50MnA鋼種冷軋邊裂原因分析
2021-03-11 07:36:08張明楠凌志新
中國金屬通報 2021年20期
關鍵詞:裂紋
張明楠,凌志新*
(河北天柱鋼鐵集團有限公司煉鋼廠,河北 唐山 064000)
河北天柱鋼鐵集團有限公司中寬帶生產線于2016年3月5日建成投產,以中小型矩形坯為軋制原材料,軋制帶鋼所用鋼坯鋼種種類涉及普碳鋼、優質碳素結構鋼、低合金鋼,主要牌號有Q195、Q195L、Q235B、Q355B、40Mn、45Mn、50Mn、50MnA(其中40MnA~50MnA鋼種為近一年新開發的鋼種),軋制寬度為352mm~525mm,2020年5月始,50MnA鋼種開發后,該鋼種在發往下游客戶冷軋過程中出現了批量的邊裂情況,給公司的生產和經營造成了一定的困難和損失。本著提高產品質量,解決生產問題,維護公司及市場信譽的需求,煉鋼廠技術管理團隊對該鋼種冷軋過程中出現的邊裂產生原因進行詳細、認真的討論、分析,查找到了因煉鋼問題50MnA鋼種冷軋邊裂產生的原因。
1 50MnA鋼種冷軋后邊裂形貌及特征
50MnA鋼種鋼坯經熱軋后未出現邊部裂紋情況,發往冷軋廠后經冷軋至1.0~1.2厚度時邊部出現較多裂紋,經測量裂紋深度在3mm~10mm不等,如圖1和圖2所示,邊裂分布密集,帶鋼兩側均有分布。

圖1 50MnA鋼種冷軋帶鋼邊裂形貌

圖2 50MnA鋼種冷軋帶鋼邊裂形貌
2 50MnA鋼種冷軋邊裂原因分析
2.1 熱帶緩冷時間不足問題
因中高碳鋼碳含量控制較高,冷卻敏感性較強,因冷卻時間不足,裝運發往冷軋廠,在運輸過程中受環境影響出現驟冷現象,邊部晶粒生長、分布不均勻,再受到同等軋制力的情況下,邊部出現裂紋。
經技術人員到成品庫核查,緩冷時間均在規定的90小時以上,因此該因素可以排除。
2.2 熱帶吊運過程存在磕碰
熱帶在吊運過程中出現磕碰現象,導致熱帶邊部存在裂口,在冷軋過程中裂口延伸開裂,導致冷軋邊裂的缺陷的產生。
經技術管理團隊討論分析,磕碰所產生邊裂缺口比較集中,并不會出現通卷邊裂的情況,與冷軋廠現場所出邊裂形貌不符,因此該因素可以排除。
2.3 熱軋帶鋼厚度不均
受軋輥導衛輥工作狀態及軋制力影響,軋輥中部與邊部存在較大偏差,出現邊部偏薄的現象,出現熱帶中部、邊部厚度不一的情況,在冷軋過程中受同樣的軋制力作用下,邊部偏薄,承載力變低,出現軋制邊裂。
現場技術人員及帶鋼質檢人員對帶鋼邊部、中部進行實際測量,其標準差范圍滿足要求(標準差控制圖如下:標準要求厚度偏差應≦0.1mm),因此排除該類因素。(如表1所示)。

表1 帶鋼(含Q195、Q235B、50MnA鋼種)(mm)

圖3 帶鋼厚度變化圖
2.4 脆性夾雜物含量高
鋼水S成份偏高時,將導致鋼坯內硫化物含量增加,尤其是FeS,其存在于晶界之間,導致鋼材在軋制時開裂,形成裂紋缺陷,針對此原因,對出現邊裂的鋼帶取樣化驗,用金相砂紙對1#-1、1#-2、2#-1、3#-1、3#-2五個試樣進行粗磨,細磨(5道砂紙)并經后續拋光,用體積分數為4% 的硝酸酒精對3#-2試樣腐蝕,利用萊卡金相顯微鏡觀察試樣形貌。分析硫化物夾雜物等級,以及組織類型。如圖4、圖5、圖6、所示。

圖4 200X,正常部位晶粒變形P+F

圖5 200X,裂紋部位晶粒變形P+F
金相結果顯示,正常部位與開裂部位組織均為珠光體和鐵素體,分布與正常部位沒有明顯差異。
如表2所示,所統計的帶鋼各部位晶粒度生長、分布均勻,硫化物含量符合標準要求,因此排除該類因素對帶鋼邊裂的影響。

表2 帶鋼各部位開裂位置及硫化物含量
2.5 連鑄坯角裂問題
連鑄坯角部存在細小裂紋,在鑄坯裂紋部位氧化形成FeO,在軋制中無法焊合,造成熱帶邊部出現細小裂紋,冷軋過程中裂紋擴展形成邊裂。針對此原因,在生產該鋼種期間過程中隨機抽取任意爐次鋼坯進行取樣,送往技術中心物理室進行低倍檢驗,并截取帶鋼裂紋試樣進行電鏡檢驗(如圖6~9所示)。

圖6 低倍檢驗鑄坯角裂
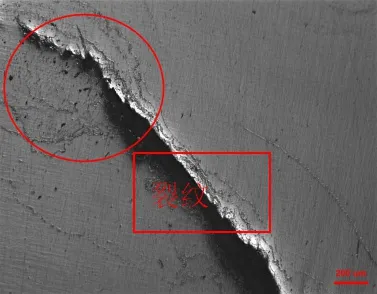
圖7 該鑄坯所軋制后帶鋼邊部

圖8 電鏡下裂紋形貌
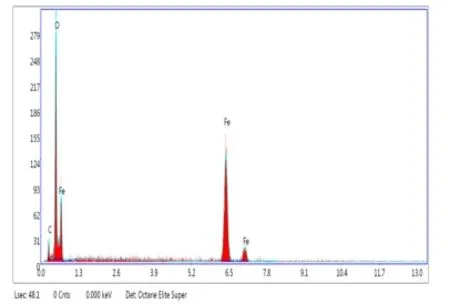
圖9 電鏡能譜
試樣缺陷處的電鏡照片和能譜可知,裂紋邊部及裂紋壁上存在著大量的顆粒狀物質,進一步放大發現這些顆粒狀物質呈毛刺型球狀顆粒,顆粒狀物質為氧化鐵,相互粘結在一起,缺陷位置有裂紋形貌。
2.6 熱軋帶鋼加熱、冷卻不均問題
帶鋼加熱或冷卻不均勻將造成鑄坯內部晶粒生產不均勻,晶粒度偏差較大,晶粒粗大部位在收到同等軋制力同時更容易開裂,形成裂紋缺陷。經對加熱爐加熱溫度曲線調查及冷卻設備運行情況查看,加熱溫度均勻,溫度波動不大且軋機未存在漏水點位,軋制過程中冷卻均勻,且對軋制結束后的帶鋼取樣,進行邊部及中間部位晶相分析,發現邊部、中部晶粒度等級無較大差別,為9.0±0.5級,排除了該類因素對邊裂的影響。
3 冷軋邊裂原因確認
3.1 否定熱帶緩冷時間不足
經技術人員到成品庫核查,緩冷時間均在規定的90小時以上,排除該因素。
3.2 否定熱帶吊運過程存在磕碰
經技術管理團隊討論分析,磕碰所產生邊裂缺口比較集中,并不會出現通卷邊裂的情況,與冷軋廠現場所出邊裂形貌不符,因此該因素可以排除。
3.3 否定熱軋帶鋼厚度不均
現場技術人員及帶鋼質檢人員對帶鋼邊部、中部進行實際測量,其標準差范圍滿足要求。
3.4 否定脆性夾雜物含量高
對邊裂帶鋼進行取樣分析,成品S含量均≦0.020%,且硫化物等級符合標準要求,排除該類因素。
3.5 否定熱軋帶鋼加熱、冷卻不均問題
技術人員對帶鋼加熱爐加熱溫度、軋機冷卻設備進行檢查、確認,發現加熱曲線均衡、加熱時間滿足規程規定要求,軋機冷卻均勻,不存在堵塞及漏水點位,所以否定了該類因素對邊裂的影響。
3.6 肯定連鑄坯角裂是造成帶鋼冷軋邊裂問題產生的主要原因
通過低倍、晶相、電鏡檢驗分析,連鑄坯角部裂紋缺陷是造成帶鋼軋制產生邊裂的根源所在,角部存在裂紋,裂紋部位與空氣中的氧發生氧化反應,在裂紋位置產生FeO,經反復熱軋后,不能使裂紋部位壓合、焊合或壓合不牢固,熱軋帶鋼經進一步冷軋,由于該部位金屬間基體集合不牢固,在受到同樣的冷軋作用力的情況下,該部位裂紋顯露并進一步擴展形成邊裂缺陷。
4 結語
經全面的調查分析,確定了連鑄坯角部裂紋是造成50MnA帶鋼冷軋邊部缺陷產生的主要原因。我們從連鑄機二冷水配比、保護渣優化、結晶器水質優化、嚴控鋼水過熱度、規范連鑄機澆鋼制度等方面對鑄坯角裂進行攻關、管控,鑄坯角部裂紋缺陷得到明顯改善,該斷面鑄坯質量提升,熱軋帶鋼、冷軋帶鋼質量得到進一步提高,自2020年7月各項管控措施落實至今,軋制質量穩定。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38