一種車錐形薄壁工件簡易夾具的設計
2021-03-24 10:53:17陳超勇付雨霞江秋紅
廣東造船 2021年1期
關鍵詞:變形
陳超勇 付雨霞 江秋紅
摘? ? 要:本文介紹一種使用普通機床自身主軸內錐面作定位的簡易工裝車夾具。該工裝車夾具主要應用于加工外表面為錐形、薄壁這種機械性能要求高的工件。
關鍵詞:機床主軸;定位;薄壁;軸向力;徑向力;變形
中圖分類號:TG75? ? ??? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A
Abstract: This paper mainly introduces a simple fixture which is located by the lathe spindle inner taper configuration and precision of the ordinary machine tool. The fixture is mainly applied to workpieces difficult to machine, such as the overall outer surface is tapered with thin wall, parts of high mechanical performance requirements not to be processed in place at one time, and the geometric tolerance requirement is strict, which will cause clamping distortion and cutting distortion.
Key words: Machine tool spindle; Locating; Thin wall; Axial force; Radial force; Distortion
1? ? ?前言
發動機是動力的源泉,根據燃料介質不同分為:汽油機、柴油機;氣體機。其中,四沖程柴油發動機具有扭矩大、壓縮比高、熱效率高、燃油消耗低、經濟性較好等優點,并且供油系統相對簡單,可靠性較汽油發動機好,在各行業中占有舉足輕重的地位,被廣泛應用于物流裝運機械、生產機械、農用機械、工程機械和發電機組設備及其它各種通用機械領域。
四沖程柴油機的工作循環是由進氣、壓縮、燃燒膨脹、排氣這四個過程來完成的。在這個工作循環中,活塞在氣缸內完成四個沖程,同時進排氣閥隨著活塞的不斷往返運動而有規律地打開和關閉,最終通過在氣缸燃燒室中燃燒混合好的燃料把熱能轉換成機械動能輸出,從而完成一個做功過程。在這個做功過程中,進排氣閥門組件是否能正確開合直接決定了柴油機是否能完成做功循環。而在進排氣閥門組件當中,鎖夾是一個相當重要的零件,其通過一套完整的傳動鏈關聯著進排氣閥門的打開和關閉,控制著整個發動是否能正常運行。基于鎖夾在柴油發動機中的重要性及其形狀的特殊性,下面以其為實例,著重介紹此類工件的加工工藝碼夾問題。
2? ? ?鎖夾的結構及制造工藝
2.1? ?結構
鎖夾的結構非常特殊,主要體現在壁薄、開邊、外表面為全錐形面、形位公差要求比較嚴格、必須經過幾次熱處理工藝才能滿足使用條件,所以在機加工方面是屬于難加工類的零件。
鎖夾在氣閥門組件工作時,主要是通過彈簧力的作用串聯氣門彈簧座和氣門:柴油機運行時,依靠氣門彈簧往上的彈簧力鎖死進排氣閥門,達到密封氣缸燃燒室的功能,在凸輪軸和齒輪組件、搖臂組件與氣閥組件等聯合傳動鏈的共同作用下,隨氣閥門的打開和關閉一起做往返運動,配合各氣缸燃燒室完成進氣、壓縮、燃燒燃料、排氣整個工作循環。鎖夾作為控制進排氣閥門開合的串聯件,在整個工作循環中都處在受壓沖擊且高溫的環境中,因此對零件的材質、加工精度及機械力學性能等方面的要求都比較高。
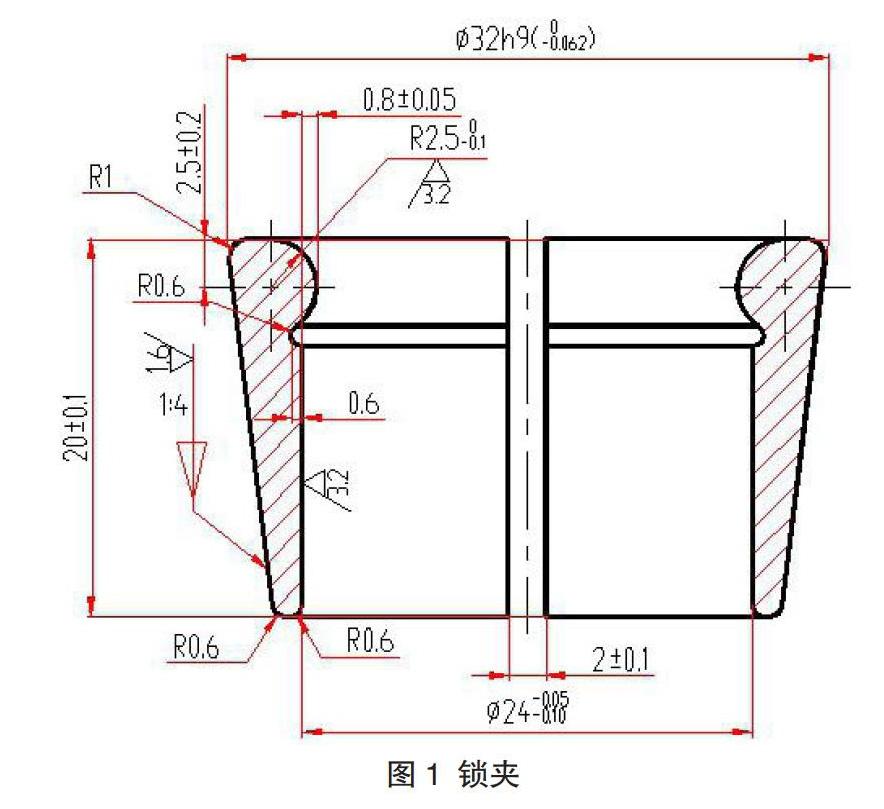
我司現有的某機型鎖夾(見圖1),其材料為35CrMo、外圓錐度為全錐1:4、表面粗糙度為1.6、外圓尺寸公差為h9,形位公差要求整個外錐面對內孔全跳動不超過0.03 mm、內凸圓弧卡位公差要求不超過0.1 mm;成品要求內外表面全部氮化,氮化層深度0.15~0.30 mm,硬度達到HV550~600,芯部硬度達到HRC28~32,并對中分成兩等份配對使用,是一種典型的外表面全錐形、開邊、薄壁難加工的工件。
2.2? 制造工藝
鎖夾在實際的制造過程中,主要以車削工序為主:為了滿足圖紙的技術條件,存在的主要問題是薄壁且外表面全錐形,容易在制造過程中產生碼夾變形和車削應力變形,特別是R2.5處內圓弧面更是難以一次加工到位;其次,要滿足設計所需的表面硬度,其芯部支撐層必須要有足夠的硬度,所以只有毛坯經粗車后調質方可半精加工,精加工后再進行表面氮化處理。
經過多年的的實踐,制訂了一套比較成熟的工藝流程:棒料粗車(外圓留余2~3 mm)→調質熱處理(硬度要求達到HRC28~32)→粗車外錐和內孔(外錐和內孔均留余1~1.5 mm)→二次低溫熱處理去除切削應力→精車外錐和內孔(外錐留磨單邊0.2~0.3 mm,內孔精車到尺寸上差)→調頭精車R2.5內圓弧位到圖紙尺寸上差并拋光去銳邊毛刺→精磨外錐到圖紙尺寸上差→清洗并去除銳邊及毛刺→真空爐離子氮化(氮化層深度0.25~0.35 mm,硬度要求達到HV570~600)→精光外錐和內孔并終檢尺寸→線切割對等分邊→終序檢查清洗包裝成品。此生產工藝主要是為了避免加工過程中出現的切削應力變形和碼夾變形,經過多次的試制并跟蹤分析,最終得出必須經過三次熱處理才能最終達到圖紙和使用需求。
制造工藝存在的關鍵問題在于:因為要保證支撐層有足夠的芯部硬度,必須先開粗調質后才能半精車,而為了避免切削變形只能在二次低溫熱處理消除切削應力后才能精車,所以既要防止當序因壁薄而引起的碼夾變形,又要消除后序因車削而引起的應力變形,而且工件在半精車成型后外表面為全錐面,因為著力點壁薄而不能直接碼夾,碼夾力過大會導致工件直接變形,碼夾力不夠又容易引起工件在切削過程中飛出掉落。因此,綜合各方面因素,并經過多次試制完善,最終設計了一套專門用來車削像鎖夾這類全外錐面、壁薄、技術要求高的零件的工裝夾具。該夾具充分利用普通車床自身主軸內錐面的結構和精度來定位,利用夾具把碼夾的徑向力轉化為軸向力,從而解決了加工此類零件易變形、碼夾困難的問題,簡單實用,投入成本低,工人操作方便,效率明顯提高。
3? ? 夾具設計
如上所述,存在的問題主要集中在兩個方面:一是零件必須要經過多次熱處理,而不能像一般的復雜零件可以利用先進的數控設備一次性加工成型;二是因零件的外表面是全錐形且為薄壁,不能通過常規的簡單碼夾零件外表面來進行加工,因此如何解決這兩個方面的問題是關鍵所在。
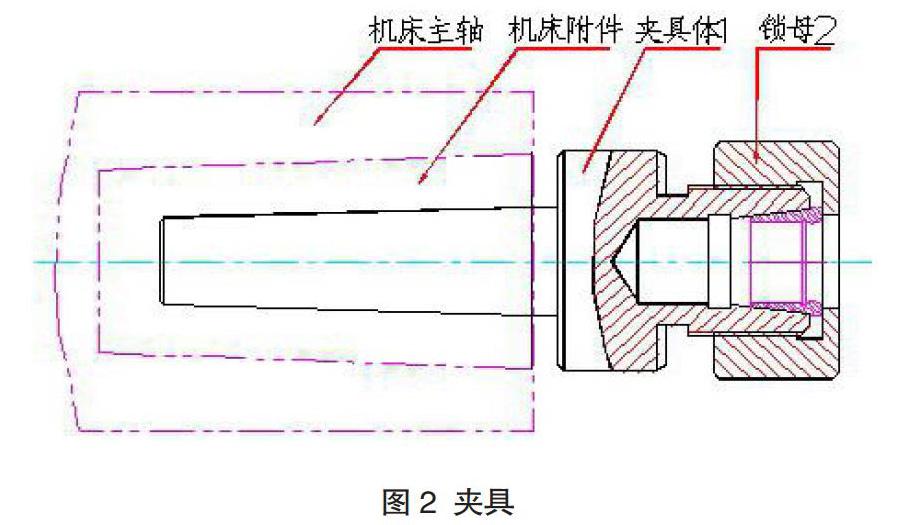
根據零件的使用要求和形狀結構,經過反復研究,綜合考慮了操作工人技能、現有設備精度、刀具成本等各方面因素,最終確定利用現有的普通C6132A1型車床,專門設計了一套簡單實用的車床夾具,如圖2所示。
根據零件圖紙的要求,該車夾具主要是用來完成零件最終的精加工工序,直接利用車床主軸內錐面本身的結構和精度,通過機床配備的附件錐度轉換套來定位,將夾具體1直接裝配在附件錐度轉換套的內錐面上,充分利用錐度配合精確緊密的特性,避免了用其它夾盤等工具多重碼夾所引起的累積誤差,同時把碼夾力由徑向力轉變成通過端面的軸向力,避免了因碼夾力而產生的變形:
(1)選定一臺精度較好的C6132A1型普通車床,該車床主軸跳動在0.01~0.02 mm范圍內;且該車床的附件(錐度轉換套)內外錐精度保養完好,轉換套安裝在主軸內錐孔上,測量跳動也保持在0.01~0.02 mm范圍內;
(2)綜合考慮制造的經濟性和實用性,夾具體1部分選用了40Cr材料,通過開粗調質加最終表面氮化處理的熱處理工藝,來保證芯部支撐層的硬度和韌性以及內外錐度部分的表面高硬度;在制造過程中,夾具體1尾部的莫氏4#錐必須和機床附件(錐度轉換套)的莫氏4#內錐磨配,紅丹著色檢查兩錐面的接觸面積不得低于80%且大頭稍為重色,以保證夾具在安裝拉緊后能精確緊密配合;夾具體1頭部內錐為1:4錐面,與鎖夾零件圖紙外錐要求一致;加工時先半精加工,留余0.3~0.5 mm,在夾具體1尾部錐度和錐度轉換套磨配好整體安裝在機床主軸上后,再進行精加工到位(最終尺寸以零件安裝在夾具體上,零件大端端面凸出夾具體頭部端面2~3 mm為宜),從而消除了分離加工所引起的累積誤差,確保了夾具整體的精度;鎖母等其它件的制造,主要根據操作工人的使用習慣,本著簡單實用的宗旨而制造。夾具體頭部的螺紋與鎖母的螺紋,考慮到鎖緊力和裝拆零件的方便宜采用細牙螺紋,且有效長度不宜過長;
(3)在夾具所有零件制作完成后,進入最后的驗證階段。首先把選定機床的主軸孔、附件錐度轉換套及夾具體清理干凈,確保三者各錐面沒有異物殘留和毛刺凸起;然后按順序把錐度轉換套、夾具體安裝在車床床頭箱主軸孔內,并用拉緊螺桿拉緊夾具體,確保機床主軸、錐度轉換套、夾具體三者的精確緊密配合;最后開動機床,用千分表測量夾具頭部1:4內錐面的全跳動,機床主軸轉速560 r/min時內錐面全跳動在0.02~0.03 mm之間、機床主軸轉速1 120 r/min時內錐面全跳動在0.015~0.025之間,完全達到了設計使用要求;
(4)在零件切削加工過程中,把半精加工后的零件清理好銳邊直接放到夾具體一端的內錐上,通過錐面配合來定位,然后擰緊鎖母鎖緊工件端面,把碼夾的徑向力轉變為軸向力;在加工工件時,機床床頭箱主軸直接帶動了夾具體及零件一起轉動,簡單實用,既保證了工件的加工質量,又大大的提高了生產效率。
4? ? ?結束語
在實際生產過程中,經常會遇到一些有特殊要求的零件,它們都有一個共同的特點就是整體精度要求都比較高,外表面是整個錐形,零件的腔壁都非常薄容易引起碼夾變形,都要經過幾次熱處理才能滿足使用需求,且因圖紙的技術要求和工藝流程的需要而不能利用數控機床一次性裝夾而加工成型。對于此類零件,我們都可以應用上述的工裝夾具原理來輔助加工,其要點就是用經過粗加工的外錐來直接定位,把碼夾的徑向力轉化為軸向力,從而減少變形,最終達到圖紙的技術要求。
該夾具結構簡單實用,操作方便,制造成本低,生產效果顯著。該工裝已經廣泛應用于公司230系列、G26系列等機型的鎖夾的實際生產中,有效的控制了廢品率,提高了生產效率。該夾具的應用,對今后實際生產中類似零件的加工具有重要的參考價值。
參考文獻
[1]聞邦椿.機械設計手冊[M].北京:機械工業出版社, 2018.
[2]王啟平.機床夾具設計[M].哈爾濱:哈爾濱工業大學出版社, 2010.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36