給水除氧器系統疏水器焊縫開裂分析處理
2021-03-20 04:49:50張本賀
電力安全技術 2021年1期
張本賀
(陽江核電有限公司,廣東 陽江 529941)
1 焊縫開裂情況
2015-12-04 至2016-07-04, 某 核 電 廠1,2,3 號機組常規島給水除氧器系統(feedwater deaerating tank and oxygen stripper,ADG)的疏水器ADG004PU 下游管道焊縫多次出現開裂泄漏的缺陷,見表1。經檢查發現裂紋均為沿焊縫方向的縱向裂紋。

表1 焊縫斷裂信息
通過對焊縫開裂的特征進行統計分析,發現焊縫開裂的缺陷符合共模缺陷的特征。
2 系統及設備簡介
ADG 系統通過分壓定律利用抽氣對給水進行除氧,ADG 系統會在蒸汽除氧之前對蒸汽進行凝結疏水,以此控制進入除氧器的蒸汽品質。ADG系統設置了兩臺疏水器ADG002/004PU 對母管進行疏水,ADG004PU 所在的管線位于母管的上游是主要的疏水回路。ADG004PU 是阿姆斯壯公司生產的倒置桶式疏水器,疏水周期約60 s,持續時間約10 s,疏水完成后下游管道內為負壓。疏水器下游管道設計溫度185.6 ℃、壓力1.04 MPa、管道規格89×5.5 mm、材質304L。
3 原因分析
ADG004PU 下游管道焊縫開裂是共模缺陷,下面主要從設計選型、原材料檢測、運行工況、失效特征方面開展調查分析。
3.1 設計選型
根據廣東省電力設計研究院編寫的《給水除氧器系統設計手冊》對ADG004PU 下游管道選型進行復核,管道選型滿足系統設計工況的要求。
現場實測管道尺寸數據和支吊架的安裝位置數據,將實測數據輸入管道力學計算模型,計算結果一次應力和二次應力都滿足標準要求。
3.2 原材料檢測
3.2.1 化學成分
對斷裂管道取樣進行化學成分檢測,管道母材的檢測結果,見表2,其中P 元素含量0.039 %,不滿足國標GB/T 14976—2012《流體輸送用不銹鋼無縫鋼管》中對P 元素含量≤0.035 %的要求,其他元素含量滿足要求。焊縫的檢測結果,見表3,焊縫的元素含量均滿足標準要求。
3.2.2 力學性能
按照GB/T 228.1—2010《金屬材料 拉伸試驗 第一部分:室溫試驗方法》和GB/T 228.2—2015《金屬材料 拉伸試驗 第二部分:高溫試驗方法》對母材和接頭進行室溫和100 ℃條件下的拉伸試驗,試驗結果見表4。
按照GB/T 229—2007《金屬材料夏比擺錘沖擊試驗方法》對母材、焊縫和熱影響區分別進行沖擊試驗,試驗結果見表5。
結果表明母材的強度、斷后伸長率、沖擊韌性均滿足標準要求,且有較大的富余量。焊接接頭的強度超過母材的典型值,也符合標準要求。斷后伸長率遠低于母材和TGS-308 L 熔敷金屬(天泰焊材手冊提供的TGS-308L 焊絲熔敷金屬抗拉強度和斷后伸長率分別為580 MPa,42 %)的要求,同時也顯著低于308 L 類不銹鋼焊材對熔敷金屬斷后伸長率≥35 %的要求。

表2 鋼管元素含量 wt%
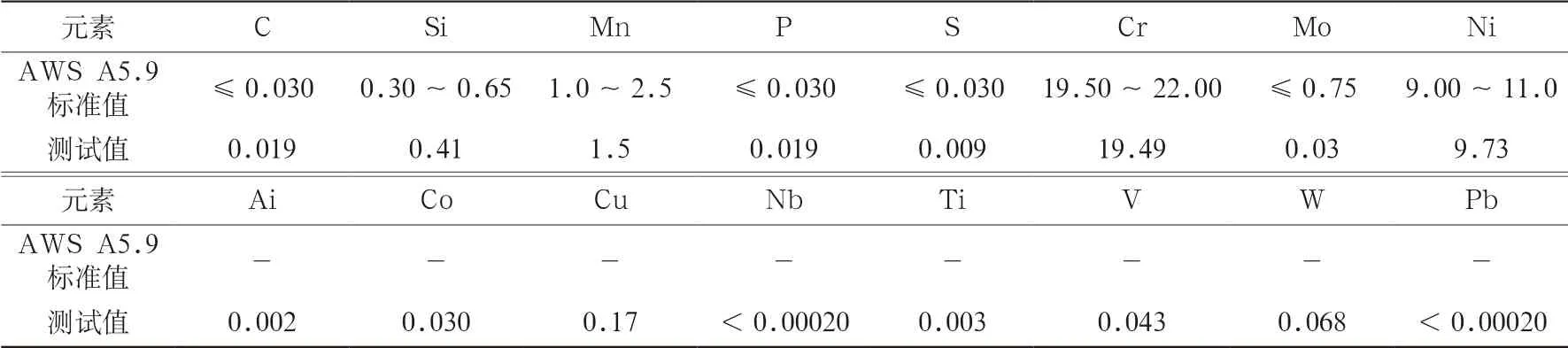
表3 焊縫元素含量 wt%
3.3 運行工況
3.3.1 交變應力
對ADG004PU 下游管道進行應變測試,測試過程包括機組的初始升溫階段、第二次升溫階段、初步穩定階段和滿功率階段,根據應變測試的結果,可以計算出每個階段測點的應力值(見表6)和對應的應力分布曲線(見圖1)。根據計算結果第二次升溫階段有2 個點、初步穩定階段有1 個點、滿功率階段有3 個點的應力值超過304 L 的熱膨脹應力極限值172.5 MPa。
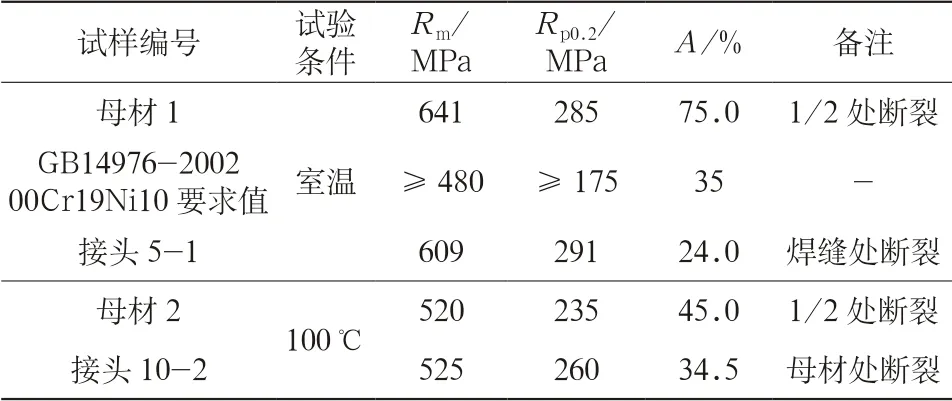
表4 拉伸試驗結果
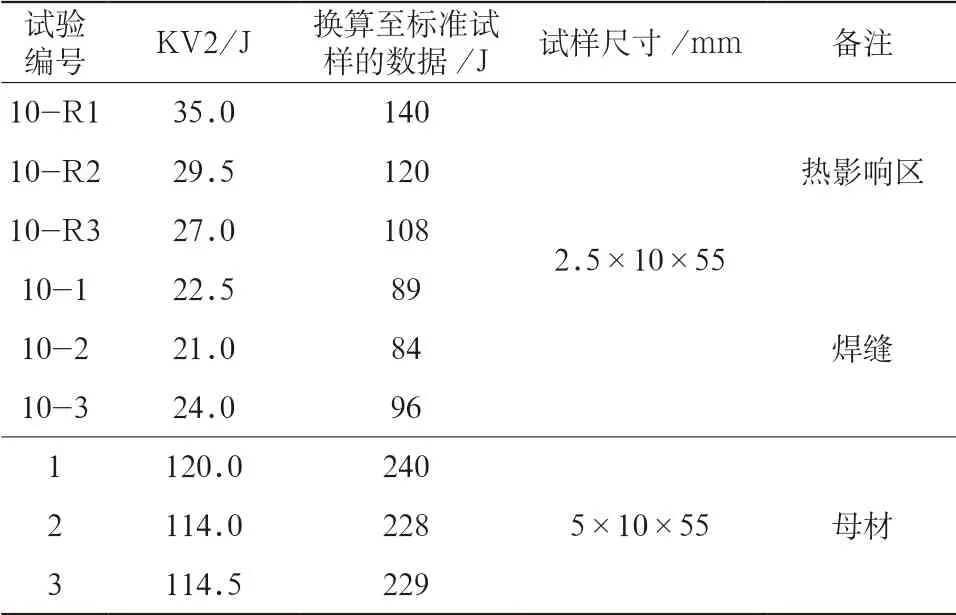
表5 室溫沖擊試驗結果

表6 測點應力計算結果 MPa
3.3.2 振動
對ADG004PU 下游管道進行振動測試,測試結果X,Y,Z向振動速度峰值均未超過21.3 mm/s,振動品質為優秀。
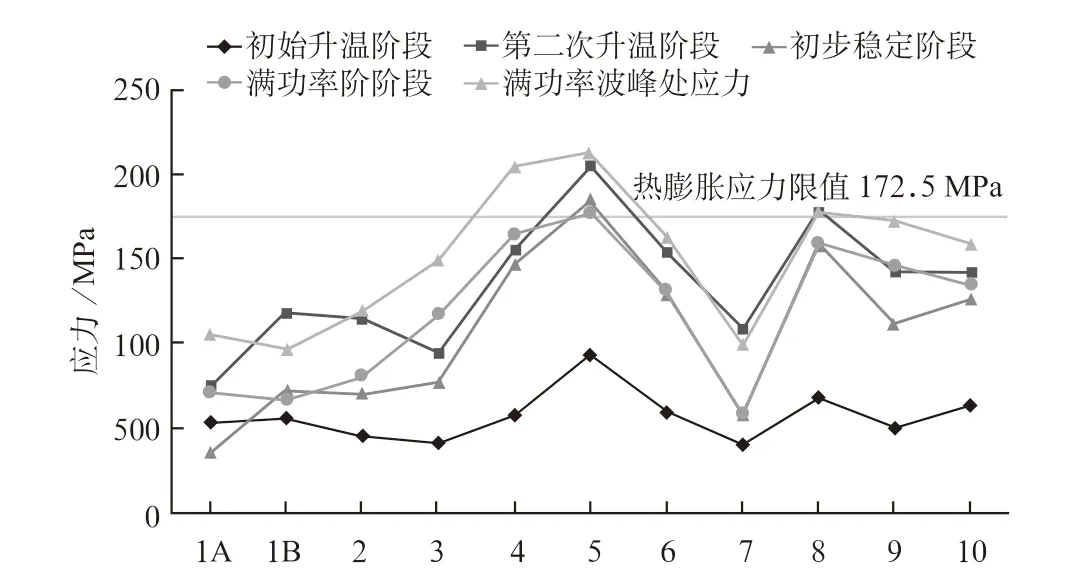
圖1 應力分布曲線
3.4 失效特征
3.4.1 宏觀特征
ADG004PU 下游管道的法蘭、彎頭、及直管焊縫均存在開裂,對拆下的管道進行PT 檢測,除現場已發現焊縫裂紋外,其他焊縫也在內壁發現裂紋(未穿透),且開裂位置均存在于焊縫邊緣的熔合線區域。
根據檢查結果:ADG004PU 下游管道焊縫開裂存在普遍性。
3.4.2 接頭微觀金相及斷口組織特征
對ADG004PU 下游管道焊縫(W008)的裂紋進行電鏡檢查,微觀金相組織特征結果顯示,裂紋啟裂于焊縫熔合線區由內向外擴展呈穿晶分布的特征;裂紋周圍未發現明顯腐蝕產物無晶間腐蝕的特征;同時裂紋內壁不存在明顯的氧化層,且管道未進行過熱處理,服役溫度不超過180 ℃,證明裂紋不具備熱裂紋的特征。
對ADG004PU 下游管道焊縫(W008)的斷口進行電鏡檢查。斷口裂紋擴展區占比面積相對瞬時斷裂區小,表明應力較高,斷口整體起伏較小,靠內壁更為平整,微觀上斷口呈現解理或準解理特征,整體呈脆性開裂特征。啟裂區和瞬時斷裂區存在二次裂紋,靠內壁區域未發現明顯的單處點狀啟裂源特征,斷口擴展區發現疲勞輝紋特征。當裂紋啟裂經疲勞擴展至一定階段后失穩狀態下發生脆性開裂,且裂紋擴展區的占比面積相對瞬時斷裂區小,側面證明了接頭處材料的塑韌性較差。
3.5 結論
根據上述檢測分析結果,ADG004PU 下游管道母材的P 元素超標會導致焊接接頭熔合線區域的塑韌性偏低,焊材的伸長率低導致焊接接頭的塑韌性偏低。倒置桶疏水器周期性疏水,下游管道內溫度呈周期性變化,導致管道焊接接頭處產生周期性交變應力,并且交變應力超過了管道材料的許用應力限值。因此,塑韌性較低的焊接接頭在超標的交變應力的作用下疲勞開裂。
4 處理方案
對1/2/3ADG004PU 下游的管道進行整體更換,管材使用前進行復驗,確保管材化學成分和力學性能滿足標準要求。焊材使用前進行復驗,確保焊材力學性能滿足要求,特別是焊材伸長率應高于35 %。倒置桶疏水器間接性疏水容易導致下游管道產生交變應力,將倒置桶式疏水器換成疏水頻率更高、疏水連續性更好的浮球式疏水器。
根據《除氧氣器系統設計手冊》上的參數,選用斯派莎克公司生產的浮球式疏水器(型號:DN50-FT44-21-PN40)。倒置桶式和浮球式疏水器參數對比見表7。

表7 疏水器設計參數對比
根據對比分析,該型號的浮球式疏水器滿足設計要求。
5 處理效果
對3 臺機組ADG004PU 下游管道的開裂情況和改造情況進行統計分析(見表8),3 臺機組中焊縫出現開裂泄漏的時間最短的7 個月,最長的19個月。3 臺機組改造完成后,截至2019 年9 月,3臺機組ADG004PU 下游管道焊縫未再出現開裂泄漏的缺陷,安全運行18~31 個月。

表8 各機組焊縫泄漏及改造時間
綜上所述,浮球式疏水器替代倒置桶式疏水器、使用合格的管材和焊材能有效提高疏水器下游管道的使用壽命,解決疏水器下游管道焊縫疲勞開裂的問題。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
當代陜西(2019年10期)2019-06-03 10:12:04
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02