鋁合金等溫擠壓技術研究及應用分析
2021-03-11 11:42:18黃和鑾羅銘強林麗熒
世界有色金屬 2021年22期
關鍵詞:變形
黃和鑾,李 輝,羅銘強,林麗熒
(廣東興發鋁業有限公司,廣東 佛山 528137)
常規鋁合金熱擠壓生產中,金屬溫度、變形存在分布不均勻的情況,極易導致擠壓成品尺寸、形狀、組織、性能等存在缺陷。通過應用等溫擠壓技術,可減少乃至消除此類缺陷與不足,生產的成品具有表里溫度均勻、變形均勻、流線合理、組織性能優異等特點,生產的材料利用率高、效率高,尤其是適用于生產成形力要求較低的薄壁、高筋等形狀復雜的構件。因此,加強此技術研究具有重要意義。
1 鋁合金等溫擠壓技術的提出
早在20世紀40年代,等溫鍛造構想被提出,并經20年的研究逐步成型,早期等溫鍛造理念主要用于生產鈦合金葉片,后期逐漸運用于各種金屬加工中。鋁合金等溫擠壓技術是基于等溫鍛造理念發展而來,此方法要求將模具、金屬坯料加熱至變形溫度,然后進行擠壓生產,成形前、后的坯料溫度維持不變,由此保證金屬變形抗力與流動均勻性[1]。
從鋁合金熱擠壓生產過程來看,金屬坯料在擠壓筒內存在劇烈的塑性變形情況,且與筒內表面、模具表面產生劇烈摩擦,90%~95%塑性變形功、摩擦功均會轉化為熱量,使得模具模孔周邊金屬變形區溫度、模孔出口處型材溫度持續增高。基于此情況,極易因溫度變化導致金屬型材頭尾的組織性能存在差異,并且,為防止擠壓后期模孔出口處型材溫度過高,往往需對擠壓速度進行控制,這也影響了實際生產效率。而等溫擠壓技術的優勢在于擠壓成型過程中模孔附近變形區內金屬溫度近乎恒定,有效解決了熱擠壓面臨的諸多問題,具體優點可歸納如下:①變形速率低、溫度穩定,防止局部過熱,可有效保證變形均勻性,成品微觀組織、綜合性能具有較高的一致性;②金屬毛坯冷卻與變形速度降低,變形抗力相應下降;③減小了模具激冷、材料應變硬化的影響,變形載荷減小,對設備噸位的要求降低,整個產品成形過程更為簡化;④通過建立等溫條件,可使鋁合金在最優熱力學條件下實現變形,且可精準控制加工參數,產品質量良好,適用于復雜結構擠壓件制作[2]。
2 鋁合金等溫快速擠壓技術原理與方法
2.1 技術原理
鋁合金等溫擠壓工藝制定參考擠壓極限圖,如下圖1所示,左側為擠壓能力曲線、右側為表面質量曲線。當擠壓溫度過低或是擠壓速度較慢時,擠壓過程難以實現;當擠壓速度過快或是溫度過高時,將導致成品表面出現裂紋、粘接等缺陷。而傳統擠壓區與等溫擠壓區相比,雖然能夠保證成品質量,但是擠壓效率相對較低,當參數取值為兩條曲線交點時,等溫擠壓能夠實現理論上的最大擠壓速度與最佳出口溫度。
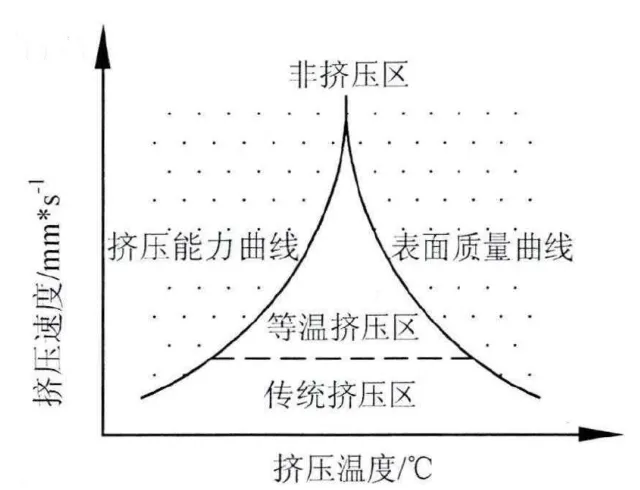
圖1 擠壓極限圖
2.2 技術方法
目前,實現鋁合金等溫快速擠壓的技術方法主要有以下幾種[3]。
2.2.1 梯溫鑄棒擠壓技術
此方法主要是利用前、后有溫差的棒料進行擠壓生產,棒料前端溫度高于后端,可有效抵消擠壓過程中型材出口溫度的升高,由此可在不降低擠壓速度的同時實現等溫擠壓,提升了整體生產效率。從鑄棒梯溫的實現方法來看,主要分為兩種:一是梯溫加熱(圖2(a)),梯度加熱爐主要采用線圈工頻加熱方法,加熱快、無污染,且節約能源。為進一步提高鑄棒溫度過渡的均勻性,增加可控加熱段數,并在各段裝設熱電偶進行溫度檢測,由此獲得預設的溫度梯度分布。二是梯溫冷卻,主要方法有棒料端淬法(圖2(b))、進行式單環冷卻(圖2(c))、固定式多環冷卻(圖2(d))。無論是采用梯溫加熱還是梯溫冷卻的方法,關鍵在于合理設計鑄棒溫度梯度,這兩種方法的優勢為設備簡單、成本低。
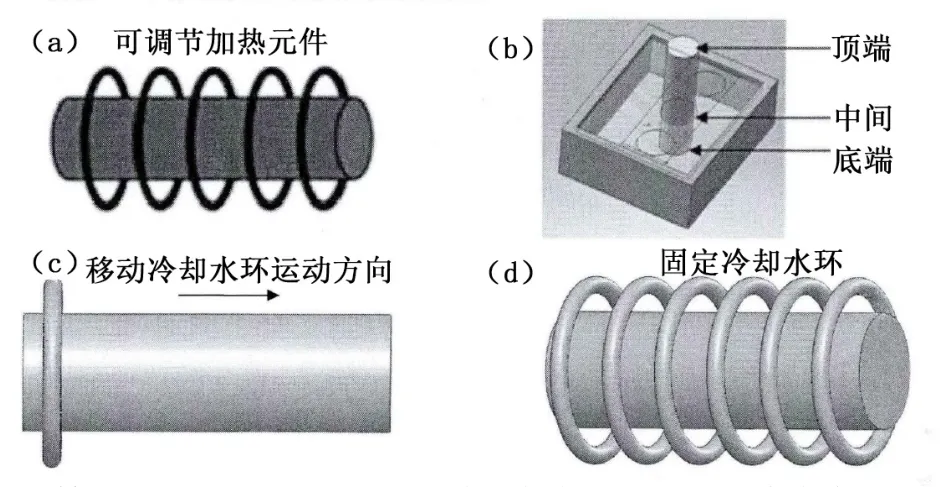
圖2 鑄棒梯溫實現方法
2.2.2 擠壓參數的熱—力耦合仿真
基于鋁合金型材出口溫度與擠壓速度的關系,通過摩擦與熱傳導等因素進行分析,對擠壓速度、溫度參數進行熱—力耦合仿真,獲得相應的溫度—速度曲線,并由此控制擠壓速度,進而實現近似等溫擠壓。基于此技術方法,鋁合金型材出口溫度波動小,但是相應的擠壓速度也有所降低。因此,需要加強控制系統的開發,有效保證擠壓速度,提高鋁合金生產效率。
2.2.3 溫度與擠壓速度閉環控制
通過準確測量鋁合金型材出口溫度,并與目標溫度對比,利用PLC控制系統修正速度。若是實際溫度高于目標,則閉環控制系統自動降低擠壓速度;反之,將自動加快擠壓速度,維持出口溫度達到設定目標,實現等溫擠壓[4]。由此為等溫擠壓技術的應用提供了有利條件,實現較好的生產效率及成品質量。
3 工程案例
3.1 結構件情況
本次采用7A04鋁合金生產大型車用輪輞,輪輞生產尺寸如下:口部、底部直徑600mm、508mm,壁厚12mm,屬于薄壁復雜結構件。傳統熱擠壓成形技術采用直徑500mm鑄坯,基于420℃坯料溫度下進行反復熱擠壓,成形力最大40000kN。試制過程中,由于結構件尺寸大,散熱相對較快,并且采用的是超硬鋁合金,較難成形,易出現變形量過大的問題。在成品探傷時顯示存在缺陷,線切割剖開后在內腔底部發現擠壓裂紋。
3.2 等溫擠壓技術方案
為保證擠壓成品質量,決定對坯料與擠壓技術進行全面優化,具體如下:
(1)選用直徑300mm鑄坯,鐓粗成直徑520mm的圓餅坯料,采取反擠壓沖連皮、車削底部的方法,制得內外徑分別為390mm、520mm的管料坯,并進行多次反擠壓、壓底、口部翻邊以及壓型操作。
(2)輪輞穿孔等溫擠壓,采用如下圖3所示的模具。擠壓過程中,模具與坯料的接觸面積減小,成型過程中擠壓力得到了控制,同時改善了模具受力。等溫擠壓過程中,坯料、模具分別加熱至450℃、420℃,保溫2h~3h,使用油基石墨潤滑,配置16000kN四柱油壓機,工作速率5mm/s。在整個成形過程中,關鍵是溫度控制,本次配置的是雙回路反饋串級溫控系統,保證模具與坯料始終維持恒溫狀態。
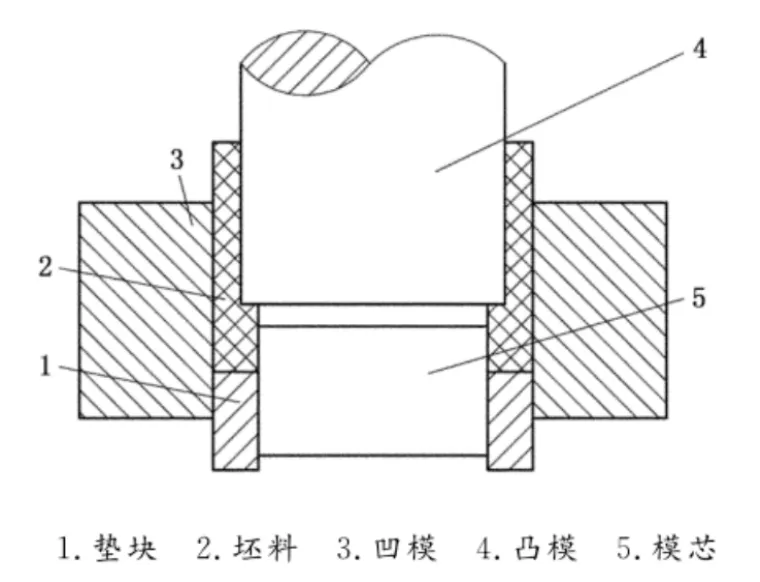
圖3 輪輞穿孔等溫擠壓示意圖
3.3 等溫擠壓成形效果
本次采用的穿孔等溫擠壓技術,輪輞成形效果良好,經檢查充型飽滿,外表面無裂縫,底部內腔也未發現擠壓裂紋。經由微觀檢查顯示,成品具備鍛件組織特征,再結晶充分,經大變形破碎后縱向組織呈明顯方向性。綜合來看,輪輞擠壓件尺寸、質量均滿足技術要求。
4 結語
隨著鋁合金型材使用的日益廣泛,各種復雜、大尺寸構件生產越加常見,這對鋁合金擠壓技術提出了更高的要求,為滿足型材形狀、尺寸以及組織性能等方面的要求,做好技術改進十分關鍵。通過等溫擠壓技術的應用,有效解決了傳統熱擠壓技術在生產效率、成品質量方面的問題。在實際生產作業中,根據實際情況合理選擇等溫技術方法,并在條件允許的情況下引進一些先進的系統設備,以期全面提高鋁合金生產效益。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36