ASTM B708 R05252鉭板焊接工藝研究
2021-03-09 08:57:32姜成軍
化工裝備技術(shù) 2021年1期
姜成軍* 王 偉 沈 俊
(上海市特種設(shè)備監(jiān)督檢驗(yàn)技術(shù)研究院)
0 前言
R05252 為ASTM 標(biāo)準(zhǔn)中的鉭板牌號(hào),對(duì)應(yīng)于國(guó)內(nèi)標(biāo)準(zhǔn)牌號(hào)為TaW2.5 的鉭鎢合金。鉭是難熔金屬,其密度大、導(dǎo)熱性好、線膨脹系數(shù)小、彈性模量高,且具有較好的高溫強(qiáng)度和機(jī)械加工性能。由于鉭具有良好的耐腐蝕性且鎢的熔點(diǎn)較高,鉭板產(chǎn)品主要用于腐蝕性環(huán)境。鉭鎢合金在大多數(shù)無機(jī)酸中耐蝕性能非常好,除了氫氟酸、氟、發(fā)煙硫酸和堿外,能耐受大多數(shù)化學(xué)介質(zhì)的腐蝕[1],在硫酸工業(yè)中具有重要用途。
鉭材較稀有且價(jià)格昂貴,所以通常板材較薄,鉭板材的應(yīng)用形式主要是復(fù)合板或襯里。然而鉭制復(fù)合板或襯里焊接比較困難,因?yàn)殂g和鋼的熔點(diǎn)相差較大,鉭材的熔點(diǎn)為 2 996 ℃,鋼材的熔點(diǎn)為1 400 ℃,在焊接時(shí)經(jīng)常會(huì)發(fā)生鉭材還未熔化,而鋼材已熔化成鐵水的現(xiàn)象[2]。因而在實(shí)際生產(chǎn)過程中通常采用鉭襯壓力容器,即鉭襯里件焊接成型后再與被襯工件表面采用鉭螺釘、鉚接、釬焊等方法連接。
鉭鎢合金可以用電子束、惰性氣體保護(hù)焊、釬焊等方式焊接,材料厚度為1 mm 以下時(shí)常采用自熔焊焊接,厚度為1 mm 以上時(shí)常采用板材剪絲作為焊絲焊接,R05252 鉭板采用GTAW 氬弧焊剪絲焊接。鉭鎢合金焊縫冷卻速度慢,可塑性較低,易產(chǎn)生焊接熱裂紋,因此采用正反面氬氣保護(hù)和低熱輸入的方式進(jìn)行GTAW 氬弧焊,使熔敷金屬少接觸空氣,降低產(chǎn)生脆性化合物或熱裂紋的傾向。目前我國(guó)沒有關(guān)于鉭制承壓設(shè)備的相關(guān)制造和焊接標(biāo)準(zhǔn),因此按照安全技術(shù)規(guī)范要求,應(yīng)驗(yàn)證該焊接工藝試驗(yàn)項(xiàng)目符合規(guī)范標(biāo)準(zhǔn)規(guī)定和設(shè)計(jì)要求。
1 R05252鉭板試驗(yàn)條件
廢硫酸濃縮裝置中使用的R05252 鉭板為退火態(tài),厚度t ≤2 mm,試驗(yàn)選用鉭板母材厚度為2 mm,以覆蓋不超過4 mm 厚度的R05252 母材焊縫焊接工藝來進(jìn)行評(píng)定。現(xiàn)將試驗(yàn)鉭板采用氬弧焊GTAW 板材剪絲焊接工藝進(jìn)行焊接,并對(duì)得到的力學(xué)性能、彎曲性能和耐腐蝕性能進(jìn)行試驗(yàn),試驗(yàn)鉭板可見圖1。
1.1 坡口形式
鉭板焊接坡口型式主要根據(jù)接頭位置、板材厚度、焊接方法以及耐腐蝕性能來確定。厚度4 mm 以內(nèi)的鉭板盡可能選用I 形坡口,減小其焊接變形量和殘余應(yīng)力[3]。焊接時(shí)采用帶氣體透鏡的拖罩和墊板保護(hù)焊,以紫銅板作為墊板和壓板,焊接試驗(yàn)采用的試樣工裝和組對(duì)情況可見圖2。
圖1 焊接試驗(yàn)鉭板

圖2 焊接試驗(yàn)試樣的工裝和組對(duì)圖(單位:mm)
1.2 鉭板化學(xué)成分與力學(xué)性能
試驗(yàn)采用的R05252 鉭板化學(xué)成分可見表1,力學(xué)性能可見表2。

表1 R05252鉭板化學(xué)成分(質(zhì)量分?jǐn)?shù)) %
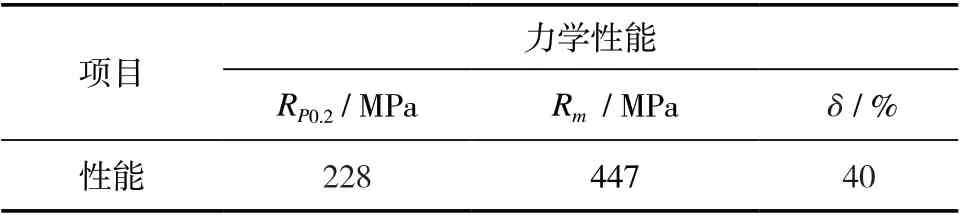
表2 R05252鉭板力學(xué)性能
在高溫環(huán)境下,R05252 鉭板會(huì)從環(huán)境中吸收C,H,O,N 等元素并形成脆性化合物,少量的氣體雜質(zhì)就會(huì)顯著影響鉭板的力學(xué)性能和耐腐蝕性能,因而用于焊接的鉭材應(yīng)確保其純度,焊接選材及焊接過程中要嚴(yán)格控制C,H,O,N 等雜質(zhì)的含量[4]。焊接前,焊接坡口及其正反兩面25 mm 厚度范圍內(nèi)應(yīng)采用磨削或機(jī)加工方法去除氧化皮,然后用丙酮洗去污垢,再用酸洗液進(jìn)行酸洗。酸洗后必須用水沖洗,然后用蒸餾水漂清并用強(qiáng)熱風(fēng)吹干,確保鉭板及待焊坡口表面潔凈。
另外,這種退火態(tài)鉭板焊接時(shí)鉭鎢合金冷卻速度慢,焊縫延展性降低,增大了其產(chǎn)生熱裂紋的傾向,因此試驗(yàn)鉭板需考慮母材的晶粒尺寸,采用晶粒尺寸小于等于ASTM 5 級(jí)的細(xì)晶粒,本次試驗(yàn)鉭板晶粒尺寸為3 級(jí)。
1.3 焊接材料選用
采用母材剪切絲料作為進(jìn)行焊絲GTAW 鎢極惰性氣體保護(hù)焊,將同爐R05252 鉭板剪絲后作為焊絲,避免焊縫因成分不純而性能不佳。采用鎢極橫向擺動(dòng)脈沖電流惰性氣體保護(hù)焊,可使焊縫及熱影響區(qū)晶粒細(xì)化,且焊縫晶粒由柱狀變?yōu)榈容S狀,從而顯著提高焊接接頭的塑性,避免硬度過高。
別忘了,“未滿14周歲的未成年人不承擔(dān)任何刑事責(zé)任”,有任何的怒氣,即便你很難控制,也要去對(duì)對(duì)方孩子的監(jiān)護(hù)人發(fā)泄。你也不希望有一天萬一你的孩子做錯(cuò)事情,被對(duì)方家長(zhǎng)直接傷害,對(duì)吧?
1.4 焊接工藝參數(shù)
GTAW 焊接鉭板時(shí)常采用小鎢極直徑、低熱輸入、多道焊的焊接工藝,對(duì)于I 型接頭應(yīng)優(yōu)先選用直流正極,焊道以稍凸為佳[3]。R05252 鉭板的GTAW 焊接工藝參數(shù)如表3 所示。
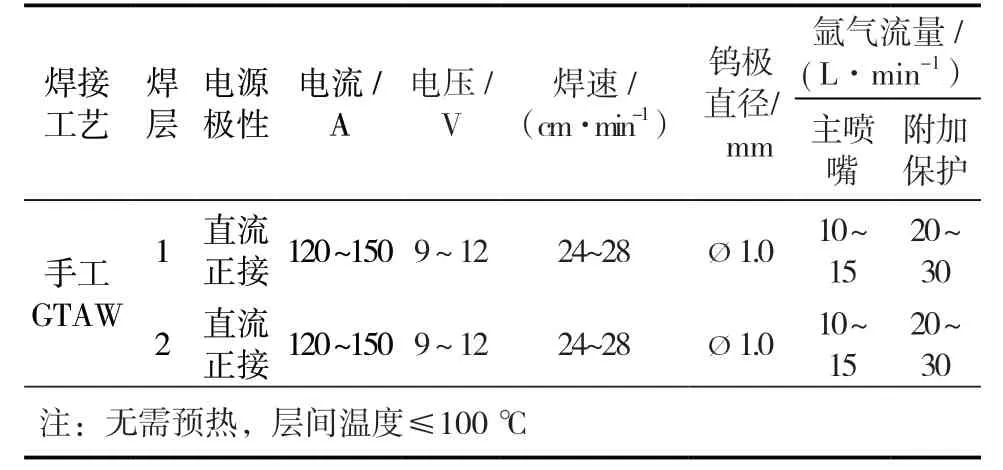
表3 GTAW焊接工藝參數(shù)
鑒于鉭材的焊接特性,不僅應(yīng)在下料、坡口加工、成形等工序中嚴(yán)格遵循工藝要求,而且在焊接環(huán)境、焊前清理和焊接保護(hù)方面也應(yīng)滿足特殊要求:首先,焊接場(chǎng)地應(yīng)為封閉的清潔獨(dú)立區(qū)域,防止焊接時(shí)被油污、灰塵或風(fēng)干擾;其次,采用純度不小于99.99%的氬氣及專用保護(hù)托罩加雙面通氣保護(hù)的方式來避免空氣進(jìn)入。焊接時(shí)應(yīng)盡可能縮短焊接接頭在高溫下的停留時(shí)間,焊后冷卻時(shí)也應(yīng)對(duì)焊接區(qū)進(jìn)行嚴(yán)格保護(hù),從而確保焊縫的力學(xué)性能及耐蝕性能。
1.5 焊后熱處理
為了降低使用過程中焊接接頭發(fā)生腐蝕失效的風(fēng)險(xiǎn),應(yīng)按照所有承壓部件的制造熱處理狀態(tài),對(duì)鉭板焊接試樣進(jìn)行機(jī)械加工,根據(jù)設(shè)計(jì)文件將其分成2塊進(jìn)行焊后模擬熱處理。焊接試樣分成2 種:1#樣品參照筒體保持焊接態(tài),2#樣品參照封頭焊后進(jìn)行1 200 ℃真空退火處理,保溫時(shí)間為1 h。
2 試驗(yàn)結(jié)果及分析
參照NB/T 47014—2011《承壓設(shè)備焊接工藝評(píng)定》標(biāo)準(zhǔn)規(guī)定,對(duì)這2 塊鉭板焊接試樣進(jìn)行試驗(yàn)。
2.1 焊接接頭性能試驗(yàn)
R05252 焊接接頭的相關(guān)性能試驗(yàn)結(jié)果可見表4。
由表4 可知,1#試樣和2#試樣力學(xué)性能和彎曲性能良好,符合NB/T 47014—2011 標(biāo)準(zhǔn)規(guī)定。拉伸試樣的斷裂強(qiáng)度都低于母材,斷裂部位比較一致,都位于靠近焊縫邊緣的熱影響區(qū),而熱影響區(qū)的組織常為粗大的再結(jié)晶組織,這種組織會(huì)導(dǎo)致裂紋產(chǎn)生甚至造成斷裂。表 5為試樣硬度試驗(yàn)結(jié)果,1#和2#試樣相同取點(diǎn)部位的硬度值相差不大,總體上1#試樣硬度值小于2#試樣,且試樣硬度值排序?yàn)槟覆奶帲紵嵊绊憛^(qū)處<焊縫處,但均未發(fā)生較大的波動(dòng)。分析后認(rèn)為,焊接接頭的組織硬度變化一定程度上反映了接頭各部分顯微組織變化情況,顯然2個(gè)試樣熱影響區(qū)未發(fā)生明顯的組織脆化和劣化現(xiàn)象,這對(duì)整個(gè)接頭組織和力學(xué)性能是有利的。

表4 焊接接頭的性能試驗(yàn)
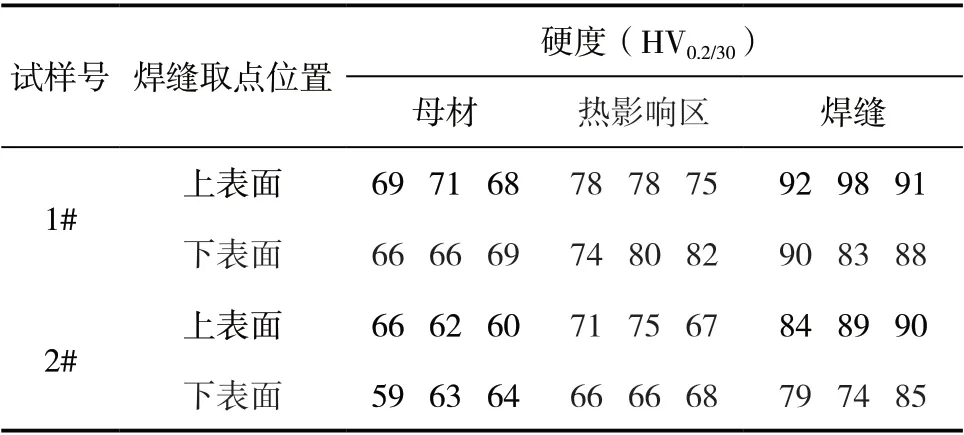
表5 焊接接頭硬度試驗(yàn)
2.2 金相檢驗(yàn)
焊接過程直接影響焊縫金屬和熱影響區(qū)的宏觀組織和顯微組織,以及焊接接頭的性能。通過焊接接頭金相檢驗(yàn)?zāi)軌蚍治龀龊缚p各區(qū)城的組織和存在的焊接缺陷。焊縫截面試樣打磨拋光后,經(jīng)10 倍放大鏡觀察,R05252 鉭板氬弧焊焊縫組織均無裂紋、未焊透、未熔合等明顯缺陷,如圖3 a),圖3 b)所示。經(jīng)王水溶液浸蝕,放大200 倍后觀察,觀察到金相基體組織為鉭鎢固溶體,焊縫組織晶粒明顯長(zhǎng)大,且為典型的胞狀樹枝晶組織,焊縫兩邊的熱影響區(qū)為再結(jié)晶組織,焊縫區(qū)和熱影響區(qū)均未見顯微裂紋及其他缺陷,如圖3 c)~圖3 f)所示。

圖3 1#與2#焊接試樣的宏觀組織和金相組織
2.3 晶間腐蝕試驗(yàn)
鉭板焊縫需要接觸硫酸等腐蝕性介質(zhì),為了評(píng)定其耐腐蝕性能,需要對(duì)焊接接頭進(jìn)行晶間腐蝕性能試驗(yàn)。將1#與2#試樣打磨拋光后,浸入沸騰的硫酸鐵溶液中并腐蝕120 h,按照設(shè)計(jì)文件要求,參照GB/T 15260—2016《金屬和合金的腐蝕鎳合金晶間腐蝕試驗(yàn)方法》標(biāo)準(zhǔn)中的A 硫酸鐵-50%硫酸法對(duì)鉭板焊縫進(jìn)行晶間腐蝕試驗(yàn)。試驗(yàn)表明1#,2#試樣彎曲后試樣外側(cè)表面沒有裂紋,均通過了晶間腐蝕檢驗(yàn),具體結(jié)果可見表6。

表6 試樣晶間腐蝕試驗(yàn)
3 結(jié)論
本文分析了R05252 鉭板的焊接性能,采用了氬弧焊GTAW剪絲焊接,對(duì)得到的焊接接頭進(jìn)行了2種焊后熱處理工藝的力學(xué)性能,彎曲性能和耐腐蝕性能試驗(yàn),并進(jìn)行了研究分析。結(jié)果表明,無論是焊接態(tài)還是焊后退火態(tài), GTAW焊接工藝均可獲得性能良好的焊接接頭,其金相組織結(jié)構(gòu)正常,腐蝕性能合格。
實(shí)際板厚為2 mm 的R05252 鉭板襯里壓力容器制造時(shí),采用表3 中的GTAW 焊接工藝,容器檢驗(yàn)和焊接試板性能均符合設(shè)計(jì)要求。試驗(yàn)結(jié)果表明,在壓力容器薄層鉭內(nèi)襯的焊接過程中,合理的結(jié)構(gòu)設(shè)計(jì)、合適的工藝參數(shù)和嚴(yán)格的焊接保護(hù)措施,是保證鉭板焊接質(zhì)量的關(guān)鍵,試驗(yàn)和評(píng)定結(jié)果對(duì)指導(dǎo)鉭制壓力容器焊接工藝制定和實(shí)際生產(chǎn)具有重要意義。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
