一種制孔末端執行器的設計與仿真驗證
2021-03-23 09:50:16王帥劉春
現代制造技術與裝備 2021年1期
關鍵詞:設計
王 帥 劉 春
(沈陽航空航天大學航空制造工藝數字化國防重點學科實驗室,沈陽 110136)
自20世紀50年代以來,歐美學者致力于飛機自動化裝配技術的研究。到目前為止,美國、德國、意大利和法國等均對此項技術進行了研制與試驗,并已經廣泛應用于航空制造業[1]。美國EI公司與英國空客公司針對波音F/A-18E/F機翼后緣襟翼的制孔和锪窩工作,聯合研發制造了一款基于6軸機械手的自動鉆削系統(ONe-sided Cell End effector,ONCE)[2]。德國寶捷(Brotje-Automation GmbH)針對單通道飛機艙門內部結構安裝實心鉚釘的需要,設計了一款機器人鉆鉚末端執行器[3-4]。近年來,國內學者也開始致力于多功能末端執行器的研究。西北工業大學齊振超等人聯合成飛研制出一款采用激光距離傳感器結合法向找正和標定算法的制孔末端執行器,實現了對制孔過程法向精度的控制[5]。浙江大學柯映林教授團隊研制的自動鉆鉚末端執行器可實現智能識別、檢測定位、自動更換鉆頭與鉚釘等功能,能夠通過回轉式結構完成制孔、锪窩、除塵、插釘以及銑平沉頭等工序[6]。
機器人柔性裝配系統將工業機器人和多功能末端執行器集成為一體,能夠完成不同產品及其改型產品的制造和裝配任務,提高了飛機生產的裝配效率與質量[7-8]。因此,研究機器人柔性裝配系統具有重要的現實和長遠意義。末端執行器作為柔性裝配系統的核心部件之一,主要負責加工任務,其重量、結構和穩定性等直接影響加工質量[9]。本文針對飛機部/組合件裝配制孔工作的需求,提出了一種制孔末端執行器的設計方案,并利用DELMIA對該末端執行器進行了仿真驗證。
1 末端執行器整體結構及工作原理
1.1 整體結構
根據航空制造業的實際需要,末端執行器需滿足:重量約100kg;可加工孔的范圍4~8mm;加工材料以鈦合金、鋁合金和復合材料為主;最大加工厚度為15mm。
根據制孔的技術要求,末端執行器需具備以下功能。第一,具備法向測量功能。制孔時,配合機械手將鉆頭的軸線方向與制孔部位法向偏角控制在±0.5°。第二,具備锪窩深度補償功能。制孔時,將锪窩深度控制在±0.05mm。第三,為了消除疊層間隙,保證制孔的穩定性,制孔時需要具備壓緊結構,以提高制孔的精度。第四,具備制孔锪窩一次完成的功能,提高制孔的效率。第五,具備主軸轉速可調、進給力和進給速度可調以及冷卻潤滑等其他輔助功能。因此,在設計過程中采用模塊化設計理念,將末端執行器按照功能結構劃分為主軸單元、進給單元、框架單元、壓緊單元、連接單元和法向檢測單元,結構如圖1所示。

圖1 制孔末端執行器整體結構
1.2 工作原理
末端執行器通過法蘭盤與6軸機械手固定。系統根據預先輸入的孔位信息數據,控制機械手調整末端執行器的初始位姿,使末端執行器的鉆頭與理論孔位法向同向,然后控制機械手在移動平臺上移動,使末端執行器移動到孔位上方并對準孔位。激光跟蹤儀測量實際孔位與理論孔位的誤差,并根據測量值調整末端執行器位置,使鉆頭位置與給定位置一致。孔位找正完成后,激光位移傳感器測量法向偏差,并根據測量值調整末端執行器位置使鉆頭法向與給定法向一致。法向調平結束后,機械手帶動末端執行器壓緊工件,然后啟動電主軸,控制氣缸推動電主軸進給,完成制孔锪窩。PLC通過控制電磁閥使氣缸反向運動,實現主軸和氣缸的復位。末端執行器移動到下一制孔點,循環上述制孔流程。所有制孔工作完成后,末端執行器設備關閉,機械手回零。工作流程如圖2所示。

圖2 末端執行器工作流程圖
2 末端執行器設計
2.1 主軸單元設計
主軸單元主要由高速電主軸、刀具、HSK刀柄以及窩深控制裝置組成。電主軸轉速可調,可適用于不同孔徑、孔深的鉆孔作業。锪窩一體化鉆頭通過HSK刀柄與主軸固定,可實現制孔锪窩一次性完成。窩深控制裝置與壓腳頭內的窩深控制面配合,實現對锪窩深度的控制。
2.2 進給單元設計
進給單元主要由復動型氣缸、氣缸支架、位移傳感器以及各種閥類零件組成。本文提出了一種采用氣缸來控制主軸進給力的方式。制孔時,根據不同材料的制孔工作,通過調整電氣比例閥可以控制進給力的大小,且在整個制孔過程中能夠保證軸向進給力的穩定性,大大提高了制孔的質量。
2.3 框架單元設計
框架單元由支撐框架、滑塊、前后蓋板和后蓋組成,主要負責支撐和固定末端執行器的各組成部分。它將各組成部分集合為一體,有利于制孔時各單元相互配合,通過合理的布局減小末端執行器的體積,提高制孔的靈活性和穩定性。
2.4 壓緊單元設計
壓緊單元主要由壓腳(包括壓腳頭、壓腳板及支撐臂)、排屑和冷卻裝置組成。本文將壓腳固定在支撐框架上,由機械手搭載末端執行器直接進行壓緊工作。采用非獨立進給運動形式,主軸單元的行程等于鉆孔行程,簡化了末端執行器的結構,減輕了制孔末端執行器的質量。運動形式如圖3所示。

圖3 不同運動形式比較
壓腳頭內有窩深控制面,與電主軸上的窩深控制裝置相互配合,從機械方面實現對锪窩深度的控制。窩深機械控制原理如圖4所示。
2.5 連接單元設計
連接單元主要由法蘭盤組成。機械手與末端執行器的連接方式大致可分為同軸式和懸掛式兩種,如圖5所示。
同軸式連接限制了末端執行器進給方向的長度,其工作反力主要作用于機械手的第二軸和第三軸,提高了制孔的精度,但靈活性差,不利于大空間作業。懸掛式連接具有較好的可達性,運動靈活,便于對機械手的軌跡進行規劃,有利于實現飛機的大曲面裝配。但是,懸掛式連接由于壓緊力的作用,使機械手的第五軸與第三軸承受了較大的被動力矩,不利于提高制孔的精度。
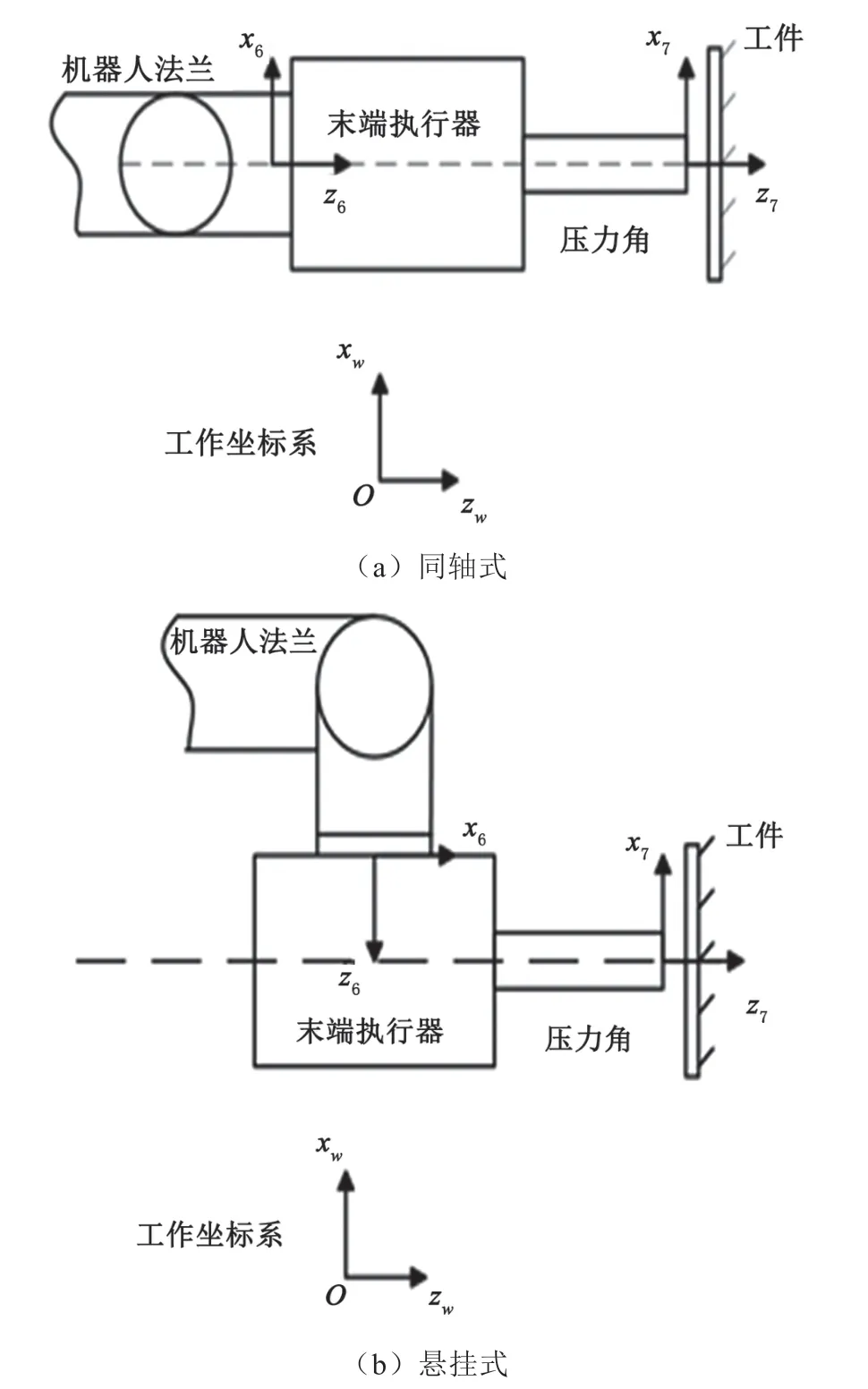
圖5 末端執行器連接方式
通過上述分析可知,兩種安裝方式各有利弊。根據實際航空制造業的需要和應用情況,本文采取懸掛式安裝方式,有利于飛機的大曲面裝配作業,提高了制孔的穩定性。
2.6 法向檢測單元設計
法向檢測單元主要由激光位移傳感器來實現法向偏角的測量,檢測方法如圖6所示。由于傳感器光束平行照射所形成的平面較大,導致誤差太大。因此,在安裝激光位移傳感器時,采用與刀具軸線約成45°夾角進行安裝,使打到工件表面的光束在不交叉的前提下盡可能收攏,激光點形成的表面區域盡可能小,減小測量的法向誤差,提高法向精度。

圖6 法向檢測方法
3 DELMIA仿真驗證
3.1 末端執行器制孔流程仿真
在DELMIA軟件中,設置制孔平臺區域的布局、產品和資源的構建以及機械手參數,搭建整個制孔仿真的環境。此處只表述制第一個孔的流程,其他制孔流程等同,具體制孔流程仿真如下。首先,通過羅盤將準備好的資源及產品等根據區域布局移動到指定位置,并調整末端執行器、機械手以及移動平臺的初始位置和姿態,點擊Simulation中的Save Initial State命令,保存此時的初始狀態。其次,建立Process Library文件,制定相應的工藝流程文件。整個制孔流程分為5個部分,每個部分對應建立一個活動文件并生成總的工藝文件,并將制定好的工藝文件導入Process中。再次,在Process結構樹中創建activity,根據坐標羅盤設置相應的運動方式和運動流程。此時,軟件中會將運動軌跡以白色線條顯示,如圖7所示。最后,將各活動下的所有動作設置完成后,即得到制第一個孔的運動軌跡。重復上述過程,完成所有制孔仿真活動,最后使末端執行器、機械手及移動平臺返回初始位置,仿真完成。

圖7 仿真過程運動軌跡
3.2 工藝驗證
DELMIA軟件有靜態干涉檢查和動態干涉檢查兩種干涉檢查方法。在進行動態干涉檢查之前,先對末端執行器的自身進行靜態干涉分析,檢測結果如圖8所示。可見,末端執行器本身不存在靜態干涉,結構設計合理。

圖8 靜態干涉檢查結果
當靜態干涉檢測完成后,對整個制孔流程進行動態干涉檢查,檢測結果如圖9所示。在整個制孔過程中,各設備之間不存在干涉情況且制孔路徑合理。
圖9 動態干涉檢查結果
4 結語
針對航空制造業的實際需求,本文提出了一種制孔末端執行器的設計方案,通過對各單元進行設計,實現了锪窩深度控制、法向測量以及制孔锪窩一體化等功能,提高了制孔精度,并利用DELMIA驗證了其結構設計的合理性和制孔路徑的可行性,達到了設計要求,可為其他制孔末端執行器的設計提供參考,具有一定的推廣價值。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
