現代建筑陶瓷輥道窯烘烤與調試
2021-03-18 03:27:19艾冬華
佛山陶瓷 2021年2期
艾冬華
摘 要:本文主要介紹現代建筑陶瓷輥道窯的烘烤與調試。
關鍵詞:輥道窯;烘窯曲線 ;熱工調整 ;停爐;缺陷分析
1 前 言
建筑陶瓷企業新上生產線在不斷增多,雖然窯爐在設計和施工方面的經驗越來越成熟,多數熱工人員也都能制定出比較合理的烘窯曲線,但還是發現在烘窯之前準備得不夠充分,烘窯過程中許多必要的細節被忽略,致使烘窯過程被迫中斷,或窯爐受到損害而使窯爐壽命大大縮短,所以有必要讓更多的熱工人員及燒成操作人員了解烘窯過程各階段的調整,以減少失誤,避免不必要的損失。
在窯爐安裝完畢并通過冷調試投入正常運行后,即可進行輥道窯烘烤與調試也叫熱調試。
2點火烘窯
2.1 點火前的準備工作
(1)參照輥道窯總圖安裝擋火板,擋火板與窯頂、孔磚與輥棒縫隙處塞好高溫陶瓷纖維棉,測溫孔、事故處理孔、觀察孔密封良好,保持窯內密封。
(2)燃氣管道氣體置換和吹掃。
置換和吹掃的步驟:
1)關閉各溫度控制單元燃氣主球閥和燒嘴前燃氣球閥。
2)全開燃氣主管道閥門。
3)打開燃氣總管道尾部放散閥(用軟管連接送到室外),打開燃氣接口處閥門讓燃氣進入燃氣總管道,15分鐘后,由尾部放散閥處取樣化驗管道中燃氣氧含量,氧含量小于0.5%為合格,如大于0.5%應繼續放散直至合格。合格后關閉尾部放散閥。
4)啟動排煙風機。
5)打開燒成帶尾部上下溫度控制單元主球閥、自控閥、電磁閥及燒嘴前球閥,讓燃氣由燃氣總管進入燃氣環管及燒嘴分支管,最終進入窯內由排煙風機排除,放散約3分鐘后關閉燒嘴前球閥及控制單元主球閥。從燒成帶尾部開始,依次打開各溫度控制單元進行燃氣置換(有自動點火裝置的燒嘴,人工開啟燒嘴前電磁閥)。
6)燃氣管道置換完畢后,打開燒嘴前助燃風球閥,啟動助燃風機,10分鐘后關閉所有助燃風嘴前球閥。
7)進行燃氣置換時,車間內嚴禁明火,無關人員撤出現場。
2.2 點火操作
燃氣管路氣體置換完畢,按下述步驟進行點火:
1)確認窯內已吹掃干凈無燃氣。
2)確認各控制單元燃氣主球閥、燒嘴前燃氣球閥和助燃風球閥全部處于關閉狀態。
3)確認燃氣總管壓力與要求壓力一致,一般為5千帕左右。
4)調節排煙風機閘板,使燒成帶尾部窯壓在零壓左右。
5)確認助燃風壓力與要求一致,總管壓力視窯爐長短及噴槍多少而定,一般3—5千帕。
6)將燒成帶尾部下部控制單元的溫控表調至手動,開度約60%。
7)打開該控制單元的主球閥。
8)用火把靠近點火孔,打開將要點燃燒嘴的嘴前助燃風球閥,直到燒嘴內形成負壓火焰被吸入時為止。
9)緩慢開啟嘴前燃氣球閥,當確認燒嘴已被點燃后,逐漸開大燃氣球閥,同時加大助燃風球閥開度,使火焰燃燒變為正常的淡藍色為止。
10)重復上述8)、9)的過程,點燃對面相應的燒嘴。(應注意:燒嘴一定要成對點燃,避免窯內溫度不均現象發生。)
11)當點燃這個調節單元的兩個燒嘴后,將嘴前燃氣球閥開致最大,而用手動將自控蝶閥慢慢關小,直到燒嘴的火焰達到最小而不致于熄滅為止。
12)將該控制單元的溫度調節器手動操作至閥位開度顯示為“0”,把該控制單元的電動執行器與閥門連接,溫度調節器置“自動”狀態,并設定所需要的溫度。
13)當根據燒成曲線,每點燃一個控制單元的一對燒嘴后,都要進行一次以上11)、12)的最小壓力調整工作,否則該單元的溫度不能很好的自動控制在設定溫度。
注意:點燃燒嘴的單元數和該單元的燒嘴數,是根據升溫曲線進行的,溫度不要偏離升溫曲線。所以沒有規律可循,一切圍繞升溫曲線進行。當每個單元的燒嘴全部點燃后,一定要進行一次最小火焰的調整。當全窯升溫完畢入磚坯前,還要進行一次全面的各單元燒嘴最小火焰的調整,否則將影響輥道窯溫度控制精度。
2.3 烘窯
參考烘窯升溫曲線:
升溫范圍(℃)室溫-300? ?300保溫? 300-500? 500-600? 600保溫? 600-900
所需時間(天)? 2-3? ? ? ?0.5? ? ? ?2-2.5? ? 1-2? ? ? 0.5? ? ? 2-3
升溫范圍(℃)900-1100? ?1100-最后燒成溫度
所需時間(天)? 1-2? ? ? ? ?1-2
新建的輥道窯烘窯共約10-15天,1100℃后進入保溫狀態,等候隨時升溫進磚。
烘窯時請注意:
1)嚴格按升溫曲線升溫,視全窯溫度分布情況依照烘窯升溫曲線,逐步成對點燃各窯段下部燒嘴。
2)在各段的下部燒嘴點燃后,輥上溫度低于輥下溫度50-70℃時,在升溫曲線允許的情況下點燃上部成對燒嘴。
3)在窯溫低于700℃時,隨時巡查燒嘴燃燒情況,觀察自動點火系統的運行情況。
4)窯溫達700℃時需開動急冷風機和抽熱風機。
5)在窯溫達700℃以上后,此時如燒嘴熄滅,窯內高溫會自行點燃燒嘴。
6)打開觀察孔和事故處理孔,觀察對面燒嘴的燃燒情況。正常燃燒的燒嘴火焰是藍色,火焰底部為黃色。如火焰是黃色,底部為紅色,則燃燒不正常,需增加助燃空氣量或減少燃氣量。
7)根據窯溫分布情況,要適當調整有關擋火板的上下位置及排煙風機前管道上閘板的開度,以便調節全窯壓力分布,從而調節溫度分布。
8)循環水冷卻風機在啟動前就應打開冷卻水。軸承溫度要控制在80℃以下。
9)煙氣溫度超過250℃時,要打開抽煙管道上的配風閥,使進入排煙風機的煙氣溫度在250℃以下。
10)密切注意窯體耐火材料和鋼結構的膨脹情況。操作人員在窯頂上行走,切不可踩踏窯頂耐火材料。
11)輥道窯點火烘窯期間,傳動系統要連續運轉,并隨時檢查傳動系統的運行情況。
12)烘窯期間,隨點燃燒嘴數量的增加,燃氣壓力、助燃風壓力、窯內壓力會出現變化,應隨時觀察并調整。
13)烘窯期間,應隨時觀察設備各部分運行情況,發現問題及時處理。
14)輥道窯溫度達到800℃后,可送入坯體(或帶溫磚)檢驗窯爐高溫下輸坯情況,如有問題及時調整。
注:輥道窯長期停窯后再啟動時,請按以上操作順序執行,烘窯時間可適當縮短,但不應少于7天。
3生產操作
輥道窯烘窯達到1100℃后,如設備各部分運轉正常即可送入磚坯投入生產運行。
3.1 制品燒成熱工過程
輥道窯燃燒系統燃燒產生的煙氣在窯爐排煙風機的作用下,由燒成帶向預熱帶流動,同時溫度逐漸降低,坯體入窯后與煙氣逆向運行而不斷加熱升溫。
1)干燥帶。
溫度范圍:常溫-250℃。
作用:排除干燥后坯體中的殘余水分和施釉印花過程中吸收的水分。
2)預熱帶。
溫度范圍:250-1050℃。
作用:坯體在預熱帶運行過程中,隨著溫度的不斷升高,坯釉發生一系列的物理化學反應,主要有結晶水排除、有機物及碳素的氧化、碳酸鹽的分解、晶型轉變等。
3)燒成帶。
溫度范圍:1050-1200-1030℃。
作用:繼續進行氧化分解反應,玻璃相及莫來石晶體形成,產品在高溫下燒結,釉面熔融鋪展。
4)急冷帶。
溫度范圍:1050-750℃。
作用:坯體在750℃以上,坯內玻璃相處于塑性狀態,急冷可防止液相析晶、晶體長大及保持釉面光澤并提高制品的機械強度,同時可以大大縮短冷卻時間。
5)間接冷卻段。
溫度范圍:750-500℃。
作用:750℃以下,坯內液相開始凝固,石英晶型轉化引起體積收縮,造成坯體內部出現應力,因此需控制冷卻速度。此段采用間接冷卻的辦法,冷風不直接打入窯內,這樣可以達到不影響窯壓而使磚緩慢降溫的目的。
6)直接冷卻段。
溫度范圍:500-80℃。
作用:坯體溫度在500-300℃范圍時,可以快冷,但在200-300℃之間需緩冷,防止坯體冷炸。
此段采用直接對磚坯吹冷風,及時將熱風抽出的辦法,使燒好的磚坯快速冷卻下來。
3.2 制品燒成熱工調整
(1)按工藝確定的制品燒成曲線及周期調整窯爐:
1)根據制品燒成曲線,為每個溫度調節器設定溫度值,并使溫度調節器處于自動控制狀態。
2)通過主控制柜內調頻旋鈕調節變頻器輸出頻率,使傳動系統運轉速度滿足燒成周期需要。
(2)通過調節各風機、管道閥門開度,調整出符合工藝要求的窯內壓力制度。
(3)通過調整助燃風與燃氣的配比,調整出符合工藝要求的窯內氣氛制度。
產品的燒成是一個逐步摸索、反復試驗的過程,當確定出制品在本窯內的最佳燒成曲線、燒成周期和窯內各段壓力、氣氛制度等熱工參數后,如沒有特別需要請不要輕易變更。
4降溫、停爐
在生產中輥道窯屬于連續性生產, 如某種狀態下需要停爐時,一般情況
下要控制好以下幾個方面:
(1)時間,在連續生產穩定后停窯,一般需要2天時間,900℃左右及600℃左右時,其降溫過程應是緩慢進行(在石英晶石轉換,降溫速略約為 5-8℃ /小時),其余階段可稍快進行(12-20℃/小時)。
(2)降溫過程中必須逐步熄滅噴槍,槍芯需卸出,用耐火纖維棉將噴嘴堵住;同一回路上的噴槍全部關閉后要關掉所有氣閥。溫度降至 500℃以下時,噴槍全部關閉,切斷電源并將支管中的燃氣排空。
(3)降溫過程中所有噴槍關閉后風機要關閉,相應風閥要關閉,以免冷風進入窯內及降溫太快造成輥棒斷裂或損壞窯爐內襯。
(4)降溫到 300℃時逐步打開事故孔及窯頭尾兩側的塞棉。
(5)降溫到 300℃時逐步打開事故孔及窯頭尾兩側的塞棉。
整個降溫過程中,應視爐內實際情況保持窯爐傳動正常運行,避免輥棒溫度不均勻造成棒體變形甚至斷裂;同時要適時安排好窯內制品的善后處理,盡可能避免造成生燒磚、過燒磚、爛磚、堵窯以及大批量斷棒等窯爐事故的發生。
5產品燒成缺陷分析
瓷磚是一種硅酸鹽制品,從品質上來講主要有兩方面:外觀、內在。
⑴外觀質量:
尺寸偏差:長寬的偏差、邊直度、平整度的偏差。
表面質量:各種缺陷顯現程度。
厚板(包含大規格厚板)按GB/T4100-2015陶瓷磚規定:
尺寸偏差? ≤100? ? ? ? ? ?±0.5㎜
>100? ≤150? ? ? ?±0.8㎜
>250? ? ? ? ? ?±1.00㎜
厚度? ? ? ? ? ? ? ≤5? ? ? ? ? ?±8(±)×8%>7
變形:? ? ? ? 優等品? ? ? ? 一級品? ? ? ? ? ? ?合格品
邊直度(㎜)? ? ?-0.3? ? ? ? ? -0.5? ? ? ? ? ? ? ? ? ?-0.7
+0.08? ? ? ? ?±0.7? ? ? ? ? ? ? ±0.9
直角度(%)? ? ? ±0.5? ? ? ? ?±0.7? ? ? ? ? ? ? ±0.9
翹曲度(%)? ? ? ±0.6? ? ? ? ?±0.7? ? ? ? ? ? ? ±0.1
開裂、夾層、釉裂:不允許。
優等品:距離磚面1米目測不明顯。
一級品:距離磚面2米目測不明顯。
合格品:距離磚面3米目測不明顯。
⑵內在質量:? ? 優等品? ? ? ? ? ? ? ? ?一級品
裂紋:? ? ? ? ? ? ? ? ?不允許? ? ? ? ? ? ? ? ?不允許
其他:? ? ? ? 0.5米處不明顯? ? ? ? ? 1米處不明顯
色差 :? ? ? ? ? ? ? ? ?0.5米處不明顯均可
薄板按GB/T23266-2009陶瓷板規定執行;本公司按Q/GSMT2-2018廣東薩米特陶瓷有限公司企業標準執行。
⑶常見的瓷磚品質缺陷:
A、尺寸偏差:與窯溫、坯體、模具有關;
B、裂紋:與原料、坯體、窯溫有關;
C、翹曲:與窯溫、坯體、釉料有關;
D、夾層:與原料、泥漿、坯體有關;
E、釉裂:與窯溫、釉料有關;
F、針孔:主要與窯溫、坯體有關;
G、黑點:主要與泥漿、釉料有關;
H、水波紋:主要與釉料及施釉工藝有問題;
I、印花不良:主要與釉料、印花機有關;
J、色差:主要是前后兩批生產導致,與窯溫、釉料也有一定關系。
6陶瓷窯爐調試實例
2020年5月30日祿步二廠6#窯,點火烘窯順利投產。
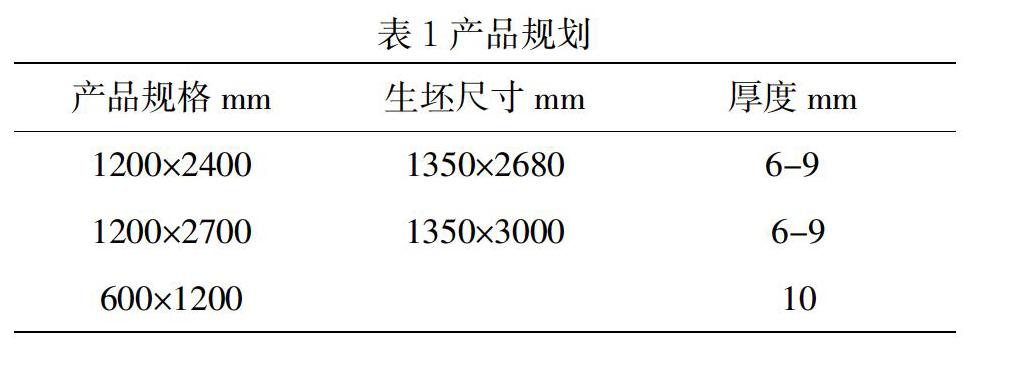
6.1產品規劃
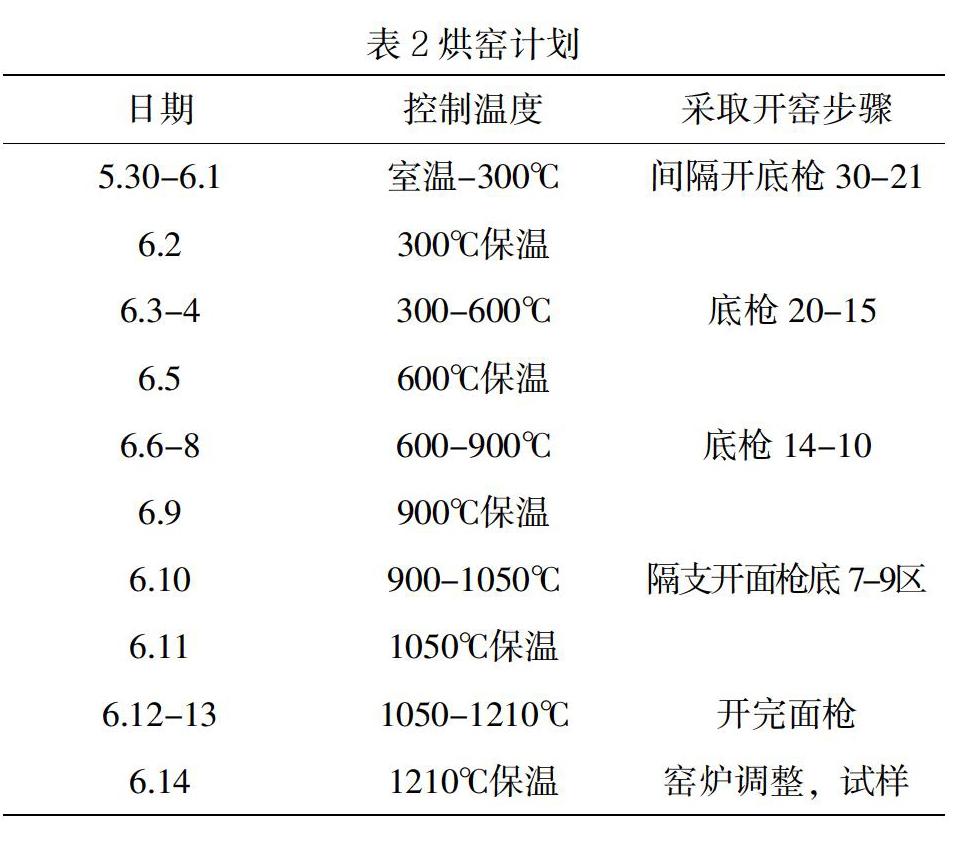
6.2烘窯計劃(見表2)
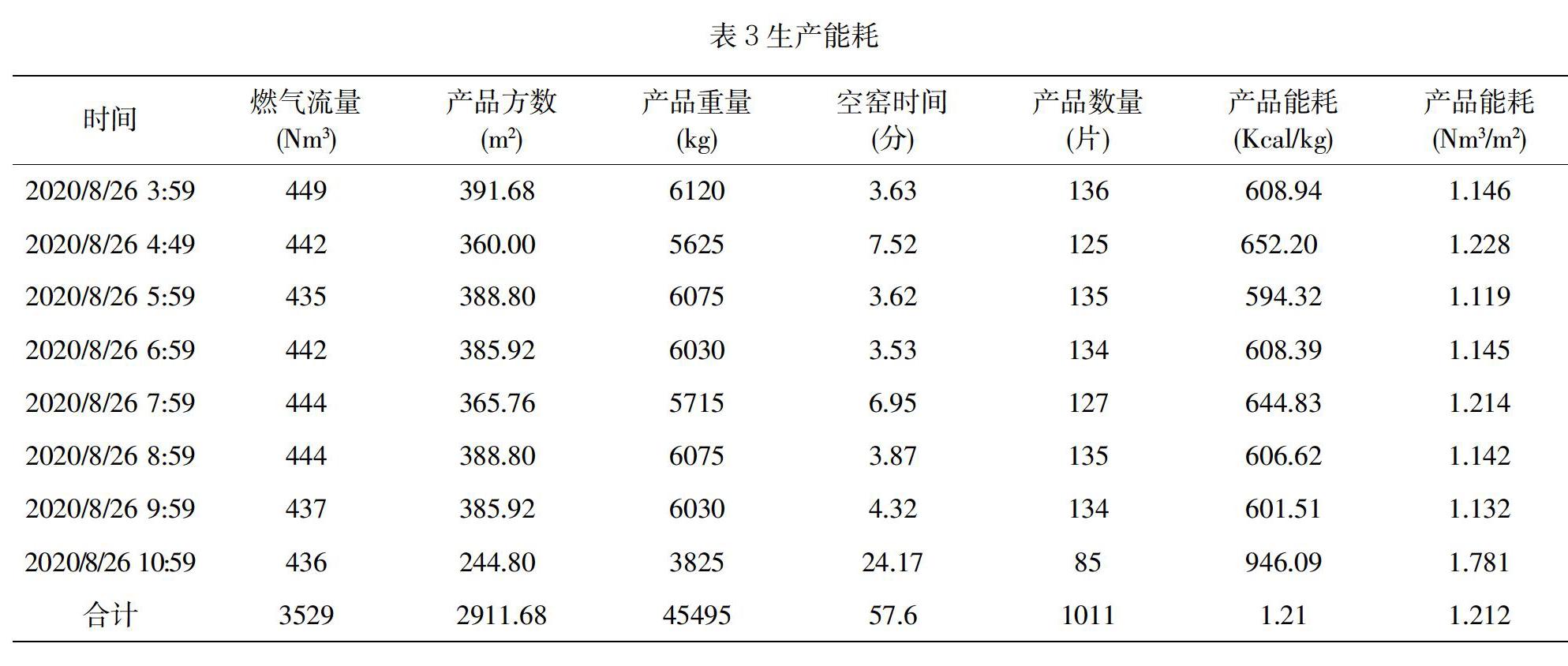
6.3生產正常情況下的能耗
當窯爐調試到位,設備運轉正常我們的能耗達到1.212Nm3/m2,具體跟蹤如表3。