非對稱異形截面環件的冷輾擴成形力能參數與圓度影響規律研究
2021-03-17 09:27:34徐煥磊孫寶壽袁佳耀徐永銘徐振威
寧波大學學報(理工版) 2021年2期
徐煥磊, 孫寶壽*, 袁佳耀, 徐永銘, 徐振威
非對稱異形截面環件的冷輾擴成形力能參數與圓度影響規律研究
徐煥磊1,2, 孫寶壽1,2*, 袁佳耀1,2, 徐永銘1,2, 徐振威3
(1.寧波大學 機械工程與力學學院, 浙江 寧波 315211; 2.浙江省零件軋制成形技術研究重點實驗室, 浙江 寧波 315211; 3.寧波雄獅機械制造有限公司, 浙江 寧波 315400)
以非對稱異形截面環件高壓油管連接套筒為研究對象, 采用對稱冷輾擴工藝, 應用Simufact軟件對冷輾擴成形過程進行了模擬分析, 研究了驅動輥轉速和芯輥進給速度對冷輾擴過程中軋制力、軋制力矩和環件圓度誤差的影響. 結果表明: 降低芯輥進給速度或增大驅動輥轉速, 能有效降低兩道次冷輾擴過程中的軋制力和軋制力矩; 驅動輥轉速為12rad·s-1, 芯輥進給速度為1.0mm·s-1時, 第一道次冷輾擴定位凹槽(縮口)內外圈圓度質量最優, 圓度誤差分別為0.1735mm和0.1864mm; 驅動輥轉速為14rad·s-1, 芯輥進給速度為1.2mm·s-1時, 第二道次冷輾擴縮口內外圈圓度質量最優, 圓度誤差分別為0.0849mm和0.1202mm.
冷輾擴; 非對稱異形截面環件; 高壓油管連接套筒; 軋制力; 軋制力矩; 圓度誤差
高壓油管連接套筒是高壓油路的重要連接構件, 屬于復雜的非對稱異形截面環件. 目前工業界大多使用車削工藝制造高壓油管連接套筒, 其材料利用率不到30%, 故迫切需要更為先進穩定的制造工藝, 以提高環件的成形質量和材料利用率.
另一方面, 冷輾擴工藝主要應用于無縫環件生產, 尤其在軸承套圈的制造上[1-4]. 對于冷輾擴工藝參數對環件成形質量的影響, 華林等[5-6]以矩形截面環件為研究對象, 在建立徑軸向冷輾擴咬入條件的同時, 探究不同芯輥進給方式對冷輾擴軋制力和環件最終成形圓度質量的影響; 并提出在冷輾擴不同階段需要使用不同進給方式的思想. Li等[7]使用有限元法分析了冷輾擴過程中驅動輥轉速和芯輥進給方式對環件成形質量的影響. Guo等[8]和Yang等[9]分別探究了在冷輾擴過程中, 成形輥(驅動輥和芯輥)的徑向尺寸和材料性能對環件成形質量的影響. 孫寶壽等[10]探索了工藝參數對高鐵軸承內外圈冷輾擴過程中力能參數的影響, 并加以實驗驗證. 李華等[11]探索了環件毛坯的寬徑比對環件冷輾擴寬展量的影響, 發現提高寬徑比可以使環件端面的成形更加均勻. 楊合等[12]探索了2種階梯形異形截面環件在冷輾擴過程中環件半徑擴大行為與芯輥進給量之間的關系, 結果顯示隨著芯輥的壓下量增加, 環件外圈和內孔的徑向尺寸增大速度加快. 郭良剛等[13]通過三維數值模擬研究了幾個重要的材料參數(硬化指數、屈服強度和彈性模量)對環件冷輾擴過程中環件端面質量、軸向寬展、輾擴力、輾擴力矩以及金屬流動特性的影響規律. Ryttberg等[14]探究了冷輾擴對材料為100Cr6的矩形截面環件和異形截面環件的微觀結構和金屬紋理的影響. 綜上可知, 已有的相關文獻主要研究工藝參數對矩形截面或梯形截面環件冷輾擴成形質量以及材料微觀組織性能的影響, 針對非對稱異形截面環件的冷輾擴成形技術未見有深入研究的報道.
本文以提高材料利用率和成形質量為目的, 使用兩道次對稱冷輾擴, 實現了高壓油管連接套筒的成形; 應用有限元軟件對環件兩道次冷輾擴進行模擬, 探究了驅動輥轉速和芯輥進給速度對環件冷輾擴過程中軋制力、軋制力矩和圓度誤差的影響, 為進一步在冷輾擴設備上進行實驗提供了理論依據.
1 工藝方案與有限元模型
1.1 工藝方案的確定
高壓油管連接套筒屬于非對稱異形截面環件, 其結構尺寸如圖1所示. 使用冷輾擴工藝對此類環件進行加工, 需解決以下問題: (1)如何提高材料的利用率; (2)如何實現環件縮口的成形; (3)如何解決冷輾擴過程中軸向力過大而導致設備損壞; (4)由于環件內圈存在溝道, 可能出現金屬流動性不佳而導致溝道金屬填充不滿.
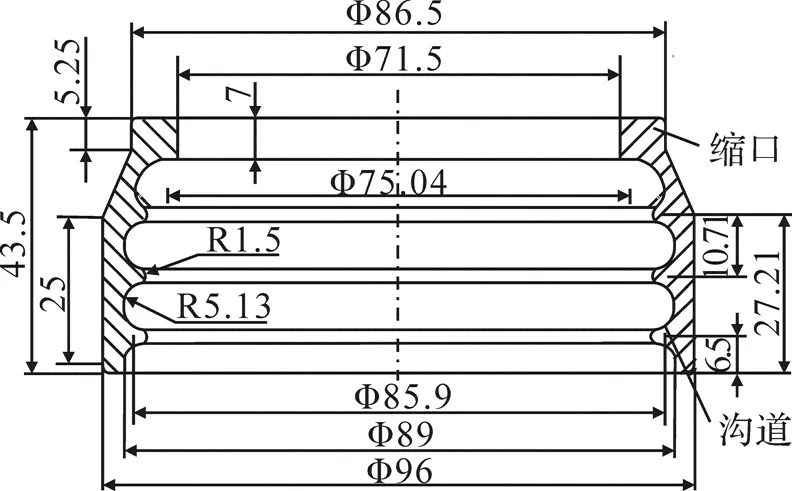
圖1 高壓油管連接套筒成品結構尺寸(單位mm)
為解決上述問題, 采用以下措施: (1)為提高材料利用率, 選擇?75等直徑空心管作為毛坯; (2)通過對稱冷輾擴解決軸向力過大問題; (3)通過預車削環件內孔, 解決環件內孔溝道填充不滿問題.
套筒冷輾擴成形工藝流程如圖2所示.
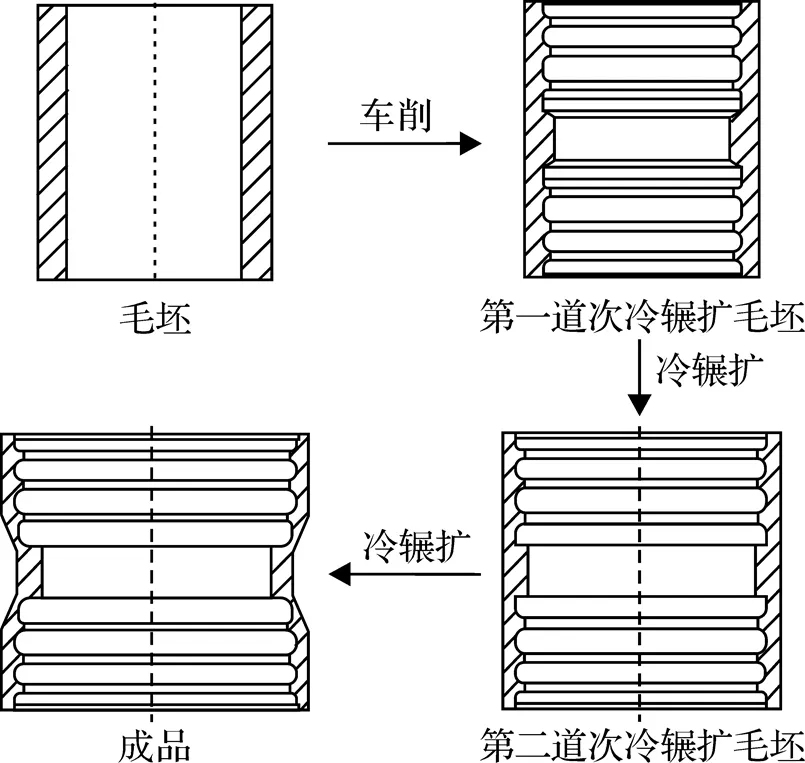
圖2 高壓油管連接套筒工藝流程
1.2 有限元模型的建立
套筒冷輾擴有限元模型及成品如圖3所示. 套筒冷輾擴工藝分兩道次進行, 故需要設計兩套模具. 第一道次冷輾擴完成外圓定位凹槽和增大環件徑向尺寸; 第二道次冷輾擴完成環件縮口的成形, 并使環件的徑向尺寸達到產品要求.
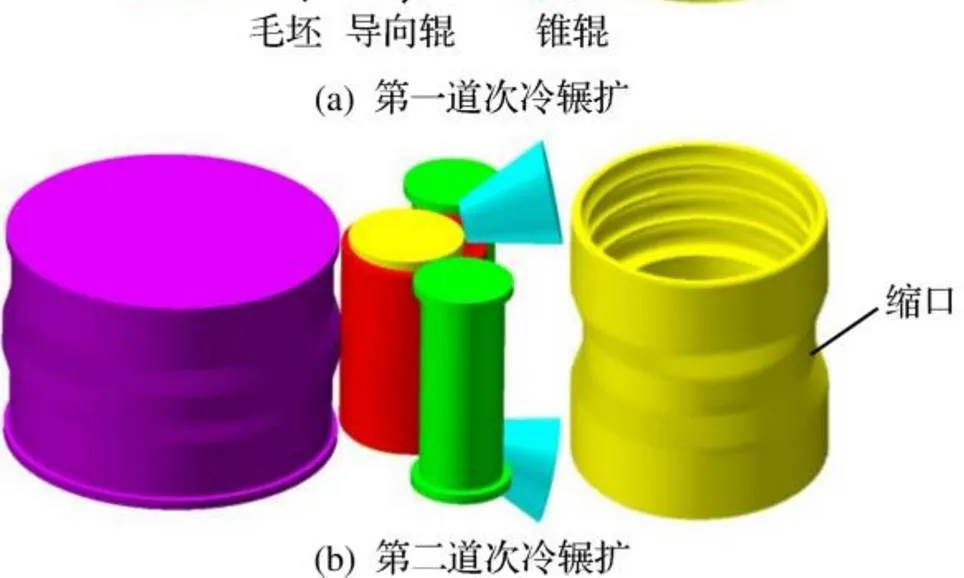
圖3 有限元模型及模擬軋制成品
考慮冷輾擴設備的主要技術參數, 計算確定最終模具的尺寸(表1).
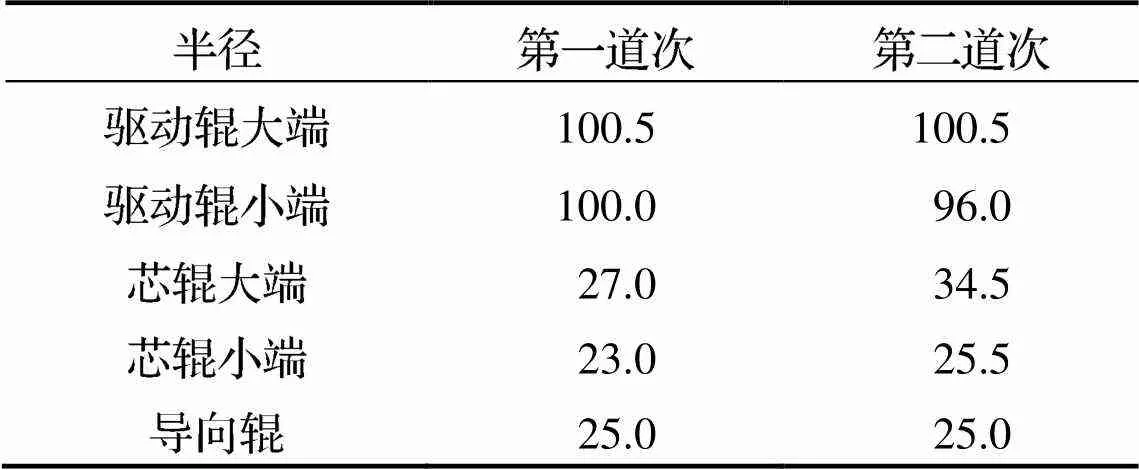
表1 模具尺寸 mm
使用35號碳素結構鋼作為冷輾擴套筒毛坯材料, 由Simufact軟件導出真應力―真應變曲線(圖4).

圖4 真應力―真應變曲線
圖4中泊松比為0.3, 密度為7.85×103kg?m-3; 設置軋輥溫度為20℃, 環件初始溫度為20℃; 網格劃分方式設置為Ringmesh, 單元類型選擇為六面體. 為防止環件在軋制過程中出現不轉動現象, 適當增加驅動輥與環件之間的摩擦系數可有效改善咬入條件, 故設置環件與驅動輥間的剪切摩擦為0.5, 其余軋輥間的剪切摩擦為0.1.
2 工藝參數對冷輾擴力能參數的影響
冷輾擴過程中軋制力和軋制力矩的最大值和波動幅度是衡量環件軋制過程是否穩定的重要指標. 芯輥進給速度和驅動輥轉速是影響力能參數的重要因素, 因此, 首先研究這2個工藝參數對軋制力和軋制力矩的影響.
2.1 驅動輥轉速對第一道次冷輾擴的影響
為探究驅動輥轉速對第一道次冷輾擴的影響, 以芯輥進給速度為1.0mm·s-1, 驅動輥轉速分別為6、8、10、12、14rad·s-1進行有限元模擬, 結果如圖5所示. 根據圖5軋制力曲線的變化規律, 將第一道次冷輾擴過程分為4個階段: (1)外圓定位凹槽成形階段, 軋制力在冷輾擴初期出現短暫的快速上升; (2)環件整體咬入階段, 軋制力快速上升直到進入下一階段; (3)穩定冷輾擴階段, 軋制力隨著冷輾擴進行而緩慢上升并達到峰值; (4)冷輾擴精整階段, 芯輥停止進給運動, 軋制力開始快速下降直到加工完成.
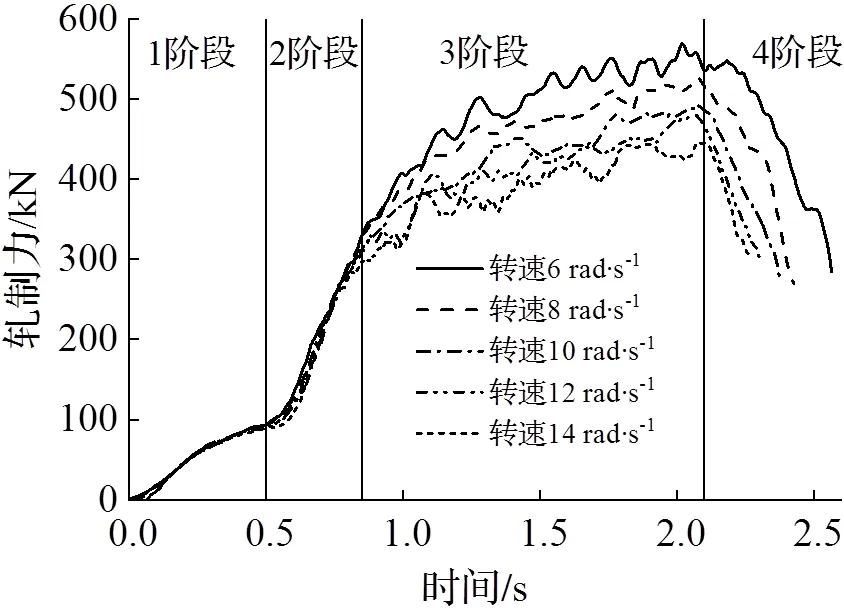
圖5 驅動輥轉速對第一道次冷輾擴軋制力的影響
從圖5可知, 隨著驅動輥轉速從6rad·s-1增至14rad·s-1, 軋制力在定位凹槽成形段和整體咬入階段的變化不明顯, 對應在穩定冷輾擴階段的最大值分別為569、525、493、479、446kN, 呈現明顯的隨驅動輥轉速增加而減小的趨勢. 其主要原因為: 在固定芯輥進給速度下, 隨著驅動輥轉速增加, 環件每轉一圈所受變形量減小, 從而導致軋制力下降.
圖6為驅動輥轉速對第一道次冷輾擴軋制力矩的影響. 從圖6可知, 驅動輥轉速從6rad·s-1增至14rad·s-1, 對應環件在冷輾擴過程中軋制力矩的最大值分別為3768、3275、2636、3156、2801N·m, 呈現先減后增再減趨勢. 當軋制力矩波動幅度過大時, 不能僅通過對比軋制力矩最大值衡量冷輾擴過程的穩定性, 還需考慮軋制力矩的波動幅度.

圖6 驅動輥轉速對第一道次冷輾擴軋制力矩的影響
當驅動輥轉速為10rad·s-1, 冷輾擴軋制力矩最大值最小, 時間從2s到2.1s軋制力矩波動幅度達到1047N·m; 當驅動輥轉速為14rad·s-1, 冷輾擴最大軋制力矩相比轉速為10rad·s-1時增大165N·m,但時間軋制力矩從1.8s到2.1s的波動幅度僅為315N·m, 更有利于第一道次冷輾擴的穩定軋制.
2.2 芯輥進給速度對第一道次冷輾擴的影響
以驅動輥轉速為10rad·s-1, 芯輥進給速度為0.8、1.0、1.2、1.4、1.6mm·s-1進行有限元模擬, 結果如圖7所示.
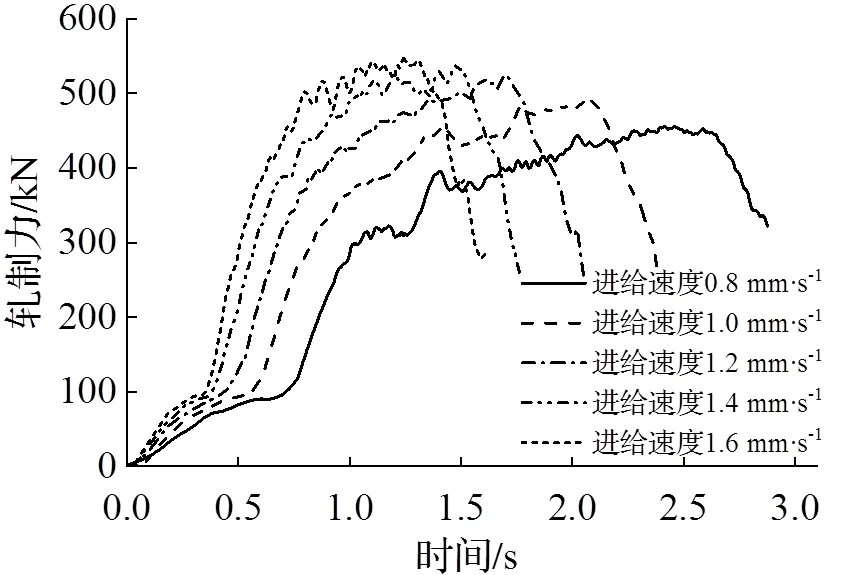
圖7 芯輥進給速度對第一道次冷輾擴軋制力的影響
從圖7可知, 隨著芯輥進給速度從0.8mm·s-1升至1.6mm·s-1, 第一道次冷輾擴軋制力的峰值從455kN上升至546kN, 呈現增大趨勢. 在固定驅動輥轉速下, 隨著芯輥進給速度的增大, 環件每轉一圈所受變形量增加, 從而導致軋制力增加, 且隨著進給速度的下降, 軋制力在穩定冷輾擴階段的平均波動幅值從40kN降為15kN, 故進給速度的降低有助于環件冷輾擴的穩定進行.
圖8為芯輥進給速度對第一道次冷輾擴軋制力矩的影響. 從圖8可知: 芯輥進給速度從0.8 mm·s-1增至1.6mm·s-1, 對應環件在冷輾擴過程中軋制力矩的最大值分別為2776、2638、3009、3161、3347N·m, 呈現先減后增趨勢. 當芯輥進給速度為0.8mm·s-1, 軋制力矩最大值相比于芯輥進給速度為1.0mm·s-1時增大138N·m, 但時間從2.3s到2.6s的軋制力矩波動幅度僅為587N·m, 更有利于冷輾擴的進行; 當芯輥進給速度為1.6mm·s-1時, 時間從1.2s到1.3s的軋制力矩變化幅度達到1064N·m, 表明在穩定冷輾擴階段存在較大波動.
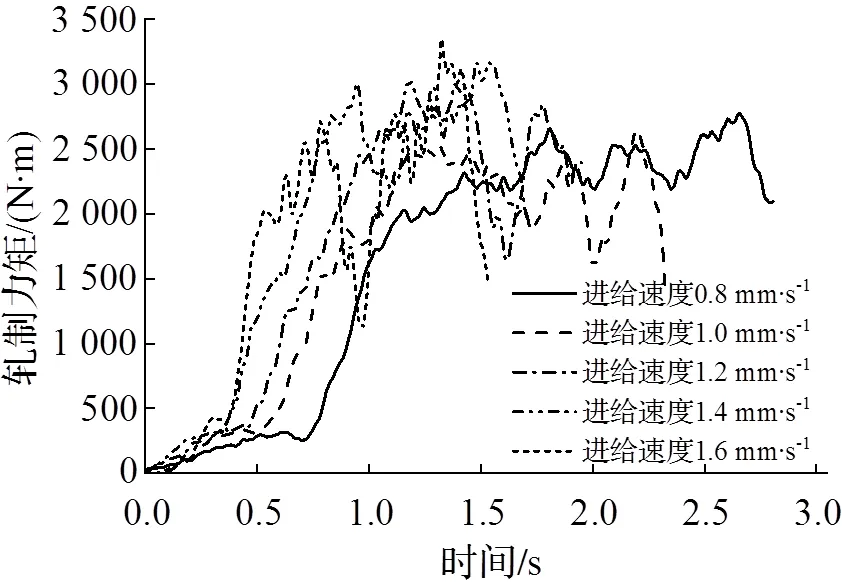
圖8 芯輥進給速度對第一道次冷輾擴軋制力矩的影響
當芯輥進給速度為0.8mm·s-1, 軋制力矩最大值比進給速度為1.0mm·s-1時大. 其主要原因為: 芯輥進給速度的下降會導致環件軸向寬展量增 加[15], 由于錐輥的軸向限制從而引起軋制力矩的增大, 所以芯輥進給速度越小, 并不意味著越有利于第一道次冷輾擴的進行.
2.3 驅動輥轉速對第二道次冷輾擴的影響
為探究驅動輥轉速對第二道次冷輾擴軋制力的影響, 以芯輥進給速度為1.2mm·s-1, 驅動輥轉速為8、10、12、14、16rad·s-1進行模擬, 結果圖圖9所示. 根據圖9軋制力矩曲線的變化規律, 將第二道次冷輾擴過程分為5個階段: (1)環件縮口咬入階段, 軋制力出現短時間的快速上升; (2)縮口成形階段, 軋制力整體處于較低水平; (3)環件整體咬入階段, 軋制力快速上升; (4)穩定冷輾擴階段, 環件軋制力繼續增大; (5)冷輾擴精整階段, 軋制力快速下降直到環件完成.
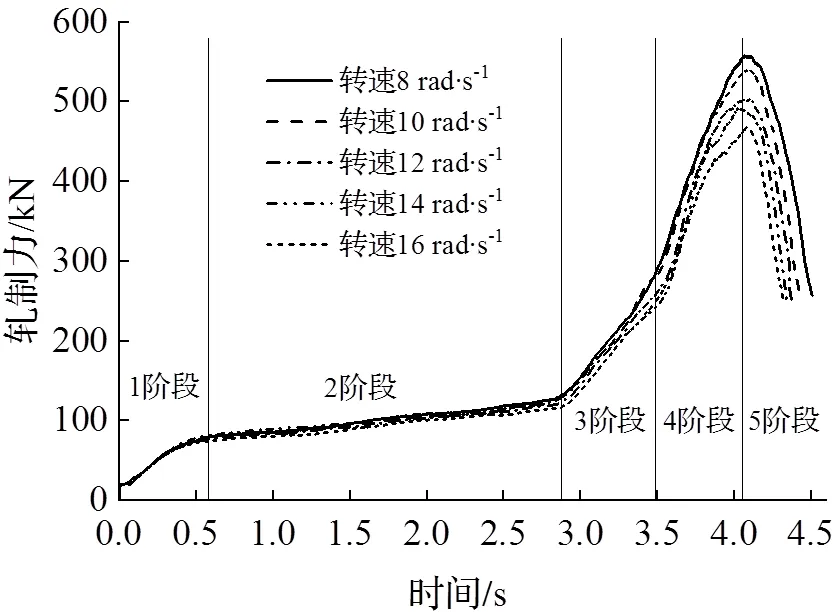
圖9 驅動輥轉速對第二道次冷輾擴軋制力的影響
從圖9可知, 隨著驅動輥轉速從8rad·s-1增至16rad·s-1, 對應軋制力在第二道次冷輾擴過程中的最大值分別為556、539、502、491、464kN, 呈現減小趨勢. 其主要原因為: 在固定的芯輥進給速度下, 隨著驅動輥轉速增大, 環件每轉一圈所受的變形量減小, 從而導致軋制力下降. 其中縮口成形階段和整體咬入階段的軋制力受驅動輥轉速的影響較小, 軋制力的變化主要出現在穩定冷輾擴階段.
圖10為驅動輥轉速對第二道次冷輾擴軋制力矩的影響. 從圖10可知, 隨著驅動輥轉速從8 rad·s-1增至16rad·s-1, 對應環件在冷輾擴過程中軋制力矩的最大值分別為4758、4457、3995、3759、3372N·m, 呈現減小趨勢, 表明驅動輥轉速的上升有利于減小第二道次冷輾擴過程中的軋制力矩.
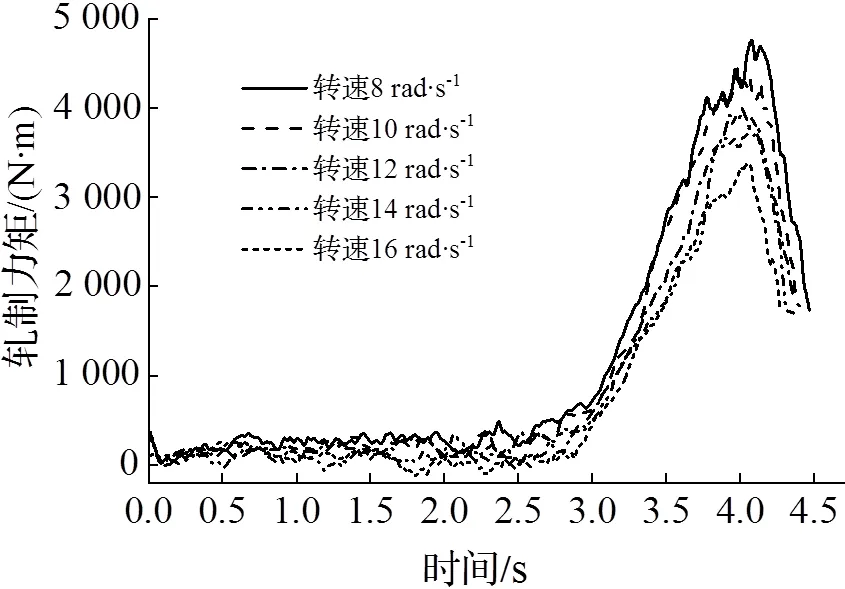
圖10 驅動輥轉速對第二道次冷輾擴軋制力矩的影響
2.4 芯輥進給速度對第二道次冷輾擴的影響
以驅動輥轉速12rad·s-1, 芯輥進給速度分別為0.8、1.0、1.2、1.4、1.6mm·s-1進行有限元模擬, 結果如圖11所示.
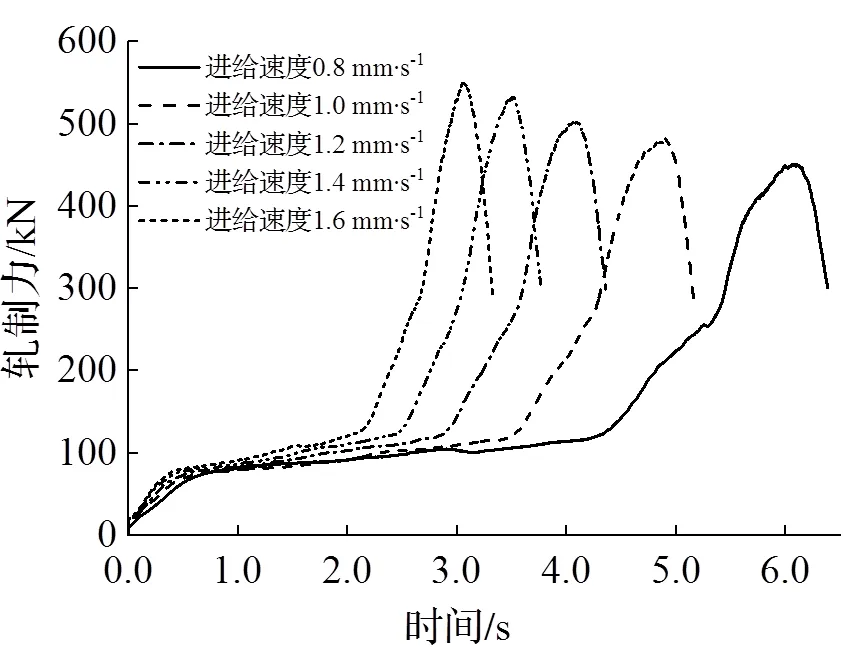
圖11 芯輥進給速度對第二道次冷輾擴軋制力的影響
從圖11可知, 隨著芯輥進給速度從0.8mm·s-1升至1.6mm·s-1, 對應第二道次冷輾擴過程中軋制力最大值分別為450、480、503、533、549kN, 呈現增大趨勢, 但對縮口成形階段的軋制力影響較小. 在實際制造過程中, 為提高生產效率可將縮口成形段的芯輥進給速度增大, 在穩定冷輾擴階段的芯輥進給速度降低.
圖12為芯輥進給速度對第二道次冷輾擴軋制力矩的影響. 從圖12可知, 隨著芯輥進給速度從0.8mm·s-1增至1.6mm·s-1, 對應環件在冷輾擴過程中軋制力矩的最大值分別為3363、3541、3995、4295、4954N·m, 呈現增大趨勢. 當芯輥進給速度為0.8mm·s-1, 時間從5.9s到6.0s的軋制力矩波動幅度僅為241N·m; 當芯輥進給速度為1.6mm·s-1, 時間從2.9s到3.0s軋制力矩變化幅度達到763N·m, 軋制力矩的波動幅度相比芯輥進給速度為0.8mm·s-1時大, 故并不有利于冷輾擴過程的穩定性.
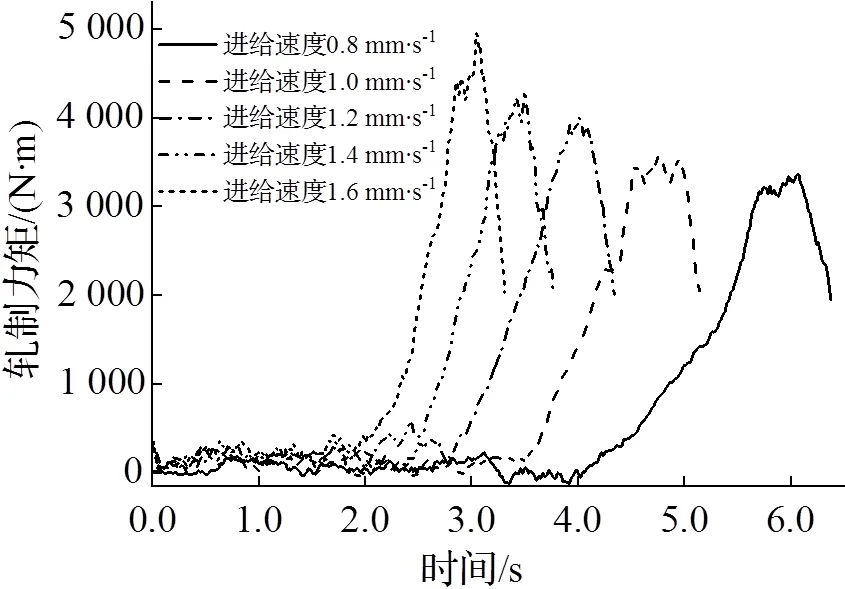
圖12 芯輥進給速度對第二道次冷輾擴軋制力矩的影響
3 工藝參數對冷輾擴成品圓度誤差的影響
為探究工藝參數對兩道次冷輾擴圓度誤差的影響, 運用Simufact后處理質點功能分別在第一道次冷輾擴定位凹槽部位(縮口)和第二道次冷輾擴縮口部位內外圈取80個測量點(圖13), 并使用最小二乘圓法求出圓度誤差[16].
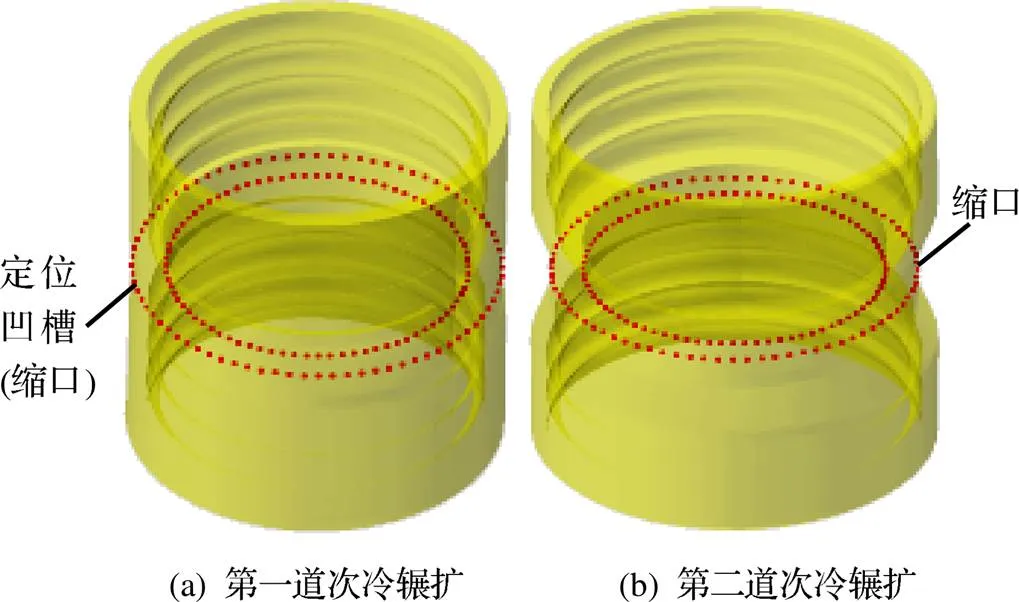
圖13 冷輾擴內外圈取點
3.1 驅動輥轉速對圓度誤差的影響
從圖14驅動輥轉速對第一道次圓度誤差的影響曲線可知, 隨著驅動輥轉速增大, 環件定位凹槽部位內外圈的圓度誤差呈現先減后增趨勢; 當驅動輥轉速為12rad·s-1時, 內外圈圓度誤差最小, 分別為0.1735mm和0.1864mm. 表明適當增大驅動輥轉速可提高環件的圓度質量, 但過度增加驅動輥轉速反而會導致圓度誤差增大.
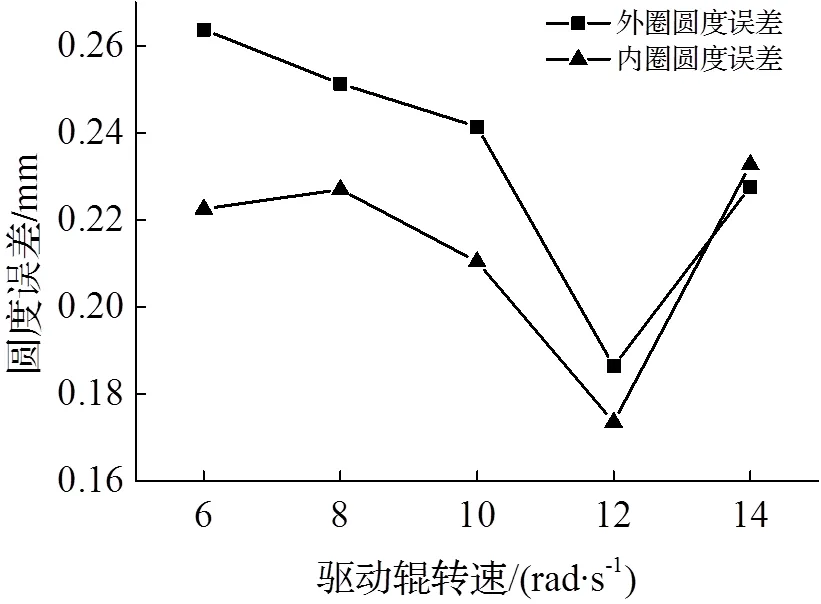
圖14 驅動輥轉速對第一道次冷輾擴圓度誤差的影響
從圖15驅動輥轉速對第二道次圓度誤差的影響曲線可知, 隨著驅動輥轉速的增大, 環件縮口部位內外圈的圓度誤差總體呈現先增后減趨勢; 當驅動輥轉速從10rad·s-1增至12rad·s-1, 內圈圓度誤差分別從0.1888mm減至0.1070mm; 外圈圓度誤差從0.2106mm減至0.1232mm. 而驅動輥轉速從12rad·s-1增加至16rad·s-1, 內外圈圓度誤差變化幅度僅為0.0184mm和0.0124mm. 表明適當增加驅動輥轉速可有效降低第二道次冷輾擴圓度誤差, 但隨著轉速繼續增大, 對圓度誤差的影響開始減弱.
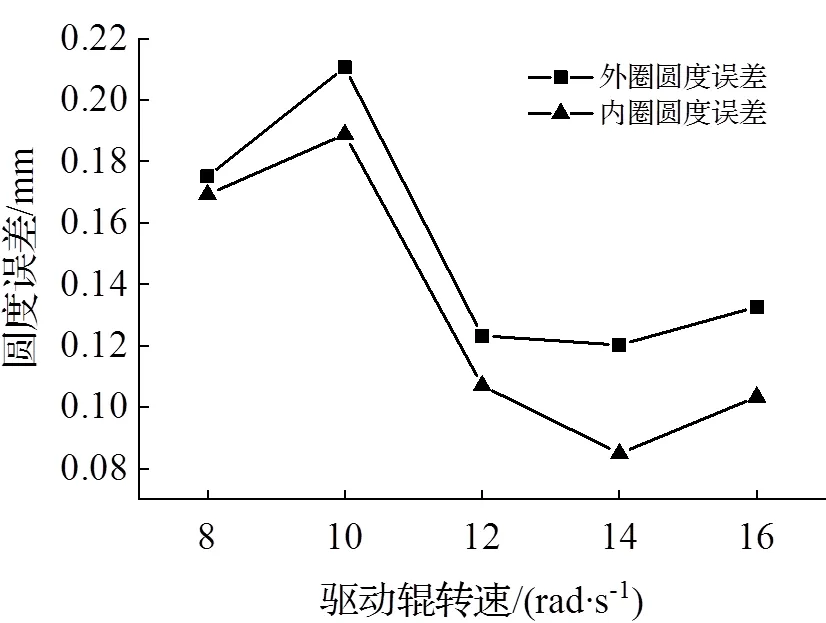
圖15 驅動輥轉速對第二道次冷輾擴圓度誤差的影響
3.2 芯輥進給速度對圓度誤差的影響
圖16為芯輥進給速度對第一道次冷輾擴圓度誤差的影響. 從圖16可知, 隨著芯輥進給速度的增大, 環件定位凹槽部位內外圈的圓度誤差呈現先減后增趨勢, 表明過大或過小的芯輥進給速度都將降低環件的圓度質量. 當芯輥進給速度從1.2 mm·s-1增至1.6mm·s-1, 外圈圓度誤差從0.2316 mm增至0.2801mm, 而內圈圓度誤差變化幅度僅為0.0035mm. 表明定位凹槽外圈的圓度誤差受芯輥速度變化的影響大于內圈.
圖17為芯輥進給速度對第二道次冷輾擴圓度誤差的影響.

圖17 芯輥進給速度對第二道次冷輾擴圓度誤差的影響
從圖17可知, 隨著芯輥速度的增大, 環件縮口部位內外圈的圓度誤差總體呈現先增后減趨勢, 且內外圈圓度誤差變化規律呈現較好的一致性. 當芯輥進給速度為1.0mm·s-1, 環件縮口端內外圈圓度誤差達到峰值, 分別為0.1350mm和0.1638 mm. 表明在設置第二道次冷輾擴芯輥進給速度時, 需要注意拐點問題, 在芯輥強度足夠的條件下可適當增加進給速度, 從而保證環件的成形質量和生產效率.
4 結論
(1)增大驅動輥轉速或減小芯輥進給速度, 可有效降低冷輾擴過程中軋制力與軋制力矩, 從而增加模具的使用壽命.
(2)設置冷輾擴工藝參數, 需要綜合考慮軋制力與圓度誤差的平衡. 第一道次冷輾擴每轉進給量過大或過小都將影響環件圓度質量; 對于第二道次冷輾擴, 在保證圓度誤差前提下, 應盡量減小環件每轉的進給量.
[1] 左治江, 華林. 環件冷輾擴技術現狀和發展[J]. 鍛壓技術, 2005, 30(4):101-106.
[2] 何杰, 束學道, 彭文飛, 等. 高鐵軸承外圈的冷輾擴變形機理研究[J]. 熱加工工藝, 2014, 43(21):101-103.
[3] 馮耿, 孫寶壽, 束學道. 冷輾擴高鐵軸承內圈工藝參數優化研究[J]. 熱加工工藝, 2016, 45(23):128-131.
[4] 趙哲騏, 孫寶壽, 束學道, 等. 基于正交試驗的高鐵軸承內圈冷輾擴壁厚均勻性優化分析[J]. 寧波大學學報(理工版), 2017, 30(4):6-10.
[5] 華林, 左治江, 蘭箭, 等. 環件冷輾擴芯輥進給速度規范設計[J]. 中國機械工程, 2006, 17(9):953-957.
[6] 華林, 潘利波, 李超. 環件徑軸向軋制的咬入條件分析[J]. 塑性工程學報, 2007, 14(5):102-105.
[7] Li L Y, Yang H, Guo L G, et al. Research on interactive influences of parameters on T-shaped cold ring rolling by 3D-FE numerical simulation[J]. Journal of Mechanical Science and Technology, 2007, 21(10):1541-1547.
[8] Guo L G, Yang H. Effect of sizes of forming rolls on cold ring rolling by 3D-FE numerical simulation[J]. Transactions of Nonferrous Metals Society of China, 2006, 16:s645-s651.
[9] Yang H, Guo L G, Zhan M, et al. Research on the influence of material properties on cold ring rolling processes by 3D-FE numerical simulation[J]. Journal of Materials Processing Technology, 2006, 177(1/2/3):634- 638.
[10] 孫寶壽, 趙哲騏, 徐京豫, 等. 高鐵軸承內圈冷輾擴成形的數值模擬和試驗研究[J]. 塑性工程學報, 2017, 24(4):6-10.
[11] 李華, 王斌, 曹鐵珍. 環件寬徑比對環件冷輾擴工藝的影響規律研究[J]. 機械設計與制造, 2008(8):144-146.
[12] 楊合, 李蘭云, 王敏, 等. 異形環件冷輾擴中環件半徑擴大變形行為研究[J]. 中國科學(技術科學), 2010, 40(7):802-810.
[13] 郭良剛, 楊合, 吳躍江, 等. 材料參數對環件冷輾擴工藝的影響規律研究[J]. 機械科學與技術, 2005, 24(7): 839-843; 882.
[14] Ryttberg K, Knutson Wedel M, Recina V, et al. The effect of cold ring rolling on the evolution of microstructure and texture in 100Cr6 steel[J]. Materials Science and Engineering: A, 2010, 527(9):2431-2436.
[15] 李蘭云, 楊合, 郭良剛, 等. 芯輥進給速度對環件冷軋工藝的影響規律[J]. 機械科學與技術, 2005, 24(7): 808-811.
[16] 方沁林. 圓度誤差評定的算法研究與軟件設計[D]. 武漢: 華中科技大學, 2007.
The impact of force parameters on roundness of cold ring rolling of asymmetric abnormal cross-section ring
XU Huanlei1,2, SUN Baoshou1,2*, YUAN Jiayao1,2, XU Yongming1,2, XU Zhenwei3
( 1.Faculty of Mechanical Engineering & Mechanics, Ningbo University, Ningbo 315211, China;2.Zhejiang Provincial Key Laboratory of Part Rolling Technology, Ningbo 315211, China;3.Ningbo Xiongshi Machinery Manufacturing Co. Ltd., Ningbo 315400, China )
The process of high-pressure oil pipe connecting sleeve of asymmetric abnormal cross-section ring is studied in this paper. The symmetrical cold ring rolling technology is adopted, and the cold ring rolling process is simulated and analyzed by Simufact software. The effects of driving roller’s rotation speed and mandrel feed speed on the rolling force, rolling torque and ring roundness error in cold ring rolling process of connecting sleeve are explored. The results show that the rolling force and rolling torque can be effectively reduced by decreasing the mandrel feed speed or increasing the driving roller’s rotation speed. When the driving roller’s rotation speed is 12rad·s-1and the mandrel feed speed is 1.0mm·s-1, the first pass cold rolling has the best roundness quality of inner and outer rings of the cold rolling locating groove (shrink mouth) and the roundness errors are 0.1735mm and 0.1864mm respectively. When the driving roller’s rotation speed is 14rad·s-1and the mandrel feed speed is 1.2mm·s-1, the second pass cold rolling has the best roundness quality of inner and outer rings of the cold rolling shrink mouth and the roundness errors are 0.0849mm and 0.1202mm respectively.
cold ring rolling; asymmetric abnormal cross-section ring; high pressure oil pipe connecting sleeve; rolling force; rolling torque; roundness error
TG335
A
1001-5132(2021)02-0061-07
2020?10?19.
寧波大學學報(理工版)網址: http://journallg.nbu.edu.cn/
國家自然科學基金(51975301); 浙江省自然科學基金重點資助項目(LZ17E050001); 寧波市2020年度“科技創新2025”重大專項(2020Z110).
徐煥磊(1996-), 男, 浙江寧波人, 在讀碩士研究生, 主要研究方向: 塑性成形工藝與裝備. E-mail: 2550706025@qq.com
孫寶壽(1960-), 男, 江蘇泰興人, 副教授, 主要研究方向: 塑性成形工藝與裝備. E-mail: sunbaoshou@nbu.edu.cn
(責任編輯 史小麗)
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03