精軋換輥系統優化與改進
2021-03-11 07:37:06鞏建武
中國金屬通報 2021年20期
關鍵詞:設備
鞏建武
(河鋼承鋼股份有限公司,河北 承德 067102)
在現代化鋼廠中,熱軋生產線精軋更換工作輥是連續生產過程中的關鍵環節,隨著生產自動化程度的提高,生產節奏的加快,隨著薄規格產品的提升,精軋機工作輥的更換日益頻繁,一般每個生產班次(8h)需進行2~3次,目前1780生產線的精軋工作輥的更換時間在25分鐘左右,每天換輥時間基本上近3小時。由此可見,精軋機工作輥換輥效率的高低直接決定熱軋生產線的產量。如何在換輥過程中簡化操作、優化流程、增強操作安全性、提高設備的穩定性,合理有效地減少換輥時間,提升精軋工作輥換輥效率,對生產節奏的提升提高起到舉足輕重的作用。
1 精軋工作輥換輥步驟
熱軋生產線精軋輥由兩部分組成,一為工作輥,二為支撐輥。現代化鋼廠在使用軋機進行生產作業的過程中,難免會遇到需要進行更換的精軋工作輥、支撐輥的情況。
換工作輥:①壓下抬起至適當高度,同時卸下工作輥軸向固定塊;②將換工作輥架子放入機架內;③人工將工作輥拉出至機架外,用行車吊下舊工作輥,吊上新工作輥,使用人工推入機架內,與萬向接軸連接,裝好軸向固定塊;④拉出換輥架,換輥結束。
換支撐輥:①將工作輥推出機架并吊下;②上支撐輥抬起至合適的位置,放入換上支撐輥架子,同時拆下支撐輥軸向固定板;③用行車將上支撐輥緩慢拉出機架,仍用行車緩慢地拉至機架內,同時固定好軸向擋板;④放入下支撐輥換輥架子,同上支撐輥一樣,用行車將下支撐輥緩慢拉出或拉進機架內,固定好軸向擋板。
出入口導衛打出—出入口刮水板打出—工作輥平衡關閉—調上階梯墊—上工作輥平衡缸升起—調下階梯墊—換輥小車前進到E13位置—下接軸夾緊關閉—下工作輥卡板缸打開—小車退回至E11位置,上工作輥平衡關閉—上接軸抱緊關閉—上工作輥卡板缸打開—小車退回到E6位—橫移平臺至裝輥位。
小車從E6位到E12位—上卡板關閉—上接軸抱緊打開—上彎輥提升—小車從E12位到E13位—下卡板關閉—下接軸抱緊打開—小車鉤子抬起,退回到E6位—調下階梯墊—上彎輥縮回—調上階梯墊—彎輥伸出—出入口刮水板打入—出入口導衛打入。
通過梳理換輥系統存在的主要問題,研究相關的改進方案;對影響換輥的設備問題進行切實可行的改造,制定具有針對性及可操作性的改進措施。
2 研究內容
2.1 對換輥系統的部分改造,優化換輥程序
測算換輥時間,優化換輥連鎖條件;完善一鍵停車換輥程序,形成標準化作業;完善設備周期維護、維修方案,形成標準化作業。
2.2 具體的思路
(1)分析研究自動換輥控制理論,改進換輥程序,縮短換輥時間。
(2)對影響換輥的問題進行有效梳理并建立檔案,利用輥役,待溫、待料等停機時間處理換輥問題,并進行設備改造,消除換輥故障。
(3)在定修時對高頻次的換輥問題進行切實可行的改造,制定具有針對性及可操作性的措施,減少設備故障,從而實現換輥系統的長周期穩定運行。
3 整改措施及分析
3.1 軋鋼結束準備換輥時,操作工選擇一鍵換輥
架精軋軋機按程序自動控制實現竄輥歸零、輥縫快開、扁頭對正后停車停水、活套自動抬起到換輥位、入口和出口導位打出,上述設備動作到位后在切換到自動換輥模式,這樣就減少了崗位人員重復操作,節約了換輥時間。

圖1 軋鋼換輥結構圖
3.2 優化部分設備動作的連鎖條件
為防止在換輥過程中抽輥時,工作輥撞壞刮水板。在程序中增加連鎖條件,即入出口刮水板只有在打出位時,才允許換輥小車后退抽輥;增加卡板關閉到位信號來后才允許竄輥動作的連鎖,防止將卡板在打開狀態下動作竄輥損壞卡板缸事故的發生。
3.3 入口刮水板信號改為壓力檢測
精軋刮水板打開位接近開關因工作環境差,經常損壞,不知道現場設備動作是否到位,現在桿側管路上增加壓力開關,壓力值達到設定值后打開位信號顯示,進行下一步動作。更換后信號穩定,方便換輥。
3.4 下階梯墊液壓缸結構進行改造
熱軋精軋機采用了先進的階梯墊結構,即在下支撐輥下安裝有階梯墊,該階梯墊由安裝在法蘭盤上的液壓缸驅動,法蘭盤安裝在下階梯墊框架上,階梯墊在框架內可來回移動,承受軋制力。液壓缸、法蘭盤以及下階梯墊框架屬于剛性連接,當階梯墊下方襯板磨損后,該磨損無處補償,最終彎曲液壓缸缸頭,導致其脫扣。該缺陷的存在嚴重影響了產線的正常生產。
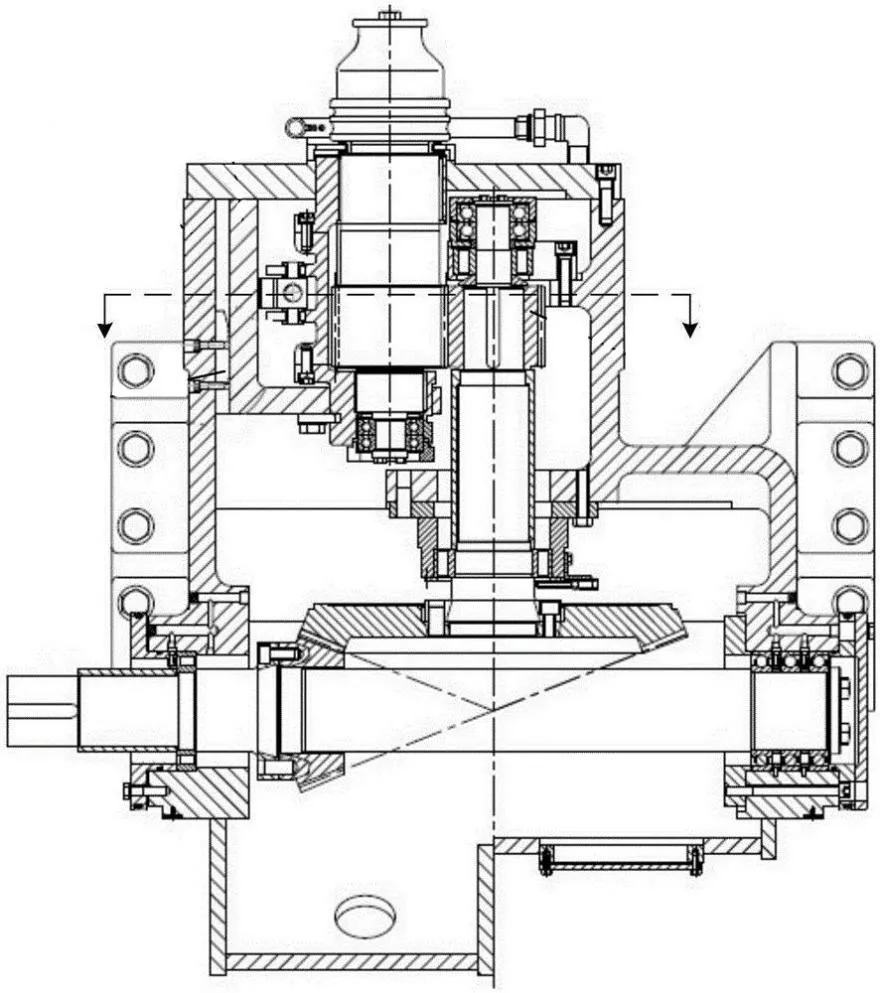
圖2 下階梯墊框架圖
對此設計一種能夠避免階梯墊液壓缸脫扣的裝置,避免液壓缸脫扣和銷軸掉落故障。該裝置為一種耳軸固定式液壓缸,液壓缸缸頭為銷軸連接,液壓缸通過耳軸座進行固定,液壓缸缸頭與下階梯墊的連接通過水平銷軸式的連接梁實現。該裝置能夠徹底消除因襯板磨損導致下支撐輥對下階梯墊液壓缸的彎曲力,徹底消除液壓缸缸頭脫扣故障,減少熱停避免經濟損失。
3.5 橫移平臺增加磁尺,保證定位的準確性
原橫移平臺通過接近開關進行位置檢測,原接近開關大小為Φ30mm,再加上檢測擋塊,在實際動作過程中發現其定位精度不夠,經常出現橫移平臺不到位切斷換輥小車電纜,工作輥打斜切斷油路板的嚴重設備事故,對此通過改進液壓缸,在原橫移平臺液壓缸底部增加磁尺,通過磁尺檢測位移,同時對控制程序進行優化,增加PIC調節控制器,實現橫移平臺精確定位,而且也能實現設備的啟動和停止時平穩運行,從而減少了位置檢測不準導致的熱停機事故。
3.6 換輥軌道及其底座的改造
換輥過程中,需要換輥小車在軋機內軌道、換輥橋架和軋輥修磨軌道運行,由于換輥小車及軋輥的重量高達40噸,換輥橋架在長期的使用過程中,會出現軋輥與換輥小車干涉、換輥軌道對不齊、換輥軌道高度差變大等問題,工人勞動強度大,且容易造成設備損壞。
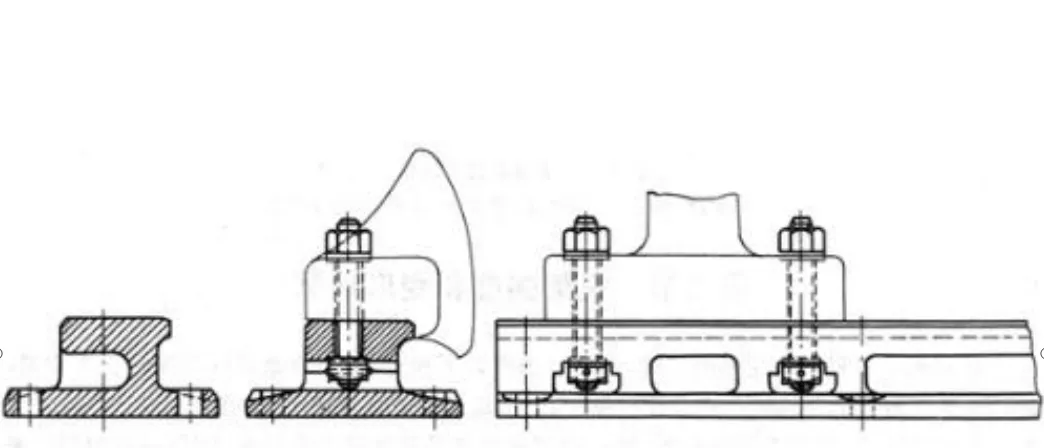
圖3 換輥小車的軌坐示意圖
經對現場分析,將工作輥軌道用30Kg/m的輕軌加工成倒V型軌道,對加工表面進行調質熱處理,增加表面使用強度,將軌道下方增加可調節基座,提高軌道的穩定性及定位性能。
4 結語
通過對影響換輥的設備問題不斷優化改造,現每次精軋換工作輥時間已控制在20分鐘內,提高了生產作業率,達到了歷史同期最好水平。今后還將進一步鞏固現有成果,繼續維護好換輥系統穩定工作。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00