脈沖MIG焊焊接參數(shù)對焊縫成形及硬度的影響 *
2021-03-22 02:25:42蔣成燕賈金龍
機械研究與應用 2021年1期
蔣成燕,馮 毅,賈金龍,薛 誠
(蘭州工業(yè)學院,甘肅 蘭州 730050)
0 引 言
脈沖MIG焊由于具有焊接電流調節(jié)范圍大、焊絲直徑選擇類型廣且可實現(xiàn)被焊零件的全位置焊接的特點,從而獲得材料成型領域及工程裝備領域工作者的極大的關注。但是脈沖MIG焊的調節(jié)參數(shù)較多,例如脈沖電流、維弧電流、脈沖時間、維弧時間、平均電流、脈沖頻率、占空比、送絲速度、電弧電壓等。眾多的焊接參數(shù)導致參數(shù)之間的匹配關系復雜,使得特定零件的參數(shù)優(yōu)化難度增加。從而,阻礙了脈沖MIG焊的發(fā)展。針對上述問題,國內有學者進行了鋁硅合金材料雙脈沖MIG焊接一元化調節(jié)專家數(shù)據(jù)庫的試驗與開發(fā)[1],以表面堆焊的方式進行焊縫表面成形評價,建立了焊接參數(shù)匹配的專家數(shù)據(jù)庫,實現(xiàn)按若干檔位調節(jié)的參數(shù)一元化。也有研究人員通過鋁合金平板堆焊,開展了雙脈沖MIG焊峰值電流與頻率對焊接電弧穩(wěn)定性及焊縫成形的影響研究[2]。但脈沖MIG焊焊接工藝參數(shù)變化對低合金鋼焊縫成形質量及性能的影響研究尚不夠充分。基于此,本文通過低合金鋼的脈沖MIG焊焊接工藝試驗,調整脈沖電流、維弧電流、脈沖頻率和占空比進行I型對接焊接試驗。利用四因素三水平的正交試驗評價焊接接頭的成形質量和硬度,進而獲得焊接參數(shù)對低合金鋼焊接接頭質量的影響權重順序。
1 試驗材料及方法
試驗采用P-MIG500脈沖MIG焊機,對厚度為3.0 mm的Q235低合金鋼板進行不同焊接工藝參數(shù)的平板對接焊接試驗。選用焊絲為直徑φ1.2 mm的碳鋼焊絲,采用I型對接,保護氣體為高純氬氣。焊接條件如下:Ar流量為20 L/min,坡口間隙為1~2 mm, 送絲速度為3 m/min。對脈沖MIG焊焊接電源的脈沖電流、維弧電流、頻率和占空比進行四因素三水平的正交試驗[3]。每個因素取3個水平。按照優(yōu)選法的思想進行因素的水平選取,經(jīng)過大量試驗進行優(yōu)水平的逐次逼近,試驗確定各因素的優(yōu)水平如表1所示。
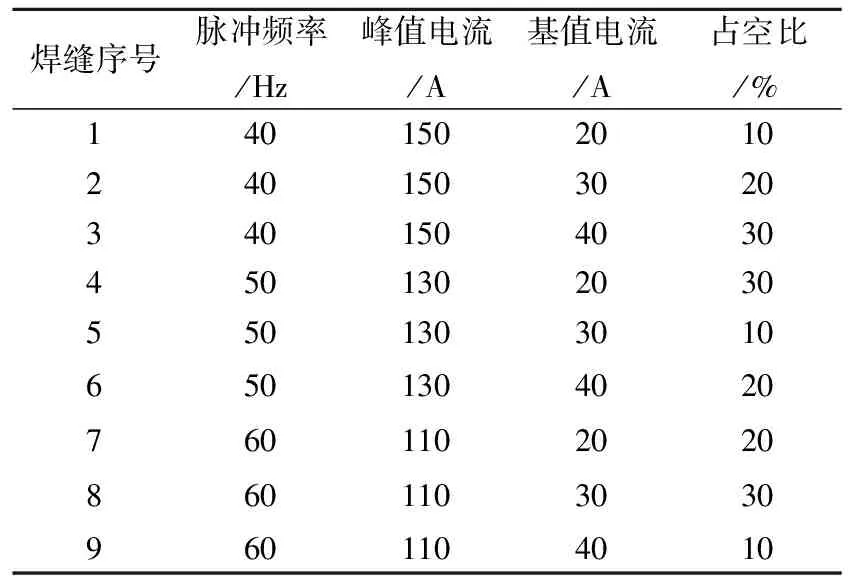
表1 焊接正交試驗表
按照正交試驗的安排,進行了對接接頭的焊接工藝試驗最終獲到9條試驗焊縫,采用觀測法對9組焊縫的宏觀形貌和成型性進行判斷。利用MH-5-VM顯微硬度儀對焊縫進行硬度測試。測試區(qū)域以表面機械平整處理的焊縫區(qū)為中心向兩邊延伸,分別測試6個點,總共測試13個點。被測點間距0.5 mm。每個樣品重復測試3次,將每個區(qū)域3次測試的平均值作為該區(qū)域的硬度值。
2 試驗結果及討論
2.1 焊縫表面成形性評價
由于焊接工藝參數(shù)的調整會直接影響焊縫的成形質量。在工藝參數(shù)按正交試驗調整后,對改變焊接工藝參數(shù)獲得的9組焊縫進行外形宏觀觀測,結果如圖1所示。
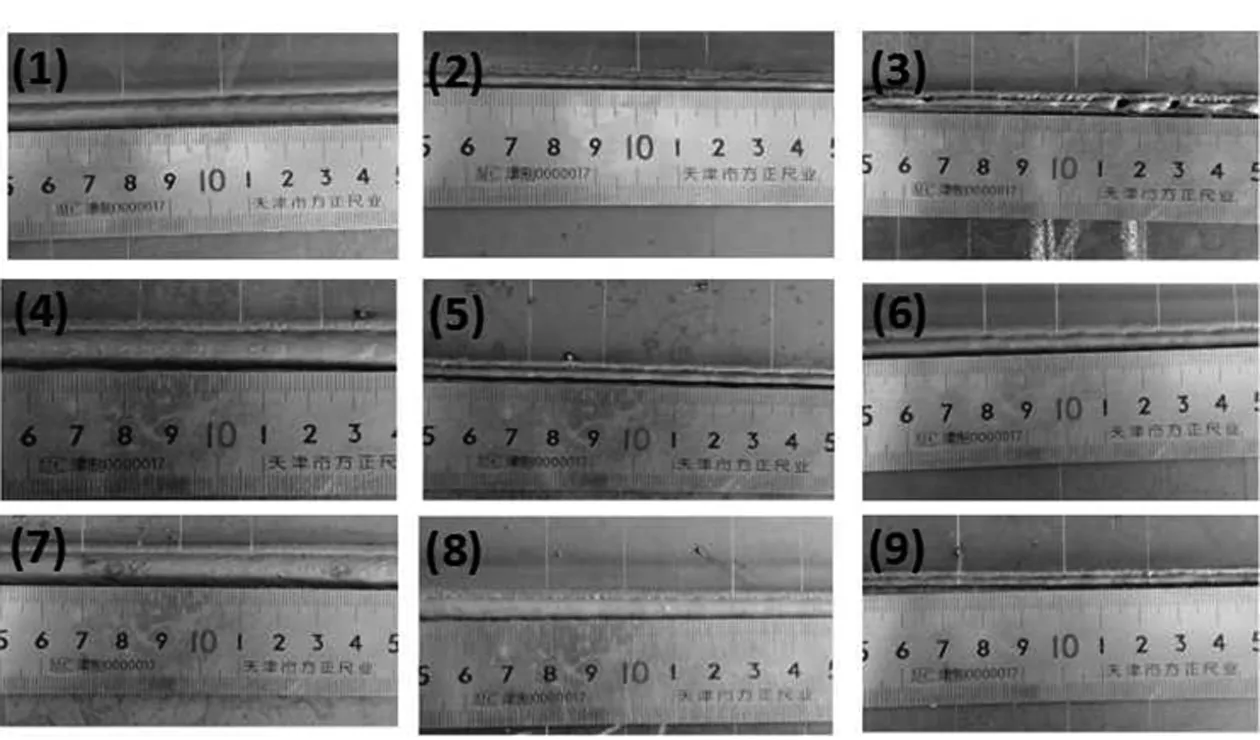
圖1 不同電源參數(shù)獲得的焊縫宏觀形貌圖
焊縫表面成形質量依據(jù)焊接過程的連續(xù)性、焊接接頭的填充效果和焊縫成形的均勻性三個方面的進行評定。當焊接電弧的穩(wěn)定性高、焊接接頭的填充性好且焊縫成形均勻時評定該焊縫質量為優(yōu)級;當焊接電弧無斷弧現(xiàn)象,焊接接頭的填充性一般且焊縫局部成形均勻時評定該焊縫質量為中級;當焊接電弧存在斷弧現(xiàn)象,焊接接頭填充不良且焊縫成形較差時評定該焊縫質量為差級。其中優(yōu)級焊縫可評分為9~7分,中級焊縫可評分為6~4分,差級焊縫可評分為3~1分。按照實際的焊接試驗焊縫外觀形貌將正交試驗中的焊縫分別給予相應的等級及評分[4]。因此,對如圖1所示的9組焊縫進行對比打分。再根據(jù)焊縫的質量評分,結果如表3所列。依據(jù)質量評分進行正交試驗的極差分析,進而得到焊接工藝參數(shù)的脈沖電流、維弧電流、頻率和占空比因素對焊縫成形的影響規(guī)律,結果如表4所列。
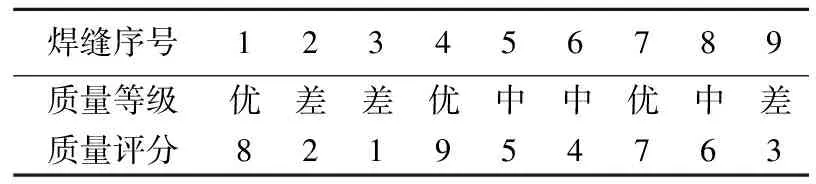
表3 焊縫成形等級及評分表
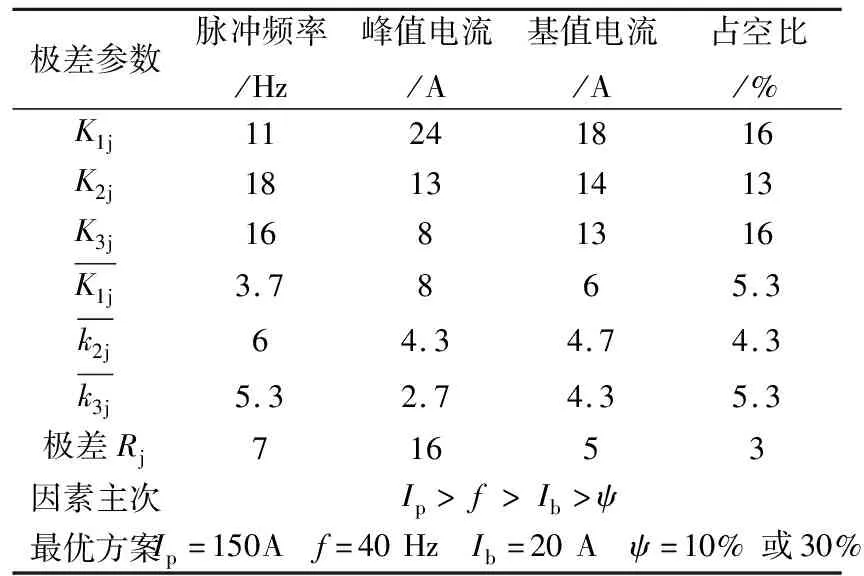
表4 焊縫成形評分極差分析
由表4可知,經(jīng)正交試驗得到的極差R值脈沖頻率為7、脈沖電流為16、維弧電流為5、占空比為3。上述結果說明脈沖電流對焊縫成形的影響最大,脈沖頻率次之,維弧電流第三,而占空比對焊縫成形的影響最小。這是由于焊接時脈沖電流的大小決定了熔滴過渡的形式,在平均電流和送絲速度不變的情況下,脈沖電流較大時,更容易實現(xiàn)射滴過渡,有助于焊縫熔深增加,從而實現(xiàn)對接接頭的優(yōu)質連接。
2.2 焊縫硬度因素分析
焊接工藝參數(shù)同樣會直接影響焊縫的力學性能,導致焊縫以及近縫區(qū)的硬度發(fā)生變化。文獻[5]的研究表明,熱影響區(qū)最高硬度值過大容易導致該區(qū)域淬硬傾向增加,使得焊接接頭的熱影響區(qū)成為微觀裂紋發(fā)源地。因此,可根據(jù)硬度試驗獲得的熱影響區(qū)的最高硬度值的大小對焊接接頭硬度質量進行評定。最高硬度值越大,焊接接頭硬度質量評分越低;最高硬度值越小,焊接接頭硬度質量評分越高。9組焊縫硬度試驗數(shù)據(jù)如圖2所示,焊接接頭硬度質量評分結果如表5所列。

圖2 不同焊接工藝焊縫硬度值

表5 焊縫硬度評分表
再根據(jù)焊接接頭硬度質量的得分情況,計算出K值及K值的平均值k,通過K值及k值計算出硬度極差R值,完成硬度測試的極差分析,如表6所列。
根據(jù)表6中焊縫硬度的極差分析得到的R值脈沖頻率為11、脈沖電流為10、維弧電流為3、占空比為10。該結果說明脈沖頻率對焊鋒硬度的影響最大,脈沖電流次之,占空比第三,而維弧電流基本不影響焊縫硬度。這是由于脈沖頻率需要與焊接電流相匹配才能得到合理的熱輸入。脈沖頻率越小,導致單位長度焊縫受熱時間越長,容易引起熱影響區(qū)晶粒長大,淬硬傾向增加,熱影響區(qū)最大硬度值上升。但上述結果中焊縫3的熱影響區(qū)最大硬度值低是由于熱輸入過小,造成未焊透所致。
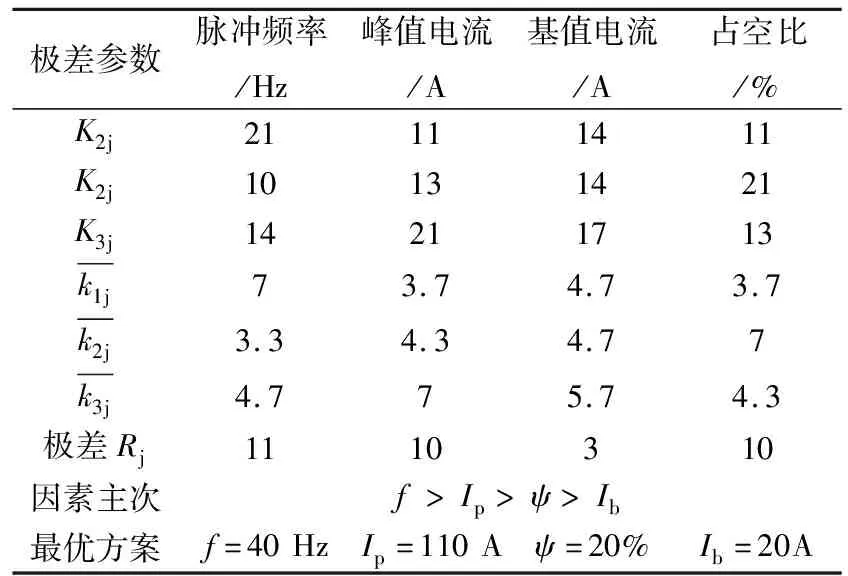
表6 焊縫硬度試驗結果的極差分析
3 結 語
通過調整脈沖MIG焊的參數(shù),進行Q235低合金鋼板的平板對接焊接工藝試驗,并對試驗焊縫進行表面宏觀形貌觀測及硬度測試。由測試結果可知,在焊接工藝參數(shù)中(脈沖電流、維弧電流、脈沖頻率和占空比),脈沖電流對焊縫成形質量的影響最為顯著,而脈沖頻率對焊接接頭硬度變化的影響最為明顯。本實驗得到脈沖MIG焊各參數(shù)對焊接接頭的成形及硬度影響的權重順序,為后期建立脈沖MIG焊對接接接頭參數(shù)匹配的專家數(shù)據(jù)庫提供參數(shù)依據(jù)。
猜你喜歡
中學生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
產品可靠性報告(2017年7期)2017-09-05 09:49:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
