連續燒漏風口小套原因分析
2021-03-16 06:23:04楊軍昌
中國鋼鐵業 2021年12期
關鍵詞:生產
楊軍昌
1.概述
首鋼長治鋼鐵有限公司座落于山西省長治市,隸屬于首鋼集團。目前投產運行的有2座千級高爐。根據公司系統檢修安排,定于2021年5月18日對9號高爐、煉鋼轉爐、動力制氧機進行系統檢修。由于鐵水處理困難,且不能進行富氧、噴煤,8號高爐需要降低冶強,并轉為全焦冶煉生產。在系統檢修前的5月17日22:25時進行預休風,堵2、6、10、14、18號共5個風口。
2.風口小套燒漏過程
5月17日23:15時復風后,逐步恢復風量至2200m3/min,熱風壓力230kpa運行。爐前出鐵間隔時間延長至25分鐘。在夜班出第849571爐次鐵過程中,06:15時發現13號風口小套漏水,在開849752爐次鐵口過程中,07:00時發現4號風口小套漏水。對13號和4號風口小套采取壓水措施,現場觀察13號風口小套下端有掛渣現象,小套與二套接觸面滲水較多,判斷漏水部位較大。于是聯系調度,組織爐前出渣鐵,準備休風更換風口小套。10:15時休風后卸下13號風口小套,發現下部底端內側、左側(靠14號風口側)兩個部位都有燒漏,且燒漏面積較大;4號風口下部底端外側燒漏。更換完畢后,堵2、6、10、13、18號風口于11:35時復風。復風后逐步恢復風量至2200m3/min,在中班849758爐次鐵堵口后約10分鐘,17:35時發現9號風口小套漏水,風口小套在壓水措施后下端仍有掛渣,小套與二套接觸面滲水較多,判斷風口漏水部位較大。于是聯系調度,開鐵口出849579爐次鐵準備休風,在出鐵后期,第一次減風后發現11號風口小套漏水。19:46時休風后卸下9號風口小套,發現下部底端內側燒漏,面積較大,11號風口下部底端外側燒漏。更換完畢漏水風口后,堵3、6、13、18號風口復風,逐步恢復風量至2150m3/min;熱風壓力228kpa運行。5月19日01:30時開始富氧、噴煤,由降低冶煉強度、全焦冶煉生產結束轉為正常富氧、噴煤生產。
3.風口小套燒漏原因分析
本次轉換生產過程共燒漏4個風口小套,這是事前沒有預料到的。對此進行分析,認為與爐前出鐵組織、鼓風動能較大、封堵風口位置不適有關。
3.1 爐前出鐵組織
降低冶強生產后,變化最大的是風量和熱風壓力,兩者明顯降低,使爐前出鐵組織產生一些變化。本次降低冶強轉全焦生產后,在爐前出鐵組織上對鐵口深度、孔徑、流速沒有及時調整到位,對整個高爐生產造成了一定影響(見表1)。
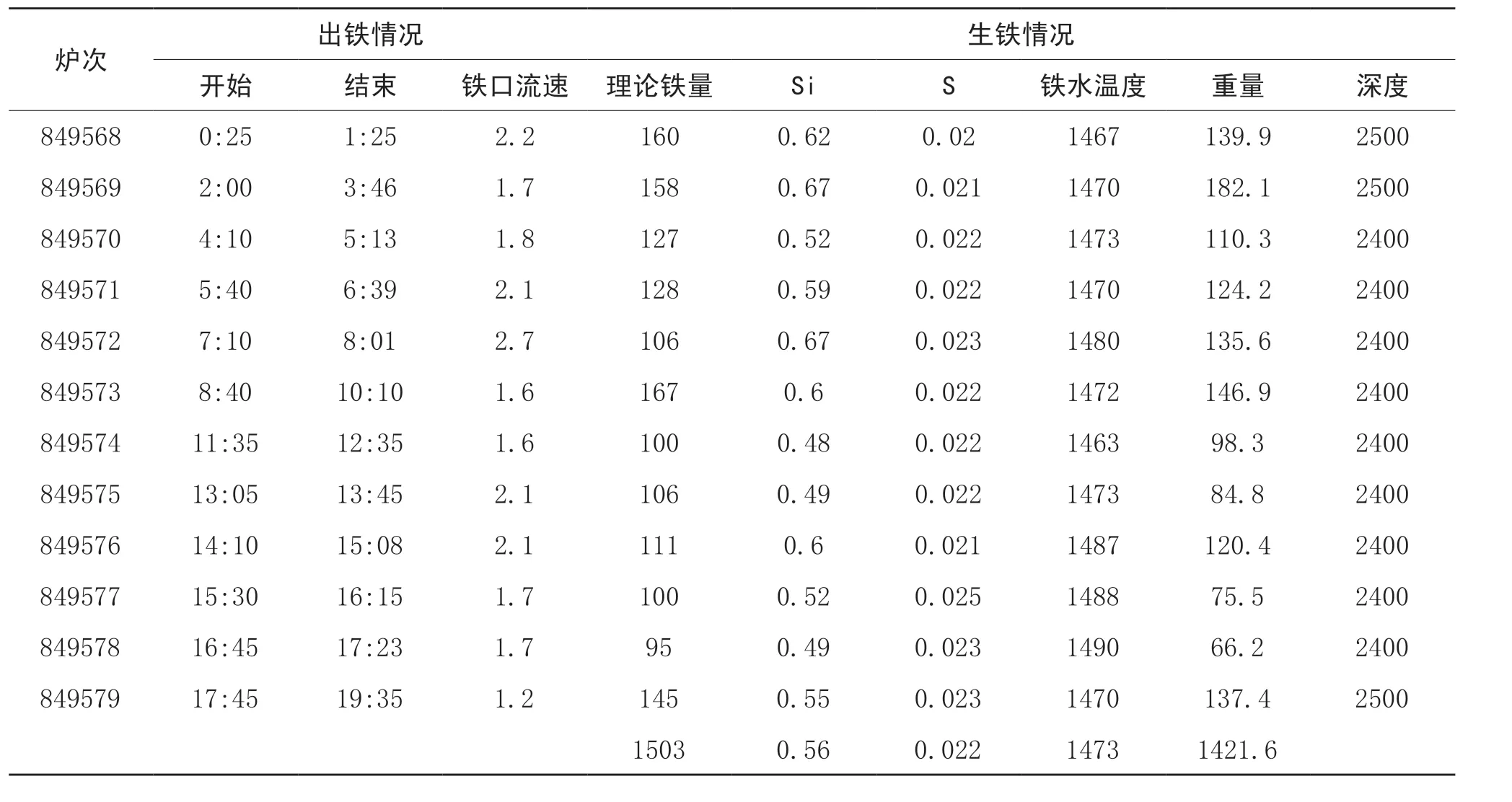
表1 5月18日爐前出鐵組織統計表
3.1.1 虧鐵量大
8號高爐要求鐵量差小于10%。在降低冶強生產過程中,第一次發現風口小套漏水在06:15時,正是849571爐次出鐵過程中,而上爐鐵949570爐次虧鐵16.7噸,鐵量差13.1%。第二次發現風口小套漏水是在17:35時,正是在開849578爐次的鐵口過程中,而上一爐次849577爐次虧鐵24.5噸,鐵量差24.5%。從上述數據分析,這兩次風口小套燒漏前都出現虧鐵現象,且虧鐵量較大,鐵量差都大于10%。虧鐵影響爐內順行,使高爐憋風,減少下料批數,燒壞冷卻設備,甚至造成冷卻設備爆炸[1]。
3.1.2 鐵口流速低
8號高爐正常生產時平均流速在3.1t/min,本次降低冶強生產過程中,第一次發現風口小套漏水的849571爐次鐵口流速2.1t/min,上爐次849570爐次為1.8t/min。第二次發現風口小套漏水的849578爐次鐵口流速1.7t/min,上爐次849577爐次為1.7t/min。都遠低于3.1t/min的流速水平。鐵口流速低會出現渣鐵排不盡,影響料柱透氣性,造成壓差升高,使爐缸內積存渣鐵過多等。所以,要適當開大鐵口孔徑,按使用風量占正常風量的比例,降低鐵口流速占正常流速的比例。
3.1.3 鐵口深
合理的鐵口深度是爐缸內襯至爐殼厚度的1.2~1.5倍[2]。8號高爐正常生產時鐵口深度在2500mm水平。本次降低冶強生產后,鐵口深度仍在2400~2500mm,基本在正常范圍。這種深度相對于2200m3/min的風量來說是深了。鐵口深了會出現鐵口難開、鉆漏,出現潮泥造成噴濺,出鐵不均勻,導致渣鐵排不盡的情況。所以降低冶強生產后,要適當放淺鐵口深度至2100~2200mm,向鐵口區域爐墻厚度的1.2倍下限范圍靠攏,與風量相匹配。
3.1.4 小結
從上述分析看,對于降低冶強生產后的鐵口維護,要適當放淺深度,適當增大鐵口孔徑,按使用風量占正常風量的比例,降低鐵口流速占正常流速的比例。對于出鐵爐次不建議刻意降低,按實際生產節奏組織出鐵即可。
3.2 鼓風動能
3.2.1 鼓風動能理論計算
高爐煉鐵生產中,單位時間內每個風口鼓入高爐內鼓風所具有的機械能稱為鼓風動能。不同高爐有與其冶煉條件和爐容相適應的鼓風動能。過小的鼓風動能會造成爐缸不活躍,使初始煤氣流分布偏向邊緣。過大的鼓風動能易形成順時針方向的渦流,造成風口下方堆積而使風口下端燒壞[3]。生產實踐對鼓風動能的計算,一般參照《高爐生產知識問答》中的鼓風動能計算公式進行計算:
E(kg·m/s)=1/2×(P0Q0/gn)×[(Q0/nf)×(273+t)/273×(P0/P)]2。
公式中P0為標準狀態下鼓風密度kg/m3;g為重力加速度,9.81m/s2。根據該公式,8號高爐正常生產時風量3166m3/min,20個風口,使用富氧、噴煤時,鼓風動能約在16417 kg·m/s水平。5月18日轉入堵5個風口降低冶強,停氧停煤轉為全焦冶煉生產時,鼓風動能約為16648kg·m/s。從計算結果看,降低冶強全焦冶煉生產的鼓風動能,比造成富氧噴煤生產的鼓風動能略大(見表2)。
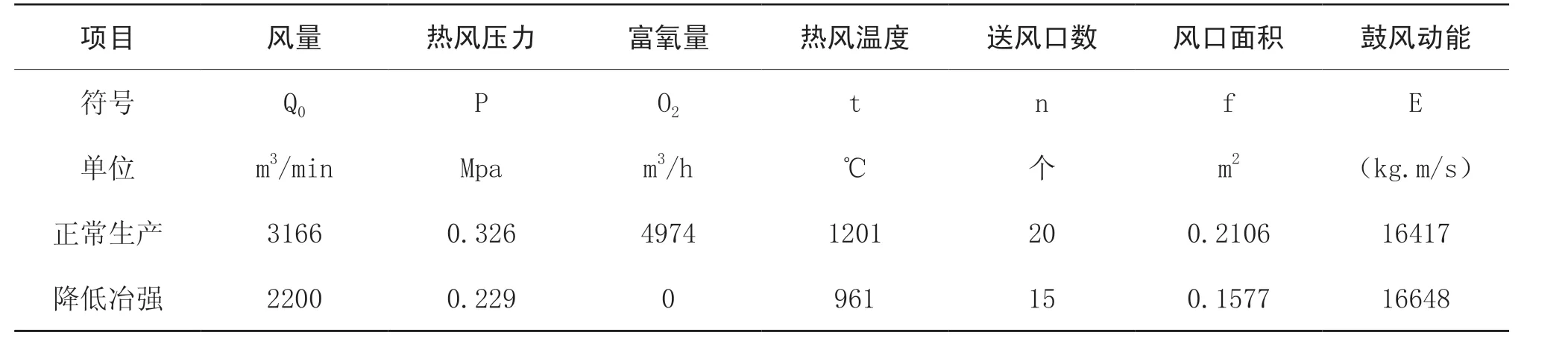
表2 高爐操作參數控制表
3.2.2 爐況實際反應
從實際操作情況看,5月18日高爐出現料速不均勻,出鐵前慢6.0/6.5批,出鐵后料快8.0/8.5批。爐頂溫度波動大110℃~300℃,溫度帶窄,料快時爐頂溫度低,料慢時爐頂溫度高。從風口工作狀況看,風口工作活躍,但顯涼,風口破損多在內側下端。實際燒漏的4個風口小套中13號、9號風口小套就是燒漏在下端內側。從爐溫控制情況看,生鐵含硅量在0.40%~0.70%之間,生鐵含硫量在0.020%~0.030%之間,鐵水物理熱較正常生產低,石墨碳析出少。這些爐況反應與鼓風動能過大的征兆基本吻合。在5月18日高爐第二次休風更換漏水風口小套完畢21:33時復風后,堵4個風口送風,風量恢復至2150m3/min,熱風壓力228kpa,熱風溫度用至960℃不再增加,鼓風動能在13200kg·m/s水平,高爐爐況明顯好轉,運行正常。
3.2.3 小結
根據上述理論分析和實際操作情況看,本次降低冶強轉全焦冶煉生產后的鼓風動能大于正常富氧噴煤生產的鼓風動能。所以,在有類似降低冶強生產時,鼓風動能的控制不能超過正常生產,應比正常生產略低。
3.3 封堵風口
堵風口操作是高爐使用的一種工藝手段,有花堵和集中堵之分。花堵是指間隔開堵風口;集中堵是指挨著連續堵風口。根據不同的爐況和堵風口的目的,堵風口的方式也不盡相同。本次8號高爐堵風口的目的是減少入爐風量,降低冶煉強度,降低產量在日常2100噸左右,匹配鑄鐵機處理鐵水能力。同時保證一定的風速和鼓風動能,維持爐缸的工作狀況。共堵2、6、10、14、18號5個風口。
3.3.1 燒漏風口小套與鐵口及送風口關系
這次燒漏的風口是13、4、9、11號共4個風口小套。從燒漏的時間順序和位置分析,第一個發現燒漏的是13號風口小套,13號風口前端熔化的渣鐵從南鐵口排出要經過14號風口位置,而14號風口位置緊挨著南鐵口上方的15號風口,所以堵14號風口會對南鐵口工作狀況造成影響,對13號風口前原來的渣鐵流通道產生影響。第二個發現的是4號風口小套,4號風口前端熔化的渣鐵從北鐵口排出要經過2號風口,而2號風口位置緊挨著北鐵口上方1號風口,會對北鐵口工作狀況造成影響,對2號風口前原來的渣鐵流通道產生影響。第三個發現燒漏的是9號風口小套,第四個發現燒漏的是11號風口小套;9號和11號風口在靠東方向,距離南北鐵口都較遠;但由于在10號風口兩側,在高爐進風總管位置的10號與11號風口之間,所以進風狀態也發生了變化。這些都可能導致風口小套燒漏。
3.3.2 小結
(1)鐵口和送風口。堵鐵口上方的風口或堵緊挨鐵口上方的風口,對鐵口工作的影響較大,所以如果不是鐵口工作失常或爐況需要,一般不建議堵鐵口上方的風口或緊挨鐵口上方的風口。反而要與鐵口上方的風口保持一定距離,使鐵口上方的風口與鐵口貫通,形成煤氣流通道和渣鐵流通道。要選擇離開鐵口適當距離位置的風口進行封堵。高爐送風口,因其距離鐵口最遠,所以其正下方左右兩邊的風口不要封堵,盡量錯開。
(2)渣鐵流通道。堵風口后煤氣流與渣鐵流通道都會發生變化。堵風口數越多變化越大。原先的通道會被截斷、堵死、縮小。如果通道不暢,渣鐵液不能及時滲透、排出,容易引發事故。所以一方面需要送風口與開鐵口的引導,形成新的通道。另一方面要保持能用的原通道暢通,即保持良好的渣鐵流動性,保持原通道不被堵塞或縮小太多。
(3)爐型變化。高爐建成后工作一段時間爐型會發生變化,稱為操作爐型。每個高爐都有自己的操作爐型,8號高爐的操作爐型侵蝕情況北邊多南邊少;2個鐵口夾角為80度,堵風口應重點考慮選擇在2個鐵口之間和侵蝕較為嚴重的北邊。
(4)堵風口方式。可以根據所需降低冶強的水平來計算堵風口的個數,當個數決定后再決定堵風口的方式。從8號高爐的設計和生產實踐中堵風口的實例來說,較經典的堵風口模式:堵1個風口是根據需要堵任何位置;堵4個風口是3、8、13、18號風口;堵7個風口是集中堵。5至6個風口的封堵要參考以上分析,采取花堵與集中堵相結合的方式。本次堵風口是花堵2、6、10、14、18號5個風口。與經典模式相比,與鐵口距離較近,在送風口正下方。
4.結語
降低冶強堵風口生產要統一思路,制定好方案,把風量、風口、鼓風動能調整到一個匹配的平臺。應重點考慮爐況穩定、順行、匹配,而不是堵了風口后再增加一點風量用風的問題。
降低冶強生產,爐前對鐵口的維護深度比正常生產要略淺一些,孔徑比正常生產略大一些,鼓風動能的降低要比正常生產略低一些。堵風口時要結合實際爐況、爐型和已經形成的模式及鐵口和送風口的位置進行封堵。
參考文獻略
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16