影響金屬切削數控車床操作精度的因素及解決方法
2021-03-11 11:42:26李鏡懸邱述龍覃事鵬
世界有色金屬 2021年22期
李鏡懸,邱述龍,覃事鵬
(中國航發南方工業有限公司,湖南 株洲 412002)
在計算機技術的應用下,機電行業的制造技術已經日漸成熟,相關企業逐漸完成新舊技術的更替,其中也包括改良數控設備。世界上多個領域的研究成果被綜合應用在精密機械的設計中,從而可以自動準確地掌握各類網絡通信技術的高效應用。隨著信息技術的成熟發展,數控車床的加工工藝已經完成了傳統向現代的轉換,在計算機編程的應用下極大地提升了金屬企業的經濟效益。在全球經濟化的影響下,加工工藝的水平可以全面展現各個國家的經濟狀況和發展狀態,其中數控編程在金屬機械加工中的廣泛應用能夠提高車床加工精度和加工質量,保證在滿足質量要求下縮短零件的生產周期,增加企業的經濟效益。如何提高零件加工精度是現代企業增強競爭力的重要發展方向,在提高工作效率上具有重要意義,本文在此基礎上研究影響數控車床加工精度的因素,并提出相應的解決辦法為企業的經濟效益提升提供思路。
1 數控車床加工精度的影響因素
數控車床是在刀具和相關構件組合完成后通過編程語言完成加工的裝置,在其工作前需要對驅動系統和部分裝置進行設定。其自身機械力和驅動性,可能會在一定程度上影響其加工精度,包括主軸轉速和給進量以及刀具選擇和切屑次數等[1]。主軸轉速越高產生的給進量越多,在重復使用的刀具中會造成表面切削的縫隙,成品工件的粗糙度范圍會在正交轉換中無法精準打磨,以上三方面因素作用下造成了數控車床加工精度的改變。
2 數控車床加工精度提高方法
2.1 設定模糊評價集合
根據影響數控車床加工精度的因素分類,以最有利于工件表面的質量完成指標作為精度提高的準則,對以上因素按照重要程度進行排序,基于模糊法構建多個評價集合。模糊評價法是綜合模糊數學對原有隸屬原理的定性指標變為定量指標的評價過程,對受到多種因素制約的事物或對象作出一個總體的評價。將每個控制因素的作用程度作清晰劃分,引入權重因子對加工參數進行模糊分析并按照組合權重依次分配,將不確定的數控元件實際信息進行存儲和傳遞,根據不同指標的評價因素和關系內在聯系,分別確定兩者的表達方式。按照工藝歷史完成的粗糙度數值和切削參數,對相關數據繪制曲線變化統計圖,對轉折點出現的權重比值分別以不同參數集合表示。
2.2 建立金屬材料切削隸屬函數
利用歸一法將評價集合中的多個參數進行排列組合,建立金屬材料切削與主軸之間的隸屬關系函數,按照每個參數子集中的數值依次對設備的性能加以標注。在設備運行過程中涉及到的評價參數以由近到遠的原則完成組合,每個參數到子集中心的距離不能超過工件表面的軸長半徑[2]。按照同時存在的均數差別,對首個轉換的參數逐個剔除,對列組合的重復分析后可以在第二階段產生主效應,進一步完成對表面粗糙度不同切削函數的確定,并將其所得函數值以組合排列的方式重新歸置,反復重新十次以上直到組合完成的函數關系滿足評價集合的設定范圍。通過完成隸屬函數的范圍設定后,可以在較大值的沉積作用下,進行工件的組合加工以防止過大切削量對峰谷深度的影響。
2.3 控制峰谷切削誤差
工件的峰谷誤差會在不同直徑大小的圓柱表面形成粗糙點,并嚴重影響運行狀態下的主軸轉速和給進次數,使完成加工的工件無法達到標準精度。對需要提高主軸轉速的部位重新選取切削次數和工具,在加工工藝的設定上及時控制不同組件部位的溫度,使用不造成金屬表面磨損的刀具,綜合考慮其使用壽命,并按照主軸的轉速逐漸對推進量進行加大[3]。
3 實驗結果分析
3.1 實驗準備
為驗證本文設計的精度提高方法具有實際應用效果,采用多輪實驗測試的方法進行驗證,實驗分為正常加工和應用優化方法后兩個步驟。
在選取某國產控制系統生產的三組數控車床后,只對外圓柱表面進行加工實驗,按照設定好的G61格式進行編程,保證進給量和切削次數不變的前提下,完成的金屬零件表面粗糙度如下圖1所示。
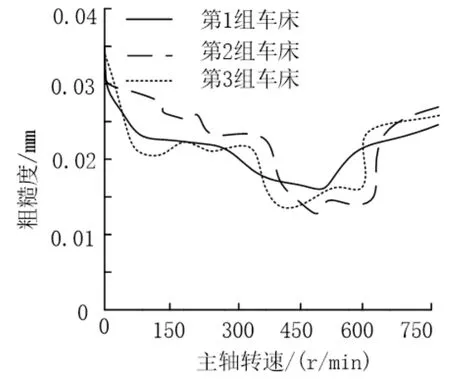
圖1 每組車床加工表面粗糙度
根據圖中內容可知隨著主軸轉速的不斷增加,三組車床完成加工的粗糙度呈現上升趨勢,在轉速為420~600r/min之間其粗糙度滿足生產標準0.02mm,其余狀態下的粗糙度指標過大影響加工精度。
3.2 優化過程
在分析車床的加工給進標準后,重新擬定金屬零件加工路線和切削用量,對零件所在的工件坐標系中保持其與刀具的垂直角度,按照擬定格式進行程序的校驗和試切:
(1)內外直徑切削模式:在以終點的絕對編程下,增量切削的循環有限距離,使起點與終點的半徑差值可以和刀具的運動軌跡相吻合。
(2)端面切削循環模式:切削終點到起始的有向距離循環完成后,可以對頂端的接口進行平行移動,促使主軸在轉角過程內和對接頭保持絕對距離的無縫連接。
3.3 結果分析
為進一步驗證本文方法能夠有效提高金屬零件加工精度,選擇MATLAB仿真測試平臺對選定的車床進行多輪模擬加工測試。將車床生產加工程序導入平臺中,設置基礎轉速為350r/min,每輪測試會增加40r/min轉速,在不同的主軸轉速下測定的零件表面粗糙度,具體結果如下表1所示。
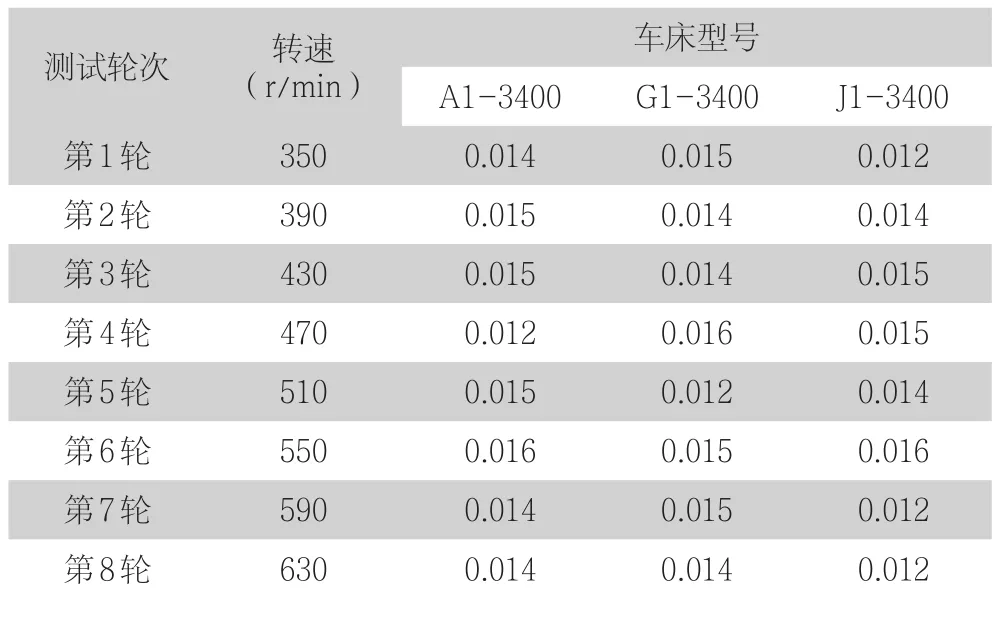
表1 不同主軸轉速下的金屬零件表明粗糙度(mm)
根據表中數據可知在文本方法下,在主軸轉速增長的情況下,三組車床加工后的零件表面粗糙度分別為0.014mm、0.014mm和0.013mm,均不受其影響。綜合結果來看,本文方法能夠有效控制主軸轉速對車床加工零件的粗糙度的影響,從而有效提高加工零件精度。
4 結語
本文在分析對數控車床加工精度影響因素中,提出了提高加工精度的創新方法,在模糊集合和隸屬函數的雙重作用下,控制了刀具在切削工藝中的誤差高度,有效解決加工金屬零件表面粗糙度等問題。
實驗結果表明本文設計的方法能夠在不同的主軸轉速下,控制加工零件表面的粗糙度,三組零件表面的測試結果均符合0.02mm標準。但本文在研究過程中針對影響精度的因素只選擇了一個方面進行優化,得到的實際精度會存在一定偏差。后續設計過程中會全面總結所有的影響因素,對主軸轉速和刀具選擇以及切削角度方面綜合考慮,設計出更加科學的精度控制方法。
猜你喜歡
石油瀝青(2021年4期)2021-10-14 08:50:44
世界科學技術-中醫藥現代化(2021年10期)2021-03-02 05:52:06
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年4期)2017-06-22 11:18:05
制造技術與機床(2015年10期)2015-04-09 07:05:42
中國教育技術裝備(2015年19期)2015-03-01 02:43:07
裝備機械(2015年1期)2015-02-28 22:19:52
中國工程咨詢(2015年2期)2015-02-14 02:59:26
機械職業教育(2014年9期)2014-02-28 02:09:18
河南科技(2014年1期)2014-02-27 14:04:25