高精度數(shù)控立式內(nèi)外圓磨床回轉(zhuǎn)工作臺安裝
2021-03-26 06:43:26張永建
精密制造與自動化 2021年1期
張永建
(上海機(jī)床廠有限公司 上海 200093)
高精度數(shù)控立式內(nèi)外圓磨床能在一次裝夾中完成工件的內(nèi)圓、外圓、端面的磨削加工,能有效地確保內(nèi)外圓的圓度、錐度、內(nèi)外圓之間的同軸度以及內(nèi)外圓與端面的垂直精度,適用于加工盤類、套筒類等長徑比比較小的零件。
機(jī)床回轉(zhuǎn)工作臺采用靜壓技術(shù),回轉(zhuǎn)主軸徑向與軸向均采用靜壓軸承,且工作臺采用靜壓平面軸承,具有良好的高剛性、高精度、高承載性、抗震性強(qiáng)等特點。
回轉(zhuǎn)工作臺作為立式內(nèi)外圓磨床的核心部件,其安裝的精度直接影響到工件磨削后的精度,比如工件圓度和內(nèi)外圓的同心度,所以其安裝的工藝要求非常高,也需要較高的操作水準(zhǔn)才能安裝好。
1 檢驗靜壓主軸系統(tǒng)精度
回轉(zhuǎn)工作臺結(jié)構(gòu)如圖1所示。主軸系統(tǒng)裝入床身和套筒后先接好回油管再接進(jìn)油管,各靜壓軸承在進(jìn)油管連接時必須確保長度合適,以確保油壓一致,最后通油(用油:32#液壓油,穩(wěn)時≥3min),用千分表搭在主軸上,慢慢加油壓,記錄實測數(shù)據(jù)。一般徑向油壓最大值取為2.0MPa。
2 工作臺平面軸承精度
靜壓主軸系統(tǒng)精度合格后,以工作臺回轉(zhuǎn)機(jī)構(gòu)主軸(必須通油)為基準(zhǔn),測量各平面軸承頂面精度,要求處于同一平面,允差0.005 mm,如不合格,必須修刮各平面軸承底面與床身的結(jié)合面(與工作臺結(jié)合面不許修刮)。合格后,采用工作臺結(jié)合面(前期應(yīng)已修刮合格)與軸承面互研方式修整,確保相互接觸面積≥90%以上。
3 工作臺靜壓起浮量
用四只千分表靠在工作臺(如圖2所示)最外沿,成均布放置,慢慢加油壓,記錄實測數(shù)據(jù):一般采用油壓0.4 MPa,此時工作臺應(yīng)平穩(wěn)浮起沒有傾斜。轉(zhuǎn)動臺面無阻滯,有慣性。調(diào)整工作臺,鎖緊KTR201漲緊套。
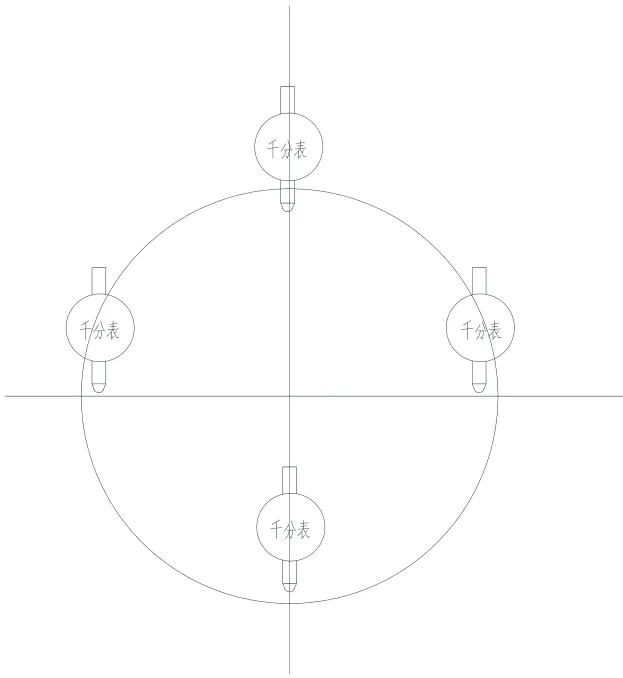
圖2 四只千分表在工作臺上位置示意圖
(1)把主軸系統(tǒng)徑向,軸向油壓均調(diào)整到2.0MPa。
(2)把工作臺平面軸承油壓調(diào)整到0.2MPa~0.3MPa,能順利轉(zhuǎn)動工作臺即可。
(3)把漲緊套裝上,歸正工作臺中心,略微壓緊漲緊套,以漲緊套不能自轉(zhuǎn)為準(zhǔn)。
(4)關(guān)掉工作臺油壓(主軸回轉(zhuǎn)系統(tǒng)不能關(guān)),待工作臺油壓卸除,工作臺轉(zhuǎn)不動后,開始均勻鎖緊漲緊套螺釘,注意一定要對角逐步扳緊螺釘,鎖緊時工作臺不能有向上的位移(可觀察千分表得知),如有位移,則必須再微松,然后鎖緊對角螺釘。
漲緊套鎖緊扭矩:230Nm,漲緊套樣本規(guī)定:允許使用到規(guī)定力矩的 40%(最低),實際使用力矩可取規(guī)定力矩的70%~80%。
(5)以上鎖緊方式鎖緊后,可使工作臺在浮起時被主軸系統(tǒng)給它一股向下的拉力,這有利于工作臺回轉(zhuǎn)時的精度穩(wěn)定性,這也是工作臺安裝步驟中至關(guān)重要的一環(huán)。
(6)打開工作臺油泵,把壓力調(diào)整到0.4MPa,實測工作臺浮起量為0.012 mm,滿足使用要求。
(7)重復(fù)幾次關(guān)閉和啟動油泵,測量工作臺浮起量是否有變化和位移,實測應(yīng)無任何變化。
4 工作臺頂面自磨
(1)調(diào)整好臺面后進(jìn)行自磨臺面。外圓磨頭扳角度10o ~15o,緊固后修整砂輪。修好后可采用手動方式自磨臺面,要求表面粗糙度:Ra0.8 μm;工作臺臺面的平面度:0.005 mm(-);工作臺臺面的端面跳動:0.004 mm。
自磨磨削參數(shù)如表1所示。

表1 磨削參數(shù)
自磨臺面時轉(zhuǎn)速應(yīng)有變化,越向臺面中心轉(zhuǎn)速應(yīng)越快,保持恒線速修磨,修好砂輪后由臺面外向中心磨削,最后一次進(jìn)刀0~0.002 mm。中間如有中凸,可走插補(bǔ),中間走刀越慢中凸現(xiàn)象越小。
(2)工作臺臺面自磨合格后裝上磁導(dǎo)塊,扳轉(zhuǎn)磨頭與工作臺成90°,修整好砂輪外圓后,磨各磁導(dǎo)塊頂面。要求粗糙度Ra0.4 μm,各磁導(dǎo)塊頂面等高≤0.005 mm。
5 切削試驗
(1)工件尺寸:外圓Φ600mm,內(nèi)孔Φ500mm,高度350mm,材料45鋼,調(diào)質(zhì)處理。
(2)調(diào)整工件與臺面同心0.02~0.03mm。
磨削工藝參數(shù),如表2所示。
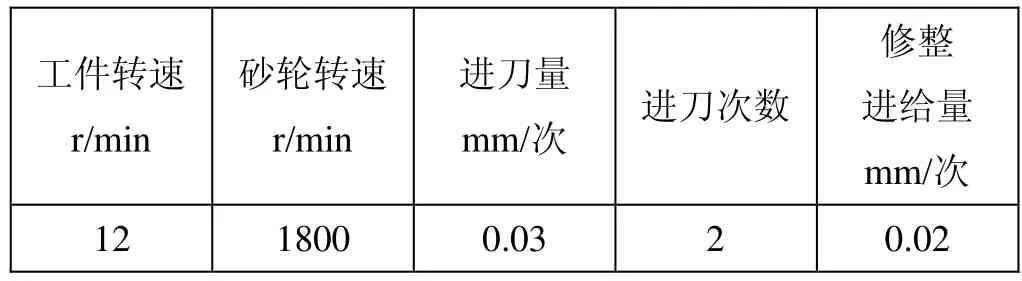
表2 磨削工藝參數(shù)
磨削后實測精度:圓度0.002 mm;直徑一致性0.003 mm;表面粗糙度:Ra≤0.2 μm。
6 結(jié)語
通過上述裝配方式和磨削實踐,完全符合了設(shè)計要求,在加工較大型零件內(nèi)外圓時具有磨削精度高、承載力大、剛性好、磨削效率高、抗震性好等優(yōu)點。其中平面靜壓軸承的裝配方式,工作臺與主軸系統(tǒng)之間的連接方式是裝配的重點,可有效地提高回轉(zhuǎn)工作臺裝配精度,消除各種潛在問題。