大型水輪機主軸車削加工質量關鍵點控制
2021-03-19 09:08:16胥海波付封旗尹仲凱
機械工程師 2021年3期
胥海波,付封旗,尹仲凱
(東方電氣集團東方電機有限公司,四川德陽618000)
1 大型主軸車削加工設備能力與特點
一般大型水輪機主軸長徑比值較大,很難在立車上進行主軸車削加工。我公司目前所有水輪機主軸幾乎全在重型臥車上加工,具備大型主軸車削能力的重型設備主 要 包 括18 m 重 型 臥 車、17 m 重 型 臥 車、WSD210 及S3150。最大車削直徑φ4900 mm,最大裝卡直徑φ3500 mm,最大承重350 t,4種設備的主要參數如表1所示,基本上能滿足目前所有大型水輪機主軸車削加工。
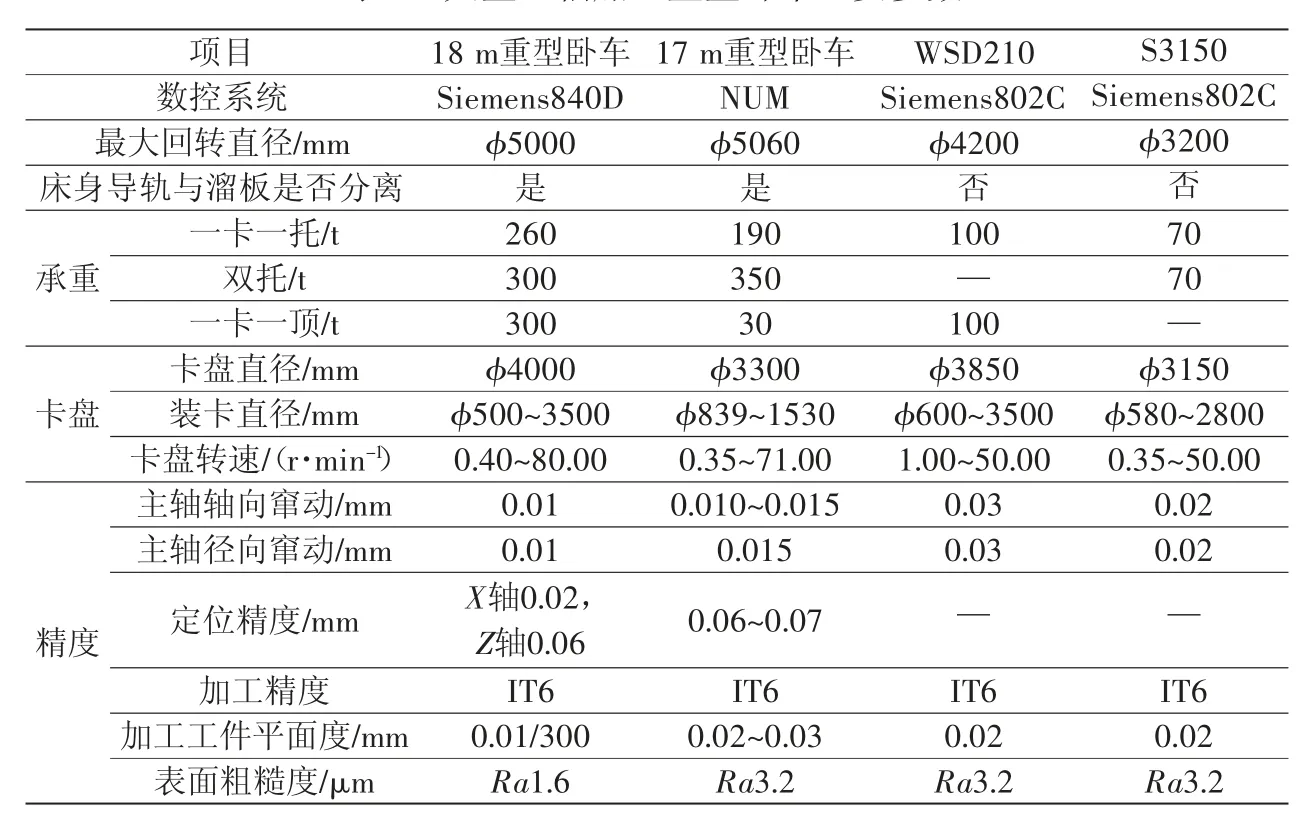
表1 大型主軸加工重型臥車主要參數
機床附件方面:中心架最大支撐直徑φ2600 mm,單個中心架最大承重150 t,其中部分重型臥車為靜壓瓦中心架,部分為鎢金瓦中心架。
2 大型水輪機主軸結構及要求
2.1 結構
目前大型水輪機主軸大多為35鋼、45鋼或20SiMn材料,一般采用鍛造毛坯、“分段鍛造+組焊”的制造工藝,如溪洛渡、官地、小灣、瀑布溝、錦屏等水電站。整鍛的大型主軸受鍛壓設備能力限制,成本也較高,制造廠家較少采用。
為在滿足機組性能的前提下,最大限度利用材料,降低自重,大型水輪機主軸一般為中空結構[1],軸身中部設計有與水導軸承配合的滑轉子(滑轉子是指在軸身某個位置凸出來的一個圓筒形結構,與主軸為整體鍛造或焊接形成一體),部分主軸軸身上還設計有與上導軸承配合的滑轉子,即主軸軸身上設計雙滑結構,如吉布水輪機。主軸兩端帶把合法蘭,根據法蘭位置可分為內、外法蘭兩種結構。三峽水輪機主軸采用內法蘭,多數主軸采用外法蘭結構;法蘭與轉輪、發電機主軸聯接,采用軸向銷(套)定位和傳扭。
2.2 要求
水輪機主軸與轉輪、發電機主軸及轉子裝配聯接組成機組轉動部分,并與軸承、密封等部套緊密配合,主軸制造精度直接關系著機組密封性能、軸瓦油溫、止漏環間隙、噪聲和振動等關鍵指標,因此主軸的尺寸精度、粗糙度、形位公差等要求相對較高,表2所示為絕大多數大型水輪機主軸加工基本要求。
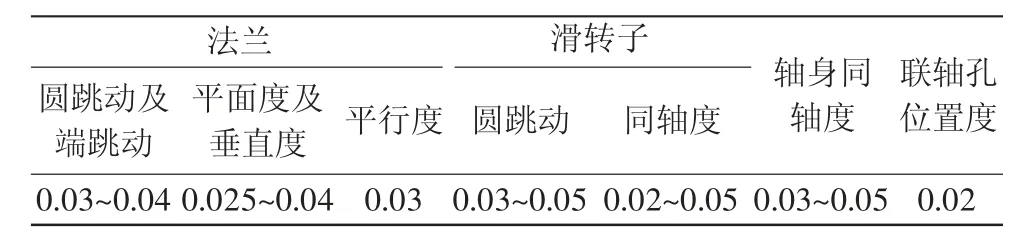
表2 主軸形位公差 mm
對于主軸整體加工而言,最重要的加工部位是法蘭和軸孔。法蘭的重要指標包括自身的平面度、外圓圓度、與滑轉子及另一端法蘭外圓的同軸度、端面與中心線的垂直度等。軸孔是水輪機主軸與轉輪、發電機主軸聯結傳扭的核心結構,主要包括圓度、位置度等核心指標。因此法蘭端面跳動、垂直度及聯軸孔位置度要求是法蘭加工質量的關鍵。滑轉子外圓粗糙度、圓跳動、全跳動和同軸度要求是滑轉子加工的關鍵。部分水輪機主軸軸身外圓與基準也具有較高的同軸度要求。
滑轉子內腔及中心孔一般在單件成型時完成,主軸整體加工時不再加工,其余車削表面粗糙度要求Ra3.2~1.6,部分主軸滑轉子部位達Ra0.8。
3 水輪機主軸車削加工關鍵點控制
目前我公司加工大型水輪機主軸主要采用兩種支撐方式:一卡一托和雙托。一卡一托是在主軸車削加工時用車床卡盤夾持主軸一端法蘭外圓,用中心架支承在主軸另一端軸身或法蘭外圓位置,主軸受力為簡支梁狀態。雙托是加工時用2 個中心架支撐主軸,主軸的質量全部通過中心架承載在機床床身導軌上,機床床頭箱和卡盤不夾持主軸,即不承受主軸重力載荷,卡盤僅通過萬向節和過渡法蘭與主軸聯結并傳遞轉矩[2]。
不管采用何種支撐方式,設備精度基本可以滿足主軸形位公差要求,但在實際加工過程中,部分主軸偶爾也會出現尺寸超差情況,并通過適當工藝處理后讓步使用,這樣既沒有完全保證產品質量,又增加了處理成本,最重要的是拖延產品交貨周期,給客戶造成不好印象。因此,在主軸車削加工時必須對關鍵工序進行控制,規范化和標準化車削過程,從技術的角度最大限度降低主軸加工質量風險。
經過公司幾十年的探索,對于大型主軸車削加工,我公司已形成了一套完善的解決方案和質量保證體系,本文主要對車削加工過程中的架口加工和車削找正兩個關鍵控制點進行介紹。
3.1 架口加工
架口是主軸軸身或法蘭上預加工的一段環帶,與臥車中心架配合,用于車削過程中支撐主軸。不管采用一卡一托還是雙托方式,車削加工均以架口為基準,架口精度直接關系著主軸各部位的圓跳動公差,因此主軸車削加工的首要關鍵點便是架口加工。
3.1.1 架口要求
主軸在正式車削前一般需要加工2個架口,分別位于主軸兩端靠近法蘭的位置,如因特殊需要也可以將主軸法蘭外圓直接作為架口。架口主要要求如表3所示。
主軸架口加工可在立車或臥車上完成,對于長徑比值較大的主軸,架口的加工和修正適合在臥車上采用一卡一托或雙托的方式進行。架口加工時以滑轉子內腔或中心孔作為初始基準,盡量保證主軸設計基準與工藝基準重合,減小主軸軸線偏移。
3.1.2 一卡一托加工架口
主軸為毛坯狀態,吊上臥車后無法精確找正,但在床頭卡盤處可以打表檢查主軸法蘭區域,并調整到對點零對零狀態(即打表檢測的每一點數據和180°對稱點位置的數據值相等)。越靠近床頭部位,跳動值越小,因此一卡一托加工架口時刀架盡量靠近床頭,依靠機床卡盤的旋轉精度來保證架口加工圓度、同軸度等指標。如一主軸需加工分別位于主軸軸身兩端的A、B兩處架口。主要工藝流程為:
1)主軸吊上臥車,卡盤裝夾一端法蘭,中心架支撐在需要加工的架口B位置(尚未加工),調整卡盤端主軸法蘭外圓對點零對零后,加工架口A,如圖1所示。
2)主軸掉頭,卡盤裝夾B端法蘭外圓,中心架支撐于架口A處,調整卡盤端主軸法蘭外圓對點零對零,加工架口B,以消除未加工架口B的圓跳誤差,如圖2所示。
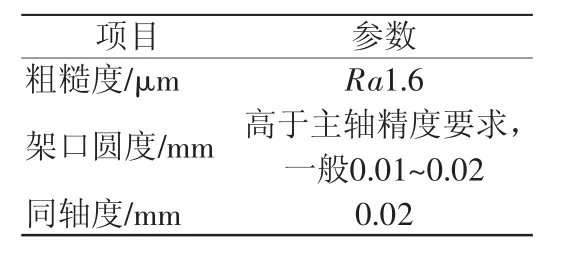
表3 主軸架口要求
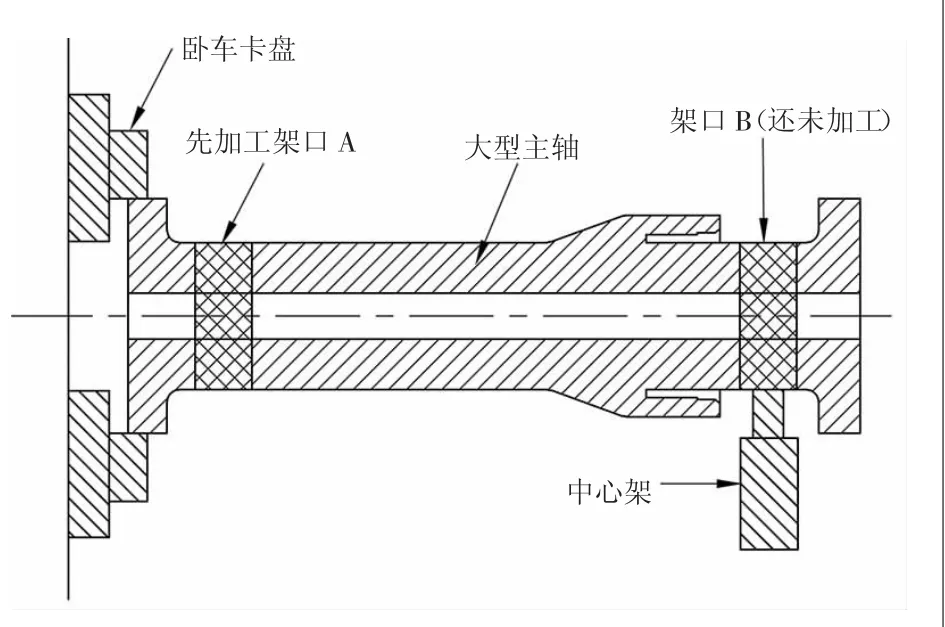
圖1 主軸架口A 加工
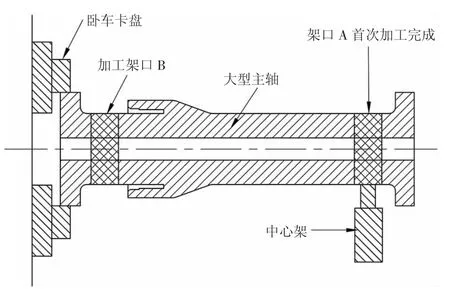
圖2 主軸架口B 加工
3)反復修正架口A和架口B。架口圓度、同軸度很難一次加工就達到要求,架口A首次加工時,架口B圓度較差或基本沒有圓度,因此制作的架口A會存在較大跳動值(越靠近B位置跳動值越大)。故在完成架口B加工時,須再次掉頭修正架口A;而第二次修正架口A是在加工好的架口B的基礎之上完成的,所以第二次修正的架口A會比首次架口A的圓度值要小。第二次修正完架口A后再掉頭精修架口B,如此反復進行,直至架口A和架口B的圓跳動、同軸度及粗糙度達到工藝要求。一般來說,3~4次能使架口精度達0.015~0.020 mm,滿足精車要求。
3.1.3 雙托加工架口
雙托加工架口是兩中心架直接支撐在需要車修的架口外圓處,采用彈簧刀在中心架部位直接車修架口。此種方式主軸不需要反復掉頭,但修正時間相對較長,因此采用雙托方法加工架口的主軸較少,對于圓度誤差較小或在車削過程中需要重新修正架口時更適用,若架口的圓度偏差較大,則很難或者無法用雙托方式完成架口修正。
3.1.4 立車加工架口
少數直徑較大且長徑比值較小(1~1.5)的主軸可選擇在立車上進行架口加工。立車上加工架口可一次裝夾完成所有架口車削,能較好地保證架口同軸度及圓跳動要求,但受立車轉速、加工高度等限制,制作的架口質量并不高。
3.2 車削找正
除架口加工外,車削找正也是影響主軸加工質量的另一個關鍵因素。
3.2.1 車削找正要求
車削找正時,理論上要求主軸中心線與臥式車床卡盤水平中心線完全重合,但實際上是無法達到的,也很難測量主軸中心線位置。對于長度達數米且公差要求較高的大型主軸,難度更高。實際加工過程中,只有通過間接測量的方法控制主軸與設備的相對位置,使測量結果高于主軸設計圖樣要求的形位公差值,以保證車削質量。
3.2.2 控制措施
根據主軸加工選用的支撐方式不同,找正方法也略有差別,下面以一卡一托方式和雙托方式進行說明。
3.2.2.1 一卡一托
主軸架口制作完成后,原位不動,打表復查架口,符合要求后進行正式車削。但是一卡一托裝夾存在一定的局限性,主軸不能在一個工位完成所有表面精車,在第一個支撐工位完成車削后主軸必須掉頭,進行原卡盤端處的法蘭柱面和端面位置的加工。因此一卡一托方式需要在主軸掉頭后進行二次找正,二次找正非常關鍵,主要控制措施如下:
1)床頭找正。主軸掉頭后,卡盤裝夾在已加工法蘭外圓位置,此時床頭端法蘭端面及外圓已精車。首先,用內徑千分尺測量卡盤表面與主軸法蘭端面同一圓線的距離,圓周方向均勻檢查8點,應對稱相等。其次,在卡盤附近架百分表,檢查主軸法蘭外圓,整圓誤差不超過0.015 mm,且調整至對點零對零狀態。最后,復核主軸法蘭背面圓跳動值,整圓誤差不超過0.015 mm。
2)床尾找正。內徑千分尺測量架口外圓與中心架小圓弧平面(中心架上的工藝基準)之間距離,至少測量3點,檢查是否相等。
3)床身找正。雖然床頭和床尾都已找正,但對于即將進行精車的主軸還不夠。床頭、床尾的找正精度相對不夠高,部分主軸在按以上方法找正并精加工后仍然會出現主軸軸向竄動、異響等異常現象,不但影響主軸精加工質量,對機床本身也會造成一定程度的損傷。因此在床頭、床尾找正后,需進一步檢查主軸軸身是否與機床中心線平行。最直接的方法就是檢查主軸母線,但因大型主軸結構不一,軸身直徑各處不同,多數主軸無法通過直接測量母線找正,此時可采取如下措施:a.在主軸軸身上找兩段環帶,盡量靠近上、下法蘭位置,然后分別在同一刀架位置進刀加工,加工完成后用外徑千分尺檢查兩段軸身的直徑,通過直徑差值評估軸線偏差。b.根據車間長期加工經驗,主軸精車前必須空轉30 min及以上,并在法蘭端面架設百分表,監控主軸有無軸向方向竄動,未發生軸向竄動再進行精車。
3.2.2.2 雙托
主軸不需要掉頭可在架口完成后直接進行所有表面車削加工。架口加工完成后原位復查架口、主軸母線等是否符合工藝要求,合格后便可精車。但此時主軸架口處柱面是無法精車的,需要在其余表面全部精車完成后,調整主軸架口位置,二次找正后再進行主軸原架口柱面位置的精車。此時需根據主軸精加工尺寸更換中心瓦架,復查新架口圓度值并按一卡一托床身找正方法檢查主軸整個姿態與原架口位置車削時姿態是否一致,合格后方可精車原架口柱面。
一般情況下,采用雙托方式精車主軸時會把架口位置選擇在主軸形位公差要求較低的地方,這樣即使二次找正后存在較大誤差,也不會影響主軸車削質量。
4 結語
本文著眼于大型水輪機主軸車削加工過程,從實際經驗的角度,介紹了主軸車削加工兩大關鍵質量控制點:架口加工、車削找正。拋開車削刀具及切削參數影響,抓好以上兩個關鍵控制點,是確保整個大型水輪機主軸制造質量的前提條件。
