面輪廓度逆向尺寸控制及測量
2021-03-27 11:51:58吳涯譚寧偉王浩董吉
金屬加工(冷加工) 2021年3期
關鍵詞:測量
吳涯,譚寧偉,王浩,董吉
成都凱天電子股份有限公司 四川成都 610091
1 序言
公司承接的轉包項目是為某公司加工發動機產品中的雙角度復雜薄壁機加零件(見圖1),精度要求高,產品要求基準面D相對于基準面A、B、C的面輪廓度控制在0.25mm;平面E的面輪廓度相對于基準D、A、F控制在0.25mm。前期開發投入20件零件,在數控加工完成后,測量面輪廓度,結果僅2件合格,合格率僅為10%。經過返修后,共有4件合格,合格率僅為20%。收集面輪廓度測量的數據發現,數據呈離散性,尺寸變化無規律。由于未找到影響面輪廓度超差的原因,故不能滿足客戶質量要求,未能達到50件/月的產出需求,造成客戶抱怨及投訴。

圖1 零件
2 產品介紹
零件用76.2mm厚的6061-T651鋁合金板料制成,材料標準為AMS-QQ-A-250/11,加工完成后壁厚僅為2.5mm,零件65%尺寸由空間尺寸組成,基準面A為帶4孔的側平面;基準面B為零件背面,與基準面A垂直;基準面C為上棱邊,與基準面A垂直;基準面D為4個臺階面組成的平面;基準F為右上處臺階中心孔;基準面E為右上角傾斜臺階側面。基準面B與基準面D空間角度為30°,基準面D與基準面E空間角度為125°。零件壁薄易變形,各面加工測量基準多次轉換,數控加工困難。
圖樣所有尺寸要求在表面處理之后保證,零件表面需要做兩種表面處理,基準面A、D、E上浸涂鋁合金化學氧化劑(阿洛丁600),其余零件表面浸涂鉻酸陽極氧化。表面處理完成后,必須保證基準面D、基準面E面輪廓度0.25mm的要求。平面D到第一基準面A、第二基準面B、第三基準面C的面輪廓度公差0.25mm;平面E到第一基準面D、第二基準面A、第三基準F的面輪廓度公差0.25mm。
3 面輪廓度逆向尺寸分析
(1)前期面輪廓度結果分析 零件設計無加工裝夾基準(見圖1),需要建立工藝基準,保證產品加工中多次定位裝夾基準統一,結合現有加工設備,前期加工工藝路線如下:備原材料毛坯→銑六方外形→銑工藝臺階與定位孔(工藝臺階與定位孔見圖2)→數控粗加工內腔、外形→數控五軸精加工內腔、外形(留二次加工基準面A、D、E加工余量)→線切割去掉工藝臺階→去除毛刺→數控銑基準面A、孔、長度→去除毛刺→檢驗→拋光→全部表面浸涂鉻酸陽極氧化→數控精加工(基準面A、D、E)→去除毛刺→基準面A、D、E浸涂阿洛丁600→印字→終檢→蓋章→包裝→入庫。
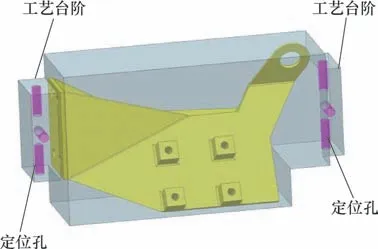
圖2 工藝臺階及定位孔
基準面A為平面D的第一基準,基準面D又是平面E的第一基準,平面E的面輪廓度包含了平面D的面輪廓度位置,必須提高平面D的面輪廓度,才能保證平面E的面輪廓度。平面D的面輪廓度由平面D位置、角度30°及4個平面D的平面度組成,平面E的面輪廓度由4處平面D和雙角度30°、125°及基準孔F的位置組成。
收集面輪廓度測量的數據發現平面D的面輪廓度為0.16~0.28mm,平面E的面輪廓度為0.23~0.42mm,面輪廓度超過0.25mm,加工后面輪廓度分解后的空間角度30°、125°的檢測數據為29°49′32″~29°58′06″、124°42′12″~125°16′34″,基準面D平面度為0.02~0.08mm。基準面A、D、E表面處理后進行了二次補充加工,因原工藝基準在陽極氧化前已去除,受薄壁機加零件變形的影響,最終加工后的基準面A、D、E的位置度發生變化,造成收集面輪廓度測量的數據無規律,呈離散性。
(2)面輪廓度逆向尺寸分析 基準面D對基準面A、B、C的面輪廓度為0.25mm,基準面E對基準D、A、F面輪廓度為0.25mm(見圖3)。通過前期面輪廓度尺寸分析,為了保證平面E的面輪廓度0.25mm的要求,基準面A到基準孔F位置影響最大,必須計算出基準孔F位置到基準面A、B的變化。基準孔F理論位置度按式Z=2×[(X-X1)2+(Y-Y1)2]0.5計算,其中,Z為實際位置度,X、Y為實際坐標尺寸,X1、Y1為理論坐標尺寸。

圖3 逆向尺寸分析
面輪廓度公差帶為0.25mm,假設去除角度與平面度影響,分解位置度公差帶為±0.087mm;假設角度公差帶控制為±5″,去除平面度的影響,尺寸控制公差帶為±0.07mm;假設角度公差帶控制為±5″,平面度的公差帶控制為±0.02mm,尺寸控制公差帶為±0.05mm。
理論進行逆向尺寸推算,按圖樣設定Z值為0.2 5 m m時,所需要的尺寸公差帶α為±0.087m m,逆向分析出理論上到基準面A尺寸(108.84±0.087)mm、(45.72±0.087)mm,基準面D到平面E的尺寸公差為(4.62±0.087)m m(在不考慮角度的情況下);若角度控制在30°±5″,尺寸控制在(108.84±0.06)mm、(45.72±0.06)mm、(4.62±0.06)mm才能保證平面E的面輪廓度合格。
由于平面E的面輪廓度受平面D輪廓度影響,故平面D的平面度必須控制在0.04mm以內。
平面E空間角度受平面E與基準面D、基準面A與基準面D的雙空間角度影響,且平面E離基準面A的距離為160mm。零件壁薄影響較大,需要控制基準面A與基準面D空間角度30°±2″,平面E與基準面D空間角度變化量大,需要控制為125°±8″。
從面輪廓度尺寸逆向控制分析可以看出,影響面輪廓度的最主要尺寸為第一基準的尺寸,基準面A到基準孔F的距離尺寸(108.84±0.087)mm,基準面D的面輪廓度才能保證;由于基準面E的面輪廓度又受基準面D的影響,必須提108.84mm與45.72mm的公差,考慮角度及平面D的影響,控制(108.84±0.03)mm、(45.72±0.03)mm,平面D的平面度必須控制在0.03mm以內,才能保證面輪廓度合格。不能保證設置的尺寸公差帶,則無法保證平面E、D的面輪廓度0.25mm要求。
(3)更改后工藝路線 通過前期面輪廓度檢測結果與逆向尺寸控制分析,基準面A、D、E進行表面處理后二次補充加工,不能保證基準面A、D、E的相關尺寸、平面度和角度,造成面輪廓度超差,必須更改工藝流程。表面處理完成后,不允許補充數控加工基準面A、D、E,采用表面處理涂膠保護相關基準面,完成后采用拋光處理。更改后的加工工藝路線為:備原材料毛坯→銑六方外形→銑工藝臺階與定位孔→數控粗加工內腔、外形→數控五軸精加工內腔、外形→線切割去掉工藝臺階→去除毛刺→數控銑基準面A、孔、長度→去除毛刺→檢驗→拋光→鉻酸陽極氧化(保護基準面A、D、E)→拋光基準面A、D、E→基準面A、D、E浸涂阿洛丁600→印字→終檢→蓋章→包裝→入庫。
4 工裝夾具設計
根據建立的工藝臺階及6處φ6mm定位孔,設計銑床夾具,以6處定位基準孔進行定位,翻轉3面進行斜面與臺階等加工,銑床夾具保證工藝性尺寸穩定性。圖4為設計的加工銑床夾具,半精加工時,以6處定位基準孔φ6+0.02+0mm在銑床夾具上定位,進行正面加工,單邊余量0.5mm,零件加工完成后,翻轉其余2面進行斜面與臺階等加工,要求加工的定位基準與半精加工尺寸控制在0.3mm的范圍內,才能保證對精加工面輪廓度尺寸的控制。
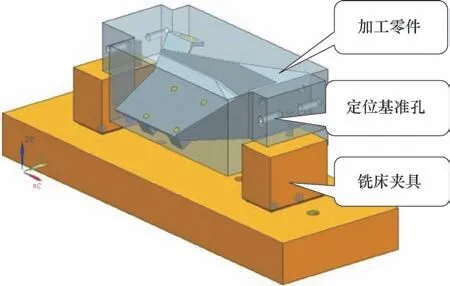
圖4 銑床夾具
面輪度的基準面A為第一基準,按工藝流程加工為最后工序,必須控制基準面D到基準面A的尺寸。
設計基準面A銑床夾具(見圖5),要求用定位基準孔進行定位。銑零件基準面A,以基準面D上的3處孔定位(見圖5基準面引線所引的3處孔),定位銷不允許劃、壓傷零件內孔、表面,以3處基準螺紋孔J為壓板定位孔,加塑料薄板后壓零件,基準孔J到基準面A的108.84m m尺寸公差控制在±0.03mm。通過逆向尺寸的分析,必須保證第一基準面108.84mm尺寸的公差,達到面輪廓度0.25mm要求,由于面輪廓度是綜合性公差,主要由位置度、角度和平面度組成,所以還要考慮基準面A的垂直度,不能>0.03mm,操作人員必須找正零件平面B的垂直度。
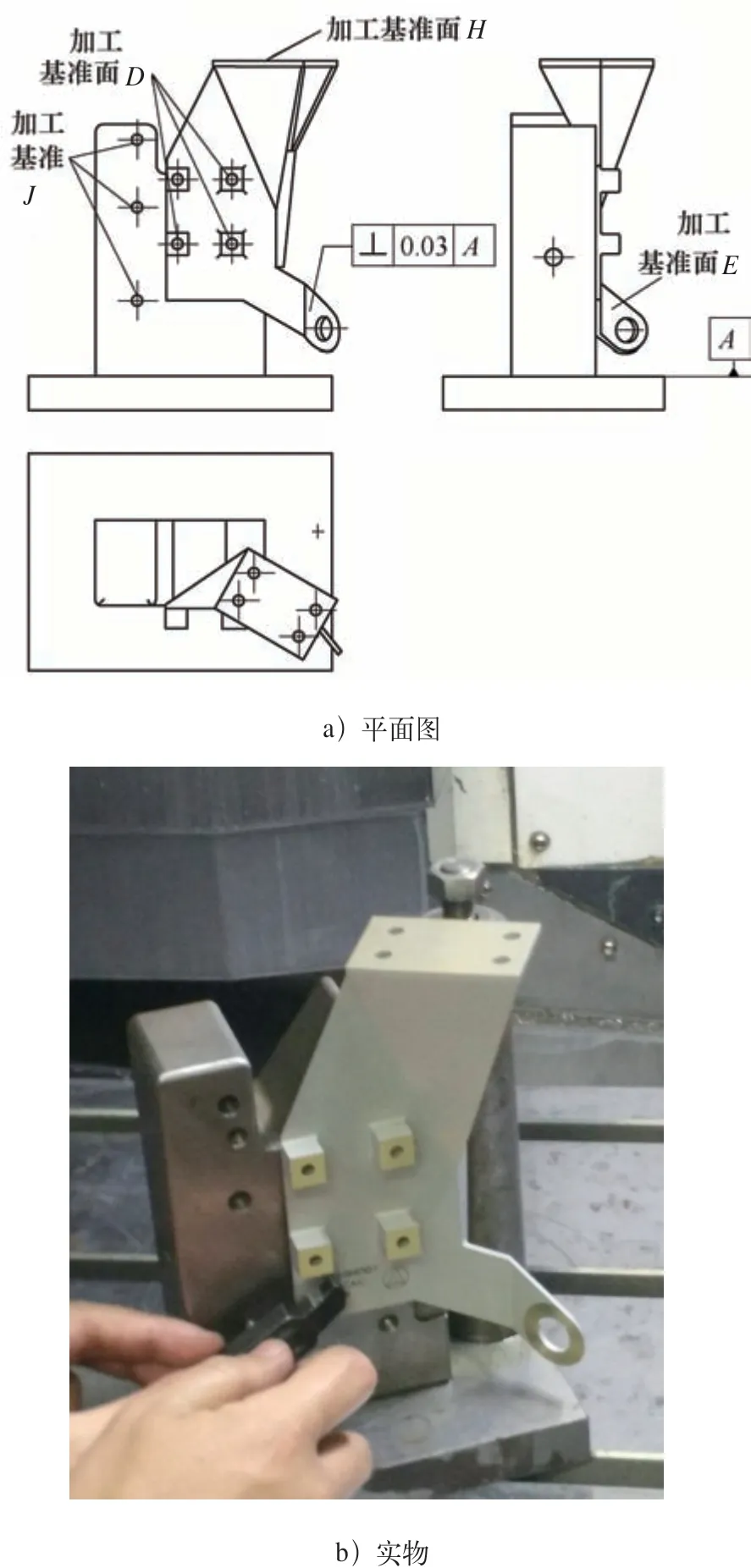
圖5 基準面A銑床夾具
5 面輪廓度測量
加工完成后,在三坐標測量機上測量零件面輪廓度在0.25mm之內,建立三坐標所需的零件測量坐標與三維模型坐標一致;建立測量用定位基準面及基準點,由于零件為雙角度復雜薄壁機加工零件,測量用定位面及點會影響測量的精度,按圖樣尺寸要求,建造三維模型,完成后必須對三維模型進行校核,保證所有尺寸達到圖樣要求。
建立基準面D的面輪廓度的基準A、B、C相對應的三維模型相對基準ZC、YC、XC;保證零件坐標系與三維模型的坐標系一致。建立測量模型后,利用三坐標測量機,采用PC-DMIS CAD進行測量,由于基準面D為4個平面組合成的基準面,與測量技術人員協調后,每個面選取4個點(見圖6、圖7)。
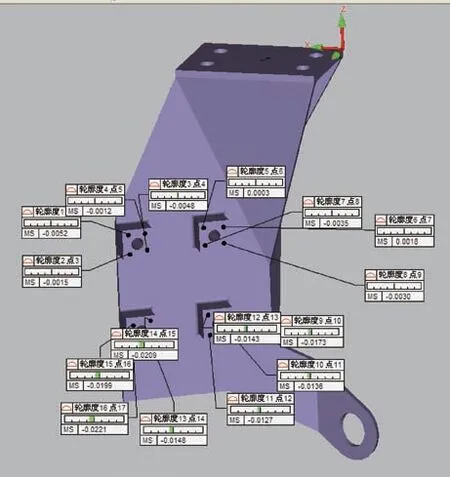
圖6 三坐標測量數據

圖7 三坐標測量現場
選取的點與模型上的點、測量尺寸的相對坐標進行比較,可以測量出面輪廓度的尺寸。測量時,在基準面ZC上取至少3個點作為基準面A的基準平面,作為第一基準;第二基準面YC取2個點作為基準面B,第三基準面XC取1個點作為基準面C,使創建的零件坐標系與三維模型坐標系重合。完成后在基準面D上取點(建議每個柱上取4~6個點),用三坐標進行采集,采集后的數據與三維模型坐標點進行比對,比對差異就是基準面D對3個基準面A、B、C面輪廓度的公差,采集后的數據與三維模型坐標點進行比對,面輪廓度分解后的加工后空間角度30°、125°的檢測數據為29°59′44″~30°1′29″、124°52′55″~124°58′12″,基準D平面度為0.01~0.03m m,平面D的面輪廓度為0.04~0.21m m,平面E的面輪廓度為0.14~0.23mm。經過采取以上措施,測量結果完全達到圖樣要求,零件面輪廓度通過加工控制在0.25mm范圍內。
6 結束語
通過設定工藝臺階及定位孔,并逆向分析面輪廓度對位置、面及角度等的影響,理論上進行控制相關位置及尺寸,滿足面輪廓度綜合公差0.25mm的要求,提升了公司分析、測量面輪廓度的能力,做到在加工前對產品進行控制。加工完成后通過三坐標測量機驗證前期分析的數據,最終完全符合,解決了客戶面臨的困難,得到客戶的高度評價。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00