基于均方頻率與EMD的切削顫振特征提取方法*
2021-03-19 03:45:36邢諾貝劉福軍許黎明
制造技術與機床 2021年3期
邢諾貝 劉福軍 周 超 許黎明
(上海交通大學機械與動力工程學院,上海 200240)
顫振是金屬加工中由于刀具與工件之間的自激效應而自發產生的一種振動現象。顫振對工件的表面質量、刀具的壽命、乃至機床的使用壽命都有很大的影響。切削顫振的產生機制于1946年以來已經被眾多學者作為研究的熱點,研究發現切削顫振主要由再生[1]、摩擦[2]以及模態耦合[3]的影響而引起,其中再生效應被廣泛用于解釋加工過程中的顫振機理。為了提高機床加工的穩定性,穩定性Lobe圖[4-5]于1964年被提出,通過建立穩定切削模型并選擇穩定區域的切削參數以避免顫振的產生。由于機床動力學是非常復雜的系統,動力學特性會隨著切削參數的改變產生瞬態變化,實際模型與理論模型往往還存在一定的差距,無法在工程上廣泛應用。因此,利用傳感器信號對顫振現象進行在線監測與預報,具有非常重要的現實意義。
計算機與傳感器技術的快速發展,為在線監控顫振現象創造了良好的條件。常見的顫振監測傳感信號包括切削力信號[6-7]、振動加速度信號[8]、聲壓信號[9]等。不同的傳感信號對不同切削顫振的敏感程度也不同,一般采集的原始信號也無法有效地識別顫振。研究人員通過在原始信號中提取能敏感反應顫振的特征量,應用分類技術,進行切削顫振的在線監測研究。西安交通大學Yao Liu[10]提出了一種基于伺服進給電機電流和振動加速度信號的小波包變換提取顫振特征的在線監測方法,將特征頻帶信號的標準差和能量比作為顫振監測指標。清華大學張智等人[11]采用加速度傳感器,獲取主軸振動信號,以小波包能量熵值為指標,對銑削加工的穩定狀態進行識別,并取得良好效果。大連理工大學的周帥[12]獲取聲壓信號,選取有效值、顫振頻段占能比以及反映能量集中頻段轉移特性的特征值作為判斷顫振的特征量,并選取合適的閾值,進行多重判斷。Somkia[13]等對動態切削力信號求解平均方差并提取相應特征,實現了加工過程中顫振的在線監測。泰國朱拉隆功大學 S. Tangjitsitcharoen等[14]基于模式識別技術,將切削力的平均變化率作為顫振判別指數,進行車削顫振的監測和預報。
然而,目前研究中并沒有考慮特征值能否同時兼顧顫振提前預警和精確報警。因此,本文提出兩種新的切削顫振特征提取方法,特征分別著重于顫振早期預報的快速性以及狀態變化時的強烈敏感性,兩者有效結合互補,實現對切削顫振過程更快速、精確的監測。
1 研究方法
本文基于均方頻率與經驗模態分解,提出一種切削顫振的特征提取方法。首先,對銑削試驗得到的切削力信號進行快速傅里葉變換,確定顫振發生的頻域范圍。對信號進行離散小波包分解與重構,提取特征頻段的均方頻率作為特征量T1;其次,對信號進行經驗模態分解得到相應的IMF(intrinsic mode function),通過計算IMF與原始信號的相關系數選擇相應的分量,最終計算IMF能量熵作為顫振特征量T2。最后,組成特征向量[T1,T2]作為檢測指標。
1.1 理論基礎
小波分解是一種窗口面積固定但其形狀可改變,即時間和頻率窗都可改變的時頻局部化分析方法,由于它在分解過程中只對低頻信號再分解,對高頻信號不再實施分解,使得它的頻率分辨率隨頻率升高而降低。
(1)小波包分解
小波包分解彌補了小波分解只對低頻信號再分解,對高頻信號不再分解的不足,能根據信號特性和分析要求自適應地選擇相應頻帶與頻譜進行匹配。
小波包分解一般采用經典的快速迭代算法,其分解算法為
(1)
(2)
重構算法為
(3)
(2)經驗模態分解(empirical mode decomposition)
經驗模態分解是一種適用于處理非線性、非平穩信號的時頻處理方法。它能夠將復雜的信號分解成有限個本征模函數(IMF)分量,每個IMF都包含了原始信號在不同時間尺度上的局部特征信號。IMF必須滿足以下兩個條件① 信號序列的極大值點與過零點,兩者的數目必須一致或只能相差一個;②在信號序列中,局部極大值與過零點所形成的平均包絡要為零。具體算法流程如下:
①對原始信號x(t)的所有極大值、極小值點,利用三次樣條插值函數分別擬合成上下包絡線,并求得平均包絡m1(t)。
②將原始信號減去平均包絡得到h1(t),判斷所得序列是否滿足IMF條件。若滿足,則得到第一個IMF分量h1(t),并將x(t)-h1(t)作為新的原始信號回到步驟1,進入循環;若條件不滿足,則將h1(t)作為原始信號回到步驟1,再次篩選,直到滿足條件。
③重復執行步驟①與步驟②,當執行到第n次,若第n個剩余量為無法再次分解的單調函數,則整個EMD分解過程完成,得到全部的IMF分量,如下式所示:
(4)
式中:x(t)為原始信號、ci為IMF分量、rs為殘余函數。
(3)均方頻率(mean square frequency)
均方頻率能夠反映信號在頻域中的變化,當顫振發生時,頻域的變化是十分顯著的,它是信號頻率平方的加權平均,以功率譜的幅值為權。由于顫振現象的發生,信號的主頻帶下移,均方頻率的值也會急劇下降。均方頻率的計算公式為
(5)
式中:f表示頻率;S(f)表示功率譜幅值。
(4)能量熵
熵能夠反映一組時間序列波動的規律性和復雜性,是序列混亂程度的一種度量。針對復雜信號,可通過計算信號的能量熵[15]來監測顫振的發生。
假設一組信號經過分解得到M個分量[S1,S2,…,SM],計算每個分量的能量值:
(6)
式中:Si(t)是原信號分解的第i個分量。通過計算M個分量的能量值,得到信號分量向量[E1,E2,...,EM]。對能量值進行歸一化:
(7)
式中:∑pi=1;∑Ei為總能量。
能量熵的計算公式如下:
(8)
2 試驗研究
銑削顫振試驗裝置和方法如下[16]:銑削力采集系統由 Kistler9272測力計、5697數據采集卡、Kistler-5070A電荷放大器以及PC組成。工件材料為400 mm×100 mm×100 mm的鋁合金,刀具為四齒硬質合金球頭銑刀,半徑4 mm,懸伸長度為40 mm,銑削力采樣頻率為20 000 Hz。通過改變銑削加工的切削參數,如:主軸轉速n、進給速度f以及軸向切削深度ap,得到五組加工切削力信號,其中前三組均為穩定狀態,后兩組出現顫振現象,如表1所示。
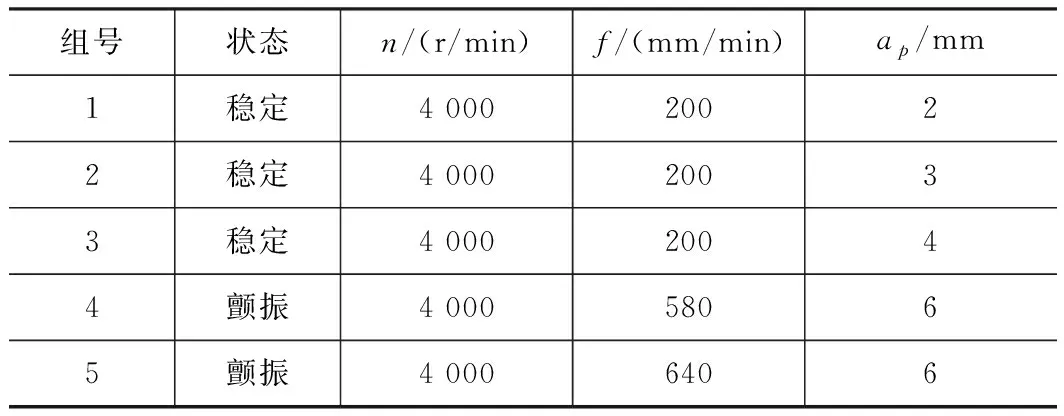
表1 實驗條件設置
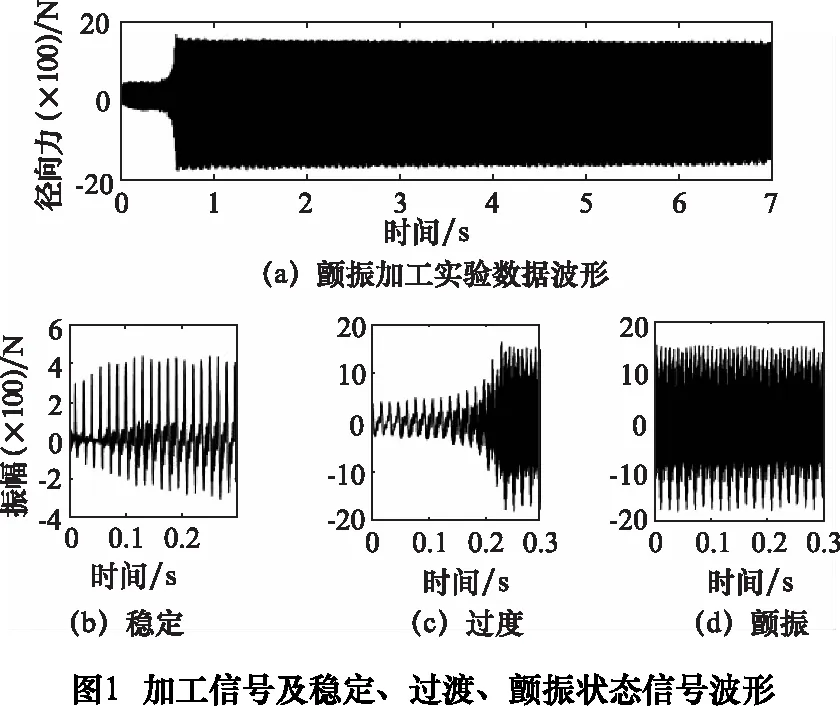
以第5組數據為例,圖1a為時長7 s的加工信號時域圖,是從穩定加工到顫振現象發生的一個過程。圖1b~d分別為其中穩定、過渡、顫振3個階段的時域圖。可以看出,與穩定狀態的切削力信號相比,顫振狀態信號幅值急劇增大,是一種破壞性極大的異常切削狀態。
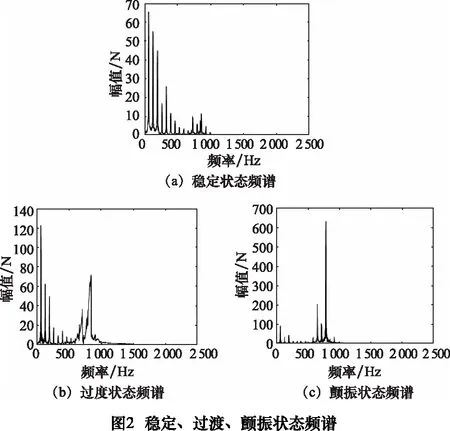
對3個狀態的信號都進行快速傅里葉變換,得到相應的頻譜圖。由圖可見,圖2a的頻譜整體上幅值較小,且主要集中在低頻段,在65 Hz左右達到幅值最大。和穩定狀態相比,圖2b在500~1 000 Hz之間幅值有所增加,這說明在顫振過渡階段,切削力信號開始比較明顯地出現能量頻移現象。從圖2c中可以發現,切削力信號在500~1 000 Hz頻段之間幅值急劇增大,峰值在788 Hz附近。基于對信號時域和頻域兩方面的分析,可以得到結論:當發生顫振現象時,切削力信號在時域上的幅值會急劇增大,頻域上信號能量會發生頻移。
3 結果分析
3.1 基于均方頻率的顫振特征識別
通過上述研究發現,切削顫振的產生伴隨著能量頻移的現象,在788 Hz處達到峰值的最大。通過對第五組信號截取包含穩定、過渡以及顫振狀態的信號點,通過小波包變換對其進行4層分解,得到16個頻率分段,為d1~d16。其中,d2段的頻率范圍為625~1 250 Hz,d2段包含的顫振信息最為豐富,對d2段的小波包系數進行重構,計算該頻率段信號的均方頻率。
為了提高顫振特征的普適性,選擇顫振發生頻段切削力信號均方頻率MSF與顫振狀態下均方頻率最大值MSFmax的占比系數T1作為顫振特征。該特征是個無量綱參量,且數值在區間[0,1]內,對機床加工的不同工藝以及不同的切削參數都具有適用性,能夠有效的對顫振進行識別。T1的計算公式如下:
(9)
式中:rmax為均方頻率的最大值。
為了驗證顫振特征T1是否能夠敏感反應顫振的產生,計算信號從穩定狀態過渡到顫振狀態的T1,并繪制隨信號變化的曲線圖,如圖3所示。
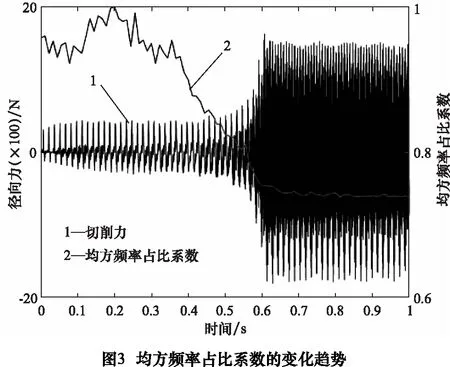
從圖3中可以看出,在穩定切削狀態,均方頻率占比系數整體變化不是很大,主要在0.9~1。在0.4 s左右發生突變,此時加工進入過渡階段,T1急劇下降到0.75附近,并且隨著顫振的完全發生,一直維持在0.75附近,且波動不大,證實了T1的有效性,能夠作為監測并預報顫振的指標。
3.2 基于EMD能量熵的顫振特征識別
對第五組信號做經驗模態分解,原信號自適應地分解為11個IMF分量和殘余rs,如圖4所示。相關系數可以用來衡量不同信號間的關聯程度[17],計算每個IMF與原始信號的相關系數。
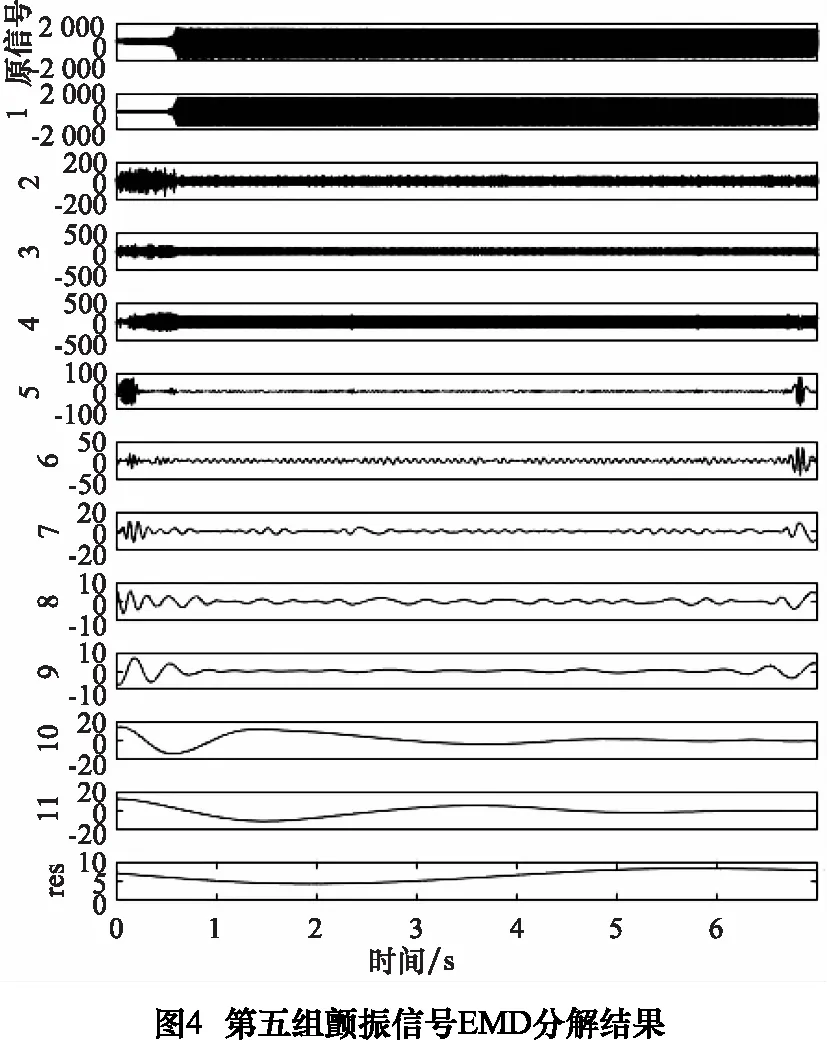
如表2所示,信號的能量主要集中在前四階IMF中,而且與原信號的相關性也要比其余IMF要大一個數量級,說明分解后信號的信息主要分布在前四階IMF中,IMF5~IMF11可以看作是虛假分量,忽略不計。
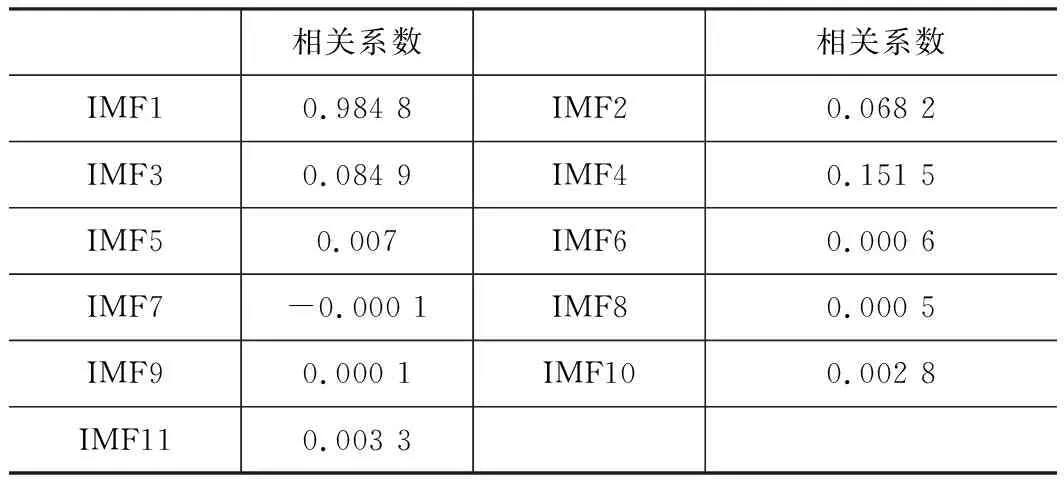
表2 IMF與原信號相關系數
5組加工信號EMD分解后,計算前四階IMF的能量熵T2,如圖5a所示,前3組為穩定狀態,后2組為顫振狀態。發現穩定銑削時,信號的能量熵值要遠遠大于顫振狀態下的能量熵值。計算第5組信號中穩定、過渡、顫振狀態下的能量熵,結果如圖5b所示,可以看出銑削從穩定過渡到顫振,熵的值急劇減小。第5組的分析更加證明了本文所提出的顫振識別方法的可靠性。
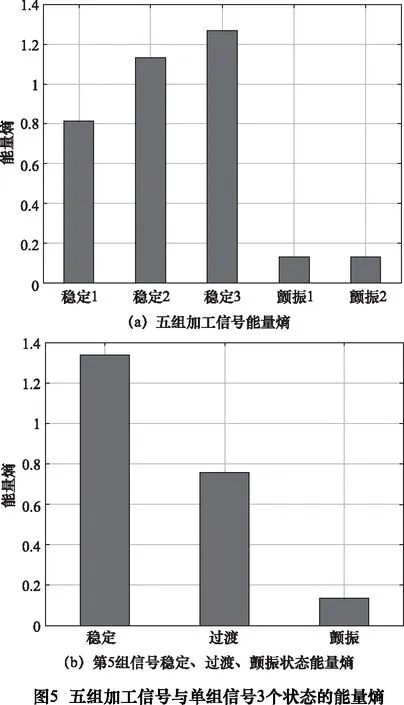
穩定銑削時,得到的切削力信號經過分解,能量分布比較平均,信息也比較不確定,能量熵高。當發生顫振現象時,信號能量會出現頻移現象,向顫振頻率處集中,此時能量分布不再平均,信息不確定性變小,能量熵減小。通過圖5可得能量熵作為特征T2可以有效識別顫振。
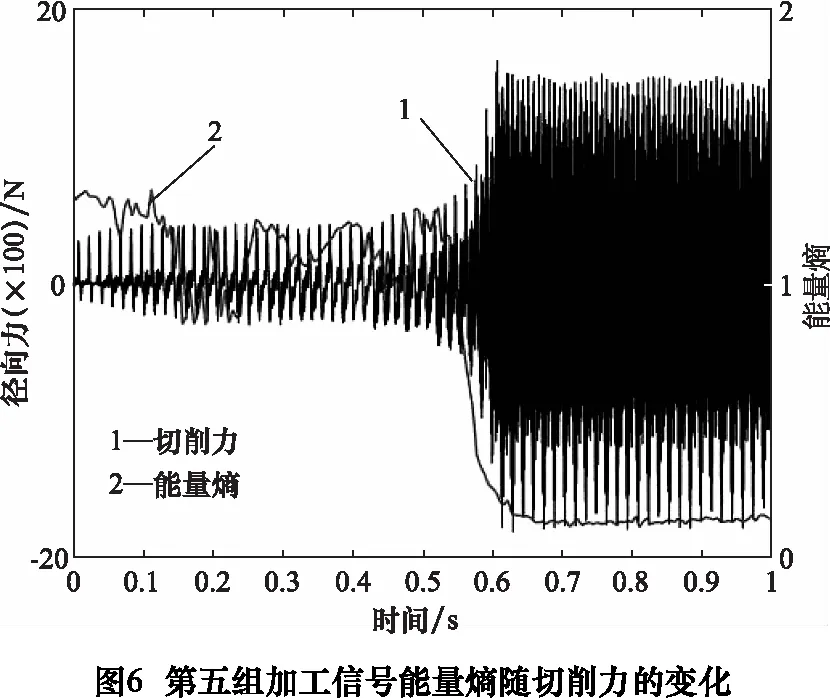
圖6為第5組信號從穩定銑削到顫振過程中特征T2的變化趨勢。大約在0.52 s處T2發生突變,進入過渡狀態的T2開始急劇下降。當顫振已經完全發生時,T2一直維持在0.2附近且波動變化不大,證實了T2可以作為監測與預報顫振的指標。
經過分析比較,T1、T2雖然都在顫振發生前有一個急劇的變化趨勢,但兩者的變化程度仍有一定差距。顫振發生時,T1的大小相較于穩定狀態降低近20%;而T2的大小相較于穩定狀態降低近80%,兩者的變化程度相差近4倍,在顫振預報的精確性上T2要更優于T1。
3.3 方法總結
通過上述的分析,可以得知均方頻率占比系數能夠更快地實現顫振預警,在0.4 s左右特征值就已經開始發生突變,但是總體變化率只有20%,過小的變化率不能作為顫振報警的決定因素,單獨使用該種方法具有一定的局限性;EMD能量熵在0.52 s處值才開始發生突變,在早期預警上略有不足,但是其總體變化率達到近80%,能夠實現精確報警,與均方頻率形成有效的互補,對監測切削顫振過程,反應更加快速、精確。
4 結語
基于小波包分析與經驗模態分解,提出了兩種切削顫振的特征提取方法。該兩種方法分別將小波包顫振頻帶的均方頻率占比系數以及IMF分量能量熵作為特征T1、T2。研究表明T1、T2能夠有效識別銑削加工過程中穩定、過渡以及顫振3種狀態,形成有效互補且通用性好的新方法。后續工作中可以基于特征向量[T1,T2],通過人工智能分類算法提高加工狀態的分類識別精度,實現臥式加工中心銑削加工穩定性的在線監測和預報警。
猜你喜歡
數學小靈通·3-4年級(2024年2期)2024-05-15 02:02:28
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
世界科學技術-中醫藥現代化(2020年2期)2020-07-25 02:05:36
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
當代陜西(2019年10期)2019-06-03 10:12:04
中國生殖健康(2019年3期)2019-02-01 06:12:26
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
