摩擦造成的銅粉。一期生箔機進入液管兩側增加四氟密封條,由之前的硬鏈接密封改為軟連接密封。
管理措施改進:①開展生箔機臺停機時檢查培訓;電解槽內唇形密封、四氟密封、邊部、側封座等備件老化情況,槽內備件定期更換,以此預防老化污染造成箔面粒子。②與中控工段溝通,工作人員針對接近更換周期的添加劑、精過濾器濾芯在換卷或停機時進行預防性更換。③生箔機臺責任到人、定期執行機臺清潔保養。④切刀進廠檢測,確保切刀質量符合要求。⑤每日班組、工段檢查切邊質量。⑥切刀更換及調整培訓,提高員工操作技能,并開展調整切刀專題工匠課堂。
4 改進效果評價
通過切邊銅粉質量攻關,提高了全面管控銅箔殘銅風險的能力,降低了操作員的勞動強度。餌料收卷穩定,無銅粉、無缺口,提高了生箔卷長及產品質量,降低了客訴風險。
切刀調整降低了調刀、換刀難度,班組成員基本掌握調刀技能,因此,大大節約了人工成本。
2020年銅粒廢箔相對于2019年下降81%,2020年切邊不良次數下降69.6%。年增加產量5242kg,產品質量得到客戶一致認可,提升了公司在業界品牌影響力。
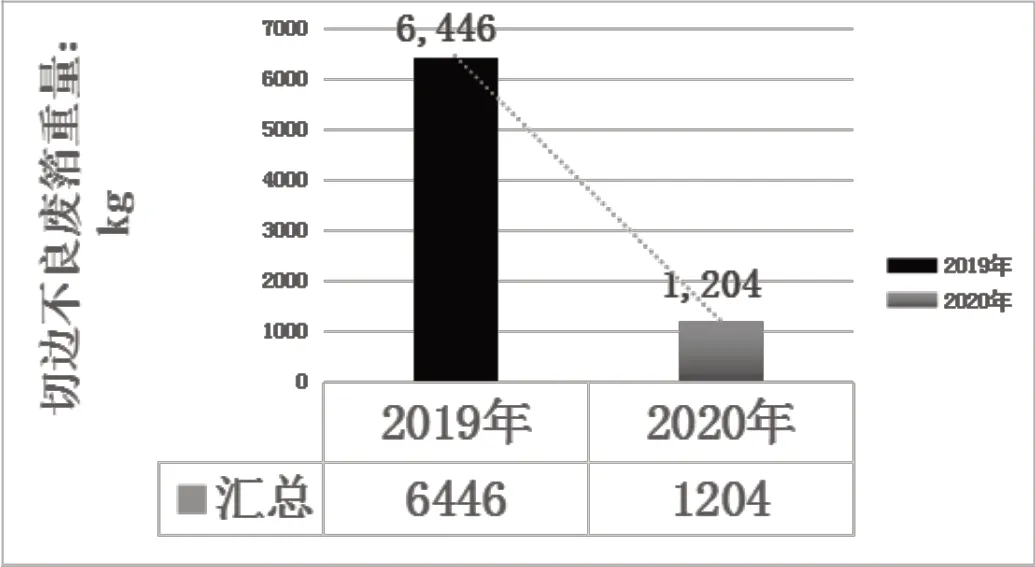
圖3 2019年和2020年切邊銅粉重量對比情況
5 結語
通過切邊銅粉質量攻關,采取切邊質量改進措施,并調整切刀與機架的位置,實現生箔卷長及產品質量的顯著提高,在大大節約了人工成本的同時,提升了公司在業界品牌影響力。
