2MM8470精密雙面研磨機缸套的長鍵槽加工工藝改進*
2021-03-26 06:43:26路瑋琳李瑞鋒穆雪健張愛民
精密制造與自動化 2021年1期
關鍵詞:工藝
路瑋琳 李瑞鋒 穆雪健 張愛民
(1.新鄉職業技術學院 河南新鄉 453006;2.陜西機電職業技術學院 智能制造學院 陜西寶雞 721001;3.新鄉日升數控軸承裝備股份有限公司 河南新鄉 453003)
1 上研磨盤裝配結構分析
2MM8470精密雙面研磨機是一種平面精加工設備,屬于平面研磨加工專用設備,具有自動、高效的特點,適用于大批量零件的研磨。該設備的上研磨盤結構如圖1所示。
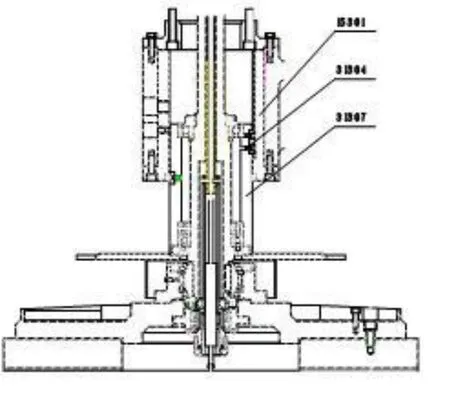
圖1 精密雙面研磨機的上研磨盤結構圖
其中15301缸套是上研磨盤結構的關鍵零件,其內壁開有寬度為14Js9 mm,長度為167 mm的鍵槽,該鍵槽的加工質量直接影響著上研磨盤上下移動的順暢性,31307活塞套外徑Φ140f6在15301缸套內孔Φ140H7 mm內滑行,帶動上研磨盤上下移動,導向則靠活塞套上安裝的31304導向平鍵(14 mm×40 mm)在缸套14Js9 mm,長167 mm的長鍵槽中滑行,所以缸套上長鍵槽的對稱度是影響上研磨盤上下移動順暢性的關鍵位置公差。
在實際裝配中曾發現,個別活塞套在缸套內上下滑動時起始動力不足,往往需要用手輕拍一下才可滑動下來,存在“卡頓”現象,經分析該問題是由15301缸套上鍵槽的對稱度超差造成的。
2 缸套結構分析及長鍵槽的加工分析
缸套15301零件圖如圖2所示。15301缸套是上研磨盤結構的關鍵零件,內壁開有寬度為 14Js9 mm,長度為167 mm的長鍵槽,該槽與31307活塞套上的31304導向平鍵(14 mm×40 mm)相互配合,保證31307活塞套上下運動順暢且不會發生偏轉。

圖2 缸套零件圖
2.1 缸套結構分析
15031缸套零件屬于套類零件,總長 220mm,套筒外徑Φ180f6mm,內徑Φ140H7mm,在套筒內表面上開有一個長鍵槽。該長鍵槽特點如下:鍵槽寬14Js9mm,長167mm,鍵槽長度較長,且是不通的內鍵槽;鍵槽對稱度公差要求為 0.02mm,精度高。不通鍵槽一般采用插鍵槽的加工方法,該加工方法精度較低,很難滿足設計要求。
2.2 插鍵槽的工藝分析
原工藝采用常見的插鍵槽工藝加工。該工藝的加工誤差分析如下:
(1)插鍵槽前需要人工劃線,劃線的精度受人為因素影響大。
(2)機床導軌的精度會影響鍵槽與定位端面(195右端面)的垂直度。
(3)刀具的磨損易造成鍵槽寬度尺寸不一致,產生加工誤差。
3 長鍵槽對稱度超差原因分析
15301缸套原加工工藝如下:
粗車(粗車各外圓、內孔及端面)→調質→精車(內孔、外徑、195 mm右面留磨量)→萬能磨→劃線→插長鍵槽(插14Js 9 mm至要求)→鉗工修長鍵槽→鉆孔→鉗工去毛刺。
原工藝在插長鍵槽時,以Φ230 mm外圓底面為基準,用壓板壓緊Φ230 mm外圓的上面,定位不好。加工時需要進行劃線、找正,人為影響因素多,對工人的技術要求也高,加工出的零件一致性、穩定性也差,效率極低。采用以上工藝加工后,鍵槽的對稱度誤差一般在0.025~0.03 mm,不能滿足圖紙要求。為保證達到零件圖紙要求,需增加鉗工修整工序。因鍵槽太長,且為孔內不通鍵槽,給鉗工修整帶來了很大的困難,易造成喇叭口及上下尺寸不一致的情況,這正是個別活塞套在缸套內上下滑動時起始動力不足,存在“卡頓”現象的根本原因。
4 長鍵槽工藝改進
為減少長鍵槽對稱度誤差,消除個別活塞套在缸套內上下滑動時起始動力不足的問題,需要對現有工藝進行改進,具體步驟如下:
(1)將垂直方向的兩個 2-Φ11mm 孔加工成2-Φ10H7mm 孔,保證兩孔的距離公差 Φ200±0.02mm,到中心距離公差100±0.015mm,并保證尺寸220mm右面對Φ140H7mm孔軸線的垂直度小于0.015mm。
(2)增加一塊工裝板,加工長鍵槽時可以定位裝夾缸套,通過試插、測量,調整主軸刀具與工裝的相對位置,直至最佳位置。首件加工合格后,后邊批量加工就利用調整好的工裝位置裝夾零件,無需每件都找正調整,節省了人力,提高了加工效率。

圖3 工裝定位板
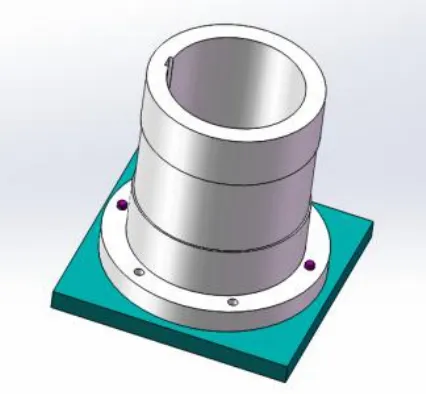
圖4 工裝使用圖
對缸套中長鍵槽的工藝改進后,15301缸套完整的加工工藝如下:
粗車成型,各尺寸單邊留余量1mm→調質→精車:220 mm兩端面、內孔Φ140H7 mm、外圓Φ180f6 mm、長度195 mm右面留磨量,其它各部成→鉗工:劃外圓及端面各孔位置線→銑床:加工外圓及端面各孔,左視圖垂直方向兩孔加工至 Φ10 mm→外磨:夾Φ230 mm外圓,一次裝夾,加工內孔Φ140H7 mm、外圓Φ180f6 mm及195 mm左右面成,保證195 mm左端面與內孔Φ140H7 mm垂直度0.01 (工藝基準)→平磨:220 mm左面定位,磨220 mm右面成,保證兩面平行度0.01→鏜孔:鏜左視圖垂直方向兩孔加工至Φ10H7 mm,,保證兩孔距離Φ200±0.02,mm,到中心距離100±0.015,mm→插鍵槽:以220,mm右端面及2-Φ10H7定位,缸套在設計的工裝上安裝到位,插鍵槽,保證圖紙各要求→鉗工:去毛刺,攻絲。
5 改進工藝分析
(1)精車后220 mm左右面留磨量,磨削加工的時候保證與內孔的形位公差要求,作為下一步插鍵槽的工藝基準。
(2)插鍵槽時候,利用工裝板及定位銷對零件進行定位裝夾,保證零件定位的可靠性及加工質量的穩定性。
6 長鍵槽對稱度的檢測與計算
檢測內孔長鍵槽時,以外圓 Φ180f6為檢測基準 ,放置在V形塊上。在14Js9鍵槽左端處插入與14Js9尺寸相當的定位塊,基準軸線由V形塊模擬,被測中心平面由定位塊模擬,分兩步測量,以一批實際加工零件為例:
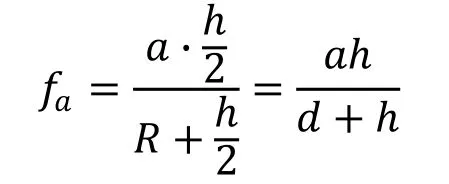
(1)截面測量:調整被測零件使定位塊沿徑向與平板平行,測量定位塊至平板的距離為a1,再將被測零件繞自身中心線旋轉 180°,后重復上述測量,測得定位塊至平板的距離為a2,得到該截面上下兩點對應點的讀數差a=a1-a1,已知d=140,?=3.8`,則該截面的對稱度誤差:
(2)長向測量:沿著鍵槽長度方向測量,取最大值記為amax,取最小值記為amin,則長向對稱度誤差為:

比較以上兩個方向的誤差,取兩個方向的誤差中的最大值作為該零件的對稱度誤差f。某批次 5個缸套的長鍵槽對稱度誤差如下表1所示。
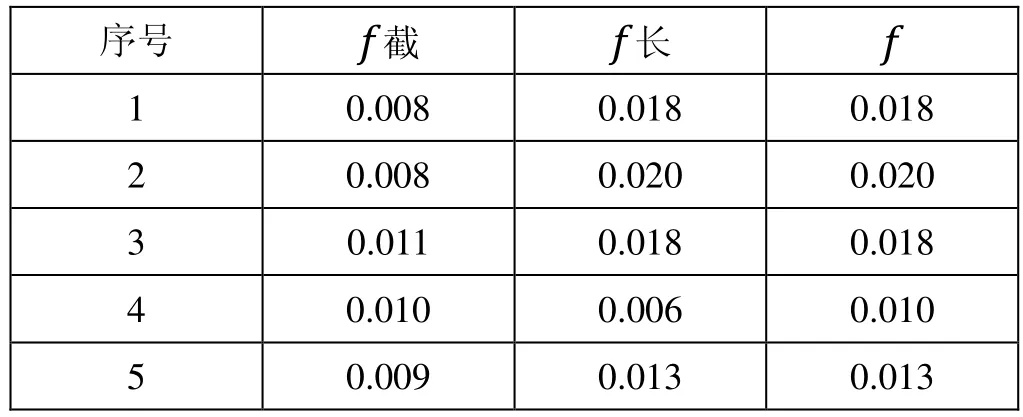
表1 某批次缸套的長鍵槽對稱度誤差 單位:(mm)
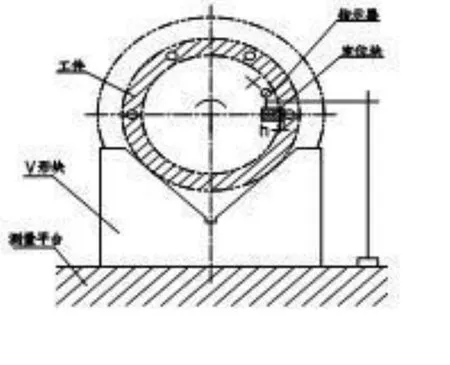
圖5 鍵槽對稱度誤差測量
從表中數據可知,改進鍵槽加工工藝后,該批次零件的鍵槽對稱度全部符合圖紙要求。
7 結語
通過對15301缸套長鍵槽加工超差問題的分析,找到原先的工藝中存在的不足,對原先的工藝進行了改進,設計了加工工裝,保證了鍵槽的對稱度,解決了上研磨盤上下移動不順暢的問題。目前,該精密雙面研磨機已批量生產,上研磨盤上下移動非常順暢,無“卡頓”現象。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52