一種醫(yī)用熔頭機(jī)的研制
2021-03-25 13:05:12林軍華劉木林王學(xué)元趙輝軍
科技與創(chuàng)新 2021年5期
關(guān)鍵詞:設(shè)備
林軍華,羅 堅(jiān),徐 峰,鄭 龍,劉木林,王學(xué)元,趙輝軍
(邁得醫(yī)療工業(yè)設(shè)備股份有限公司,浙江 臺(tái)州317600)
1 引言
留置針可減少患者多次反復(fù)靜脈穿刺而造成的痛苦以及對(duì)打針的恐懼感,便于臨床輸液。同時(shí)可以減輕醫(yī)生護(hù)士的工作量,因此留置針在醫(yī)療上被廣泛使用。但是目前在制作留置針套管的過程中,存在著熔頭成型慢、成型效果差等缺點(diǎn),導(dǎo)致生產(chǎn)廠家在生產(chǎn)時(shí),出現(xiàn)生產(chǎn)效率低下問題,不僅影響生產(chǎn)廠家的產(chǎn)能,同時(shí)也影響產(chǎn)品的質(zhì)量,使得患者在使用留置針時(shí),對(duì)患者的血管造成不良影響。本項(xiàng)目通過感應(yīng)熔融、精準(zhǔn)定位切斷[1]、切斷恒力控制、旋轉(zhuǎn)均勻加熱、線形面尺寸檢測(cè)等技術(shù),保證穿刺部件表面光滑、平整、鋒利,提高了穿刺的成功率,減少血管損傷和患者疼痛感等。留置針熔頭成型裝置是二次塑形技術(shù)的重要實(shí)施方式。
2 設(shè)備的結(jié)構(gòu)及工作原理
2.1 留置針醫(yī)用熔頭機(jī)的整體結(jié)構(gòu)
留置針熔頭成型裝置主要包括轉(zhuǎn)移機(jī)構(gòu)、軟管單元夾具、芯棒機(jī)構(gòu)和熔頭模具機(jī)構(gòu),如圖1所示。轉(zhuǎn)移機(jī)構(gòu)夾取待加工的軟管單元后將軟管單元轉(zhuǎn)移并定位到軟管單元夾具上,芯棒機(jī)構(gòu)的芯棒插入軟管單元夾具的軟管中,熔頭模具機(jī)構(gòu)從軟管單元夾具的遠(yuǎn)離芯棒的一側(cè)向軟管的自由端移動(dòng),以將插有芯棒的軟管的自由端容納于熔頭模具中。本設(shè)備提高了熔頭的成型效果及成型效率,具有結(jié)構(gòu)簡(jiǎn)單、成本低的特點(diǎn)。
本研究方案的核心是進(jìn)行熔頭以形成錐狀針頭機(jī)構(gòu),包括支撐件,其是固定在支撐件上的驅(qū)動(dòng)組件;轉(zhuǎn)動(dòng)設(shè)在支撐件上,并被驅(qū)動(dòng)組件驅(qū)動(dòng)旋轉(zhuǎn)的熔頭齒輪,熔頭齒輪的上表面中心位置向下凹陷形成供留置針軟管端部嵌入的熔頭凹坑,熔頭凹坑呈錐狀,其橫截面面積由上至下逐漸縮小;對(duì)熔頭齒輪進(jìn)行加熱的加熱組件。最終對(duì)留置針軟管端部進(jìn)行熔頭以形成錐狀針頭,可實(shí)現(xiàn)留置針軟管的自動(dòng)熔頭,留置針軟管端部熔頭產(chǎn)能和良率高。
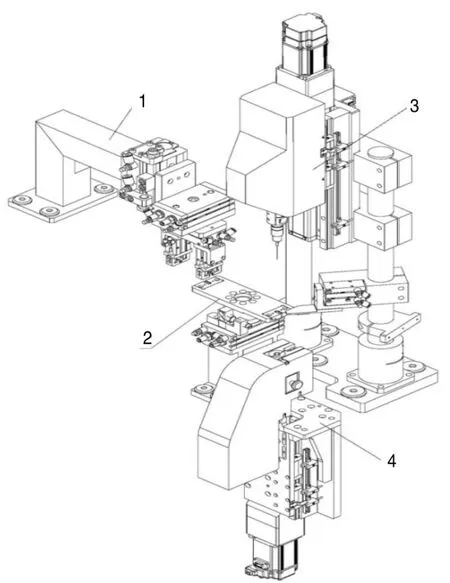
圖1 留置針熔頭成型裝置
2.2 熔頭機(jī)設(shè)備創(chuàng)新點(diǎn)
采用上述技術(shù)方案,提高了熔頭的成型效果及成型效率,具有結(jié)構(gòu)簡(jiǎn)單、成本低的特點(diǎn)。市場(chǎng)上的其他設(shè)備都是采用中頻或者高頻端加熱系統(tǒng),此類系統(tǒng)的輸出一致性差,在加工過程中需要頻繁修改參數(shù),對(duì)生產(chǎn)效率、生產(chǎn)質(zhì)量有很大影響。本方案采用射頻加熱控制系統(tǒng),靶向加熱,瞬間加熱,輸出功率穩(wěn)定,調(diào)試穩(wěn)定性好,基本無需再對(duì)參數(shù)進(jìn)行調(diào)整。
目前在成型切割時(shí)對(duì)力的控制都是使用配種塊,若要改變力的大小,需要增減配重塊,存在的弊端很多。研發(fā)了恒力控制系統(tǒng),該機(jī)構(gòu)通過采用音圈電機(jī)實(shí)現(xiàn)恒力切割,其中在伺服由上到下的過程中,控制分段力,分別有初始力、過鉚釘力、預(yù)熱力、成型切割力。
本項(xiàng)目通過自主研發(fā),尋找高耐磨、高精度材料,成功加工出可配套使用的模具,該模具使用壽命超長(zhǎng),達(dá)到100萬次以上,可大大減少投入成本。
通常設(shè)備只能加工FEP材料的導(dǎo)管,越來越多的耗材生產(chǎn)廠家逐漸將材料重點(diǎn)放在PU材料上,本項(xiàng)目研發(fā)的留置針熔頭設(shè)備可以很好地兼容PU與FEP這兩種材質(zhì)導(dǎo)管。
3 熔頭機(jī)控制系統(tǒng)設(shè)計(jì)
3.1 控制系統(tǒng)整體設(shè)計(jì)
整臺(tái)設(shè)備的控制系統(tǒng)主要任務(wù)是留置針熔頭管芯的運(yùn)動(dòng)控制、加熱機(jī)構(gòu)的隨動(dòng)控制、熱熔頭的溫度控制[2]。通過PLC控制導(dǎo)向伺服機(jī)構(gòu)實(shí)現(xiàn)熔頭定位實(shí)時(shí)控制,通過溫控器實(shí)現(xiàn)熱熔頭的溫度控制。同時(shí)利用觸摸屏監(jiān)控工作過程,切換和操作各種模式。整機(jī)控制方案如圖2所示。

圖2 控制系統(tǒng)方案圖
3.2 PLC控制系統(tǒng)
本設(shè)備整體控制系統(tǒng)以PLC為核心[3],完成氣缸、伺服電機(jī)的檢測(cè)控制、運(yùn)動(dòng)控制、溫度控制和指示燈的控制,同時(shí)裝配Proface觸摸屏實(shí)現(xiàn)人接界面交互[4],硬件模塊布局如圖3所示。核心的熔頭成型工藝通過多個(gè)磁性開關(guān)獲得熔頭下壓的階段位移,同時(shí)配合加熱模塊實(shí)現(xiàn)同步有序的熔頭加熱。
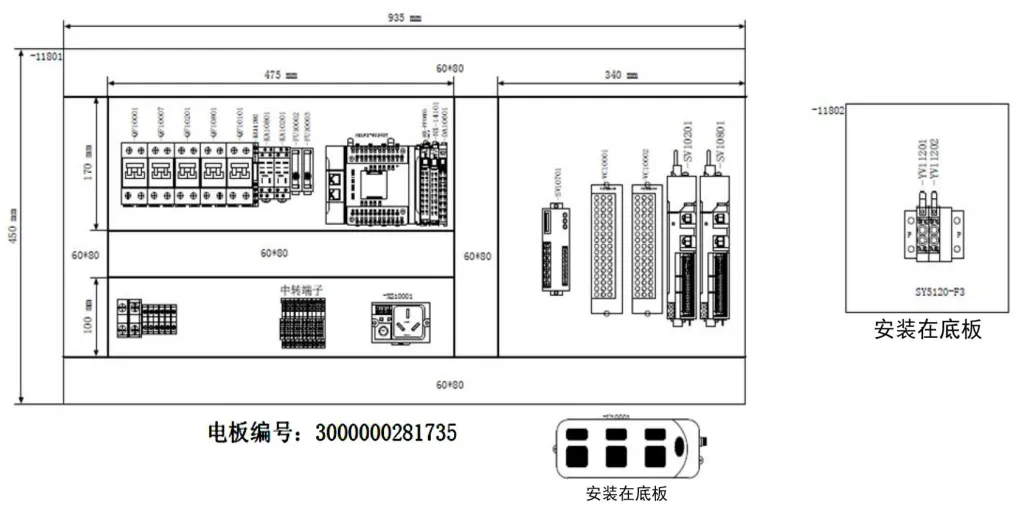
圖3 硬件模塊布局圖
其主要的輸入輸出分配如表1所示。整體控制系統(tǒng)以PLC為核心,選用了歐姆龍伺服驅(qū)動(dòng)器以及歐姆龍電機(jī)、Proface觸摸屏、正泰電器等硬件。

表1 輸入輸出信號(hào)
整機(jī)控制程序較復(fù)雜,主要分為公共程序、芯棒控制伺服程序和高頻加熱控制程序等,能夠?qū)崿F(xiàn)初始化運(yùn)行、軟管自動(dòng)夾持和位置控制、高頻加熱熔頭磨具溫度控制、故障處理等各項(xiàng)任務(wù),PLC的輸出控制主要是通過輔助繼電器輔助實(shí)現(xiàn)。
3.3 人機(jī)界面設(shè)計(jì)
本設(shè)備使用了Proface人機(jī)界面,通過與PLC的組態(tài),能夠?qū)崿F(xiàn)設(shè)備的運(yùn)行監(jiān)控及操作。根據(jù)設(shè)計(jì)的實(shí)用性原則,觸摸屏畫面以自動(dòng)伸出畫面為主界面。有設(shè)定運(yùn)行參數(shù)、位置參數(shù)和手動(dòng)操作的按鈕窗口,能夠?qū)崿F(xiàn)參數(shù)的設(shè)定以及手動(dòng)操作等。
根據(jù)設(shè)計(jì)的實(shí)用性原則,觸摸屏畫面以生產(chǎn)畫面為主界面,下設(shè)運(yùn)動(dòng)參數(shù)、工藝設(shè)定、模具控制等子窗口,通過按鈕切換進(jìn)入。主畫面主要顯示設(shè)備實(shí)時(shí)工況,如圖4所示。
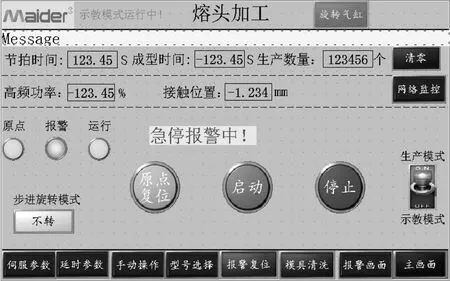
圖4 人接界面主畫面
4 結(jié)論
本設(shè)備通過射頻加熱,通過音圈電機(jī)實(shí)現(xiàn)對(duì)恒張力控制和分段力的控制,實(shí)現(xiàn)對(duì)留置針套管熔頭成型的精確控制;同時(shí),通過采用高強(qiáng)度耐磨材料,大幅提高成型磨具的耐磨性,為醫(yī)用留置針加工提供了很好的實(shí)驗(yàn)和中試驗(yàn)證基礎(chǔ)。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
當(dāng)代工人(2020年13期)2020-09-27 23:04:20
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(shù)(2017年11期)2017-12-20 08:10:57
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
IT時(shí)代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:28
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00