相控陣雷達天線焊接技術研究
2021-03-10 02:41:56劉志丹趙志平羅小宇
電子工業專用設備 2021年1期
劉志丹,張 飛,趙志平,陳 帥,羅小宇
( 中國電子科技集團公司第二十研究所, 陜西 西安710071)
相控陣雷達具有波形變化靈活、波束掃描快、易于全固態化和輕小型化、可靠性高,容易實現天線共形設計、抗干擾能力強等特點,廣泛地應用于陸基、海基、機載雷達等幾乎所有領域[1,2]。相控陣雷達與其他雷達在外觀上主要區別在于天線陣面的不同,相控陣雷達的天線通常是一個平面,在這個平面內按一定規律分布著許多天線單元,形成電子陣列,通過改變部分單元的相位,雷達的波束就能在一定范圍內進行移動,移動速度快于機械操作[3]。相控陣雷達工作于微波頻段,天線作為其的重要組成部分,對接地和散熱性能以及可靠性都有較高的要求,相比于傳統的螺裝工藝,焊接技術更能滿足其高頻需求。
本文所述的相控陣雷達天線是由陣面殼體、印制板和連接器組成,其裝配主要包括基板的大面積釬焊和連接器的焊接。針對以上兩種焊接技術國內外均有研究,吳昱昆[4]提出了大面積基板的真空回流焊接工藝,解決了基板釬焊過程中助焊劑殘留和釬透率不足等問題,基板釬透率提升到95%以上;王晶[5]采用真空釬焊的方法對微帶板與盒體之間進行了大面積釬焊,釬焊釬透率達到60%以上;王松[6]針對連接器與基板焊接工藝分析,使用感應焊和電阻焊兩個方法實現工藝過程,均能夠滿足焊接要求。針對該天線的焊接,研究了真空釬焊和真空汽相焊兩種焊接技術,使用釬焊工藝完成小型試驗件的微波連接器、基板與陣面殼體的電和機械連接,通過對比研究和分析,最終采用真空汽相焊完成相控陣雷達天線的裝配,焊接效果良好,滿足性能要求。
1 試驗方法
試驗以一種相控陣雷達天線為研究對象,分別使用低溫真空釬焊和真空汽相焊接兩種方式完成多層基板、連接器與陣面殼體的焊接,焊接一次完成。低溫真空釬焊采用真空/ 可控氣氛共晶爐GJL-2023(如圖1 所示),真空汽相焊采用Condens XM 焊接設備(如圖2 所示)。
陣面殼體基材選用鋁合金材料,表面鍍銀,厚度約為4.5 mm,多層基板焊接面鍍金,基板整體厚度約為5 mm,其中多層基板與天線陣面殼體之間焊料選用厚度為0.1 mm 錫鉛焊片,連接器與天線陣面殼體的焊料為預成型錫鉛焊環,整個組件裝配如圖3 所示。釬焊完成后,使用X 射線檢測儀檢測基板和連接器釬透率,使用專用工裝對連接器進行插拔,檢測其焊接是否牢固。

圖1 真空/ 可控氣氛共晶爐

圖2 真空汽相焊設備

圖3 裝配示意圖
2 試驗及結果分析
相控陣雷達天線的焊接類似于基板與接地板的大面積焊接,常規焊接方法包括熱臺焊接、低溫真空釬焊、回流爐焊接等。熱臺焊接操作簡單,無保護氣氛,釬透率低且難以保證焊接質量;低溫真空釬焊可精確控制工藝曲線,操作簡便,焊接一致性較好,并且能保證良好的釬透率,對焊接表面質量要求較高,生產效率低;回流焊可提供保護氣氛,生產效率高,但其釬透率較低,并且針對較大組件升溫困難,傳送帶承重能力有限。真空汽相焊作為一種新型的焊接方式,具有加熱效率高,最高溫度可控等顯著優點,但國內外對其研究有限,并且溫度曲線無法實測,更容易引發立碑缺陷、汽相液滲漏等不利因素,這些都影響了真空汽相焊的應用和推廣[4-7]。汽相焊的缺點主要針對印制板組件,對于基板焊接不會帶來不良影響。為了保證良好的焊接質量,本次試驗主要研究低溫真空釬焊和真空汽相焊兩種焊接方法。
2.1 低溫真空釬焊
低溫真空釬焊是基板焊接的常見工藝,其工藝過程是將待焊部件、焊料及相應工裝放置于低溫真空釬焊設備(試驗使用的是真空/ 可控氣氛共晶爐)中,加熱至焊料熔化,焊接表面形成金屬間化合物,從而實現焊接。試驗使用的GJL-2023共晶爐,其焊接過程示意圖如圖4 所示,通過PLC(可編程控制器) 控制設定的溫度與氣體流量,石英管輻射使加熱板升溫,加熱板與焊接組件接觸傳熱達到設定溫度完成焊接過程,整個過程可以在真空或者保護氣氛下進行。

圖4 真空/ 可控氣氛共晶爐焊接示意圖
試驗采用的低溫真空釬焊的工藝曲線如圖5所示,整個組件加熱時間約為600 s。初始預處理階段,通過進行多次抽真空、充氮氣,減少爐腔內氧氣和水汽含量;升溫至一定溫度,進入預熱階段,使得焊接表面溫度均勻,并且達到助焊劑活化溫度,去除表面氧化物,促進焊料潤濕;溫度進一步上升,進入焊接階段,并抽真空,峰值溫度設定為220 ℃,保溫一段時間完成焊接;焊接完成后充氮氣快速降溫冷卻。焊接過程接近焊料熔點時抽真空,有利于減少鋪展過程中形成的空洞[8]。
對焊接后樣品進行X 射線檢測,其結果如圖6 所示。試驗階段只裝了16 個連接器,底部焊片面積也并未完全覆蓋,因此只統計連接器周圍的空洞率,空洞率約為50%左右,基板焊接效果較差,連接器焊接效果良好,并未發現貫穿性空洞。分析其原因,鍍銀器件容易發生氧化,焊接面狀態較差,焊片和被焊接件表面的氧化層未能完全有效地去除,從而影響了焊接釬透率;為保護插針,放置了墊板,墊板先接觸熱板,接著是多層介質板和陣面殼體,整個組件厚度將近10 mm,組件溫度升溫緩慢,導致焊接效果較差。
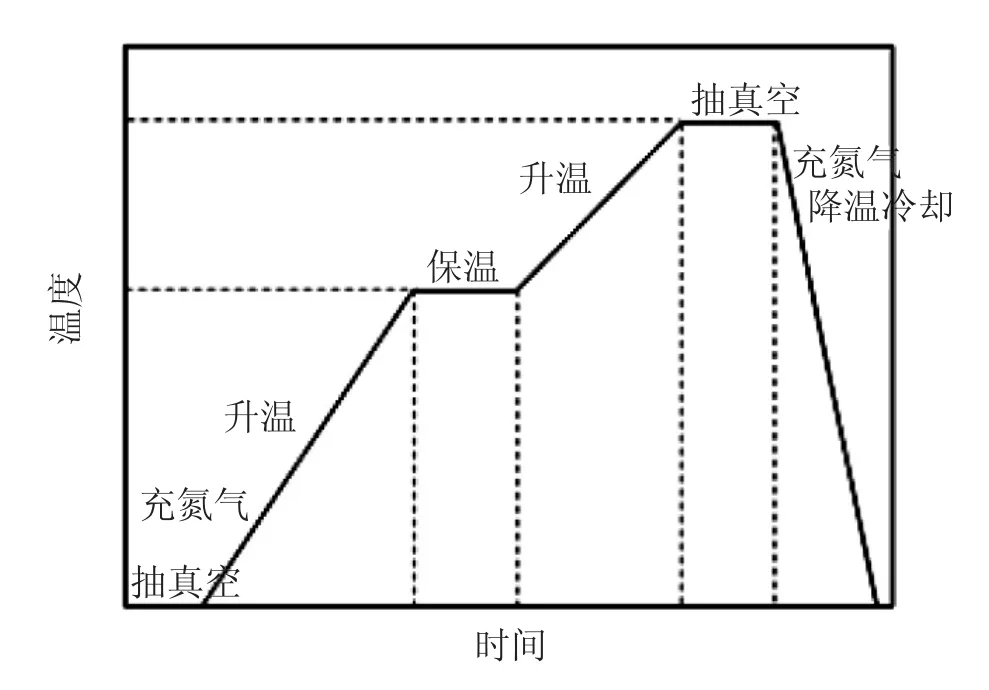
圖5 低溫真空釬焊工藝曲線

圖6 X 射線檢測結果
低溫真空釬焊可以提供真空或保護氣氛環境,抑制釬焊過程中焊料與焊接面的氧化,還可通入甲酸等還原氣氛去除表面的氧化層,能保證一個較高的釬透率,其對組件焊接表面的潔凈度有較高的要求[4]。相比于基板、盒體焊接,共晶爐焊接更適合于功率芯片的共晶焊接,共晶芯片和載體的焊接面一般為鍍金,使用的焊料也多為金錫等高溫焊料,焊接表面狀態潔凈并良好,使用共晶爐焊接芯片能實現90%以上的釬透率[9],通過嚴格控制工藝參數空洞率能控制在1%以內[10]。本試驗件殼體采用鍍銀,容易氧化,表面狀態差,使用的共晶爐焊接難以保證其釬透率,有必要采取其他焊接方式。
2.2 真空汽相焊
汽相焊接又叫凝熱焊接,它是一種利用飽和蒸汽為傳熱介質、用汽化潛熱來加熱物體從而達到焊接溫度的焊接方法。其焊接過程示意圖如圖7 所示,進行焊接時,對密封爐腔內定量的惰性液體介質即汽相液(通常是PFPE)進行汽化處理,蒸汽冷凝放熱,將熱量有效傳遞到待焊組件上,介質溫度保持不變,通過控制蒸汽的量控制焊接過程的溫度。同時汽相焊傳熱速率高,可以使復雜結構的組件均勻加熱升溫,所有部件均能同時達到焊接溫度,并且最高溫度焊接就是汽相液的沸點,溫度易于控制,不會產生過熱現象[11]。

圖7 真空汽相焊接示意圖
真空汽相焊的工藝曲線如圖8 所示,通過控制注入汽相液的用量和時間控制焊接溫度曲線,整個組件加熱時間約為360 s。初始預處理階段進行抽真空,真空環境下有利于汽相液的均勻注入;注入汽相液后,組件升溫,為預熱階段,助焊劑發揮作用;第二次注入汽相液,升溫至焊接溫度,在焊接階段抽真空,保溫一段時間完成焊接;焊接完成后抽出汽相液,進行降溫冷卻。
汽相焊是非接觸傳熱,溫度場分布均勻,將焊片、焊環、連接器、基板、墊板裝配完成如圖9(a)所示,焊接完成后組件外觀如圖9(b)所示。表面鍍銀層未發生明顯氧化,連接器均焊接至陣面殼體上,使用萬用表測量連接器內導體均未短路,使用專用工裝插拔連接器,連接器焊接牢固。

圖8 真空汽相焊的工藝曲線

圖9 試驗件外觀
對焊接后樣品進行X 射線檢測,如圖10 所示,發現右側焊接空洞率較低,部分區域基本完全釬透,只存在細小空洞,組件中部焊接效果略差,即使焊接不良區域,釬透率也能達到50%以上,焊接空洞率低于共晶爐焊接試樣,組件整體釬透率達到75%以上,連接器處未發現貫穿性空洞。

圖10 X 射線檢測結果
采用真空汽相焊的試驗件焊接效果良好,后期加電調試,符合設計性能要求。真空汽相焊為無氧環境,在惰性的汽相蒸氣中,使用了助焊劑,有助于焊料潤濕和去除焊接表面氧化物,使表面的初始狀態更“敏感”,焊料熔化并潤濕焊盤,增加了焊料的潤濕速度,有助于焊料的鋪展,使組件空洞率明顯下降。該焊接設備支持最大尺寸650 mm×650 mm×150 mm,焊接支持最大承重10 kg,滿足天線陣面焊接尺寸。
通過試驗,發現針對此類結構組件真空汽相焊的焊接效果優于低溫真空釬焊,確定使用汽相焊并配合相應焊接工裝,優化工藝參數,完成相控陣雷達天線的焊接。
3 相控陣雷達陣面天線的真空汽相焊接
本文研究的相控陣雷達天線陣面尺寸約為350 mm×350 mm,印制板尺寸約為350 mm×160 mm,共有1 280 個連接器,陣面殼體材質為鋁合金,采用3D 打印工藝完成,內部含有流道,整體鍍銀,外觀如圖11 所示。天線陣面結構復雜,成本較高,并且體積較大,難以返工,為保證焊接成功率,設計相應工裝輔助定位,保護插針。
精密的焊接夾具,有助于提高焊接位置精度,提高焊接一致性。工裝分為墊塊與壓塊兩部分,墊塊為鋁制,已用于試驗件焊接,保護插針并輔助定位,壓塊為銅制鍍鎳,提供焊接壓力,保證連接器底部與外殼壓緊,方便后續對接天線單元,整個焊接過程裝配示意如圖12 所示。
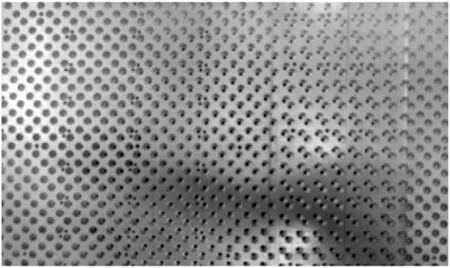
圖11 天線陣面外觀

圖12 工裝裝配示意圖
參照試驗件焊接溫度曲線,提高汽相液的注入量,并延長保溫時間。焊接完成后天線正面如圖13所示,連接器、印制板均與殼體焊接牢固,表面發生了部分氧化,表面質量較試驗件差。這可能是由于正樣采用3D 打印表面狀態與試驗件不同,鍍銀表面在焊接過程中更容易發生氧化。用專用工裝對所有連接器進行插拔測試,連接器未發生脫落;使用萬用表測試連接器內導體,均未發生短路。

圖13 焊接完成后天線
X 射線檢測結果如圖14 所示,陣面整體尺寸過大,對部分照片進行分析,圖中顯示出8 個焊接部位,除最右側2 個焊接部位,釬透率在95%以上,有些部位只存在少量內部小空洞,最右上角部釬透率也能達到90%以上,右下角釬透率較差約為75%,整體釬透率達到90%以上,大面積接地焊接效果良好,連接器焊接處也未發現貫穿性空洞。

圖14 X 射線檢測結果
真空汽相焊的核心是將汽相液汽化后形成蒸汽來對焊料進行熱交換,使焊料熔化而再次流動浸潤,通過控制焊接倉內蒸汽密度變化來改變升溫速率,并通過真空焊接環境減少空洞、錫珠、助焊劑污染等缺陷。研究發現,針對大尺寸、大質量的基板與連接器焊接,特別是類似于相控陣雷達天線陣面,采用真空汽相焊能達到良好的焊接效果。
4 結束語
通過研究低溫真空釬焊和真空汽相焊兩種焊接方法,完成了相控陣雷達天線試驗件的裝配,發現2 種方式對于連接器焊接效果良好,均未發現貫穿性空洞,對于大面積基板焊接,低溫真空釬焊只有50%左右的釬透率,而真空汽相焊能保證75%以上的釬透率。通過研究和分析,選用真空汽相焊完成最終產品的焊接,設計焊接工裝,優化工藝參數,焊接后釬透率能達到90%以上。真空汽相焊適合于大面積基板焊接,可有效解決大尺寸、大質量組件的焊接難題,為此類結構的產品焊接提供了實用的工藝途徑。
